
Get to Know Lasers And Their Roles in Plastics
Plastics processing is one of the fastest growing application areas for laser technology.



Figure 1: These plastic key chains were cut with a Co2 laser, welded with a diode laser, and marked on the back with a uv neodymium: solid-state laser.
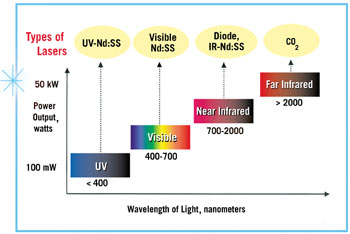
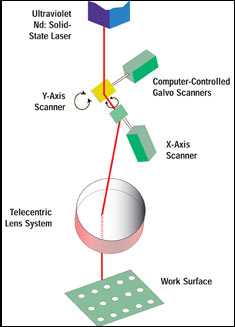
Fig. 3—Vector scanning with computer-controlled galvanometers moves the laser beam for direct marking or machining of parts. A telecentric lens system keeps the laser beam perpendicular to the work surface.

Fig. 4—This medical catheter was "cold-marked" using a uv neodymium:solid-state laser at a rate of 100 characters per second.
Plastics processing is one of the fastest growing application areas for laser technology. In recent years, development of new types of lasers has gained them roles in welding, cutting, engraving, marking, sintering, flame polishing, drilling, and photo-polymerizing of plastics. These applications have had an impact on a number of markets, including automotive, medical devices, printed circuits, and rapid prototyping.
How different types of lasers can be used for different tasks in the making of a single product is illustrated in Fig. 1. Shown here are two-part plastic key chains consisting of clear, colored acrylic pieces and black polycarbonate backings. The acrylic was cut with a CO2 laser, and then welded to the polycarbonate with a diode laser, while the back of the polycarbonate was marked with a uv neodymium:solid-state laser.


Since plastics processors are more and more likely to encounter laser applications, it makes sense to gain a basic understanding of their function, the different types, and the uses to which each is suited.
Lasers in a nutshell
Lasers are non-contact, zero-wear tools capable of precisely delivering enormous amounts of energy to specific, highly localized areas. The type of interaction that takes place between the light emitted by a laser and the material being processed depends on the properties of the material as well as the wavelength and fluence (energy per unit area) of the emitted light (see Fig. 2).
Lasers that emit light in the infrared (IR) portion of the wavelength spectrum (>700 nm) are widely used in materials processing. Three types of IR lasers are carbon-dioxide (CO2), diode, and IR neodymium:solid-state lasers. These lasers create “hot” processes that thermally transform plastics. Because various types of plastics behave differently at each IR wavelength, a different type of IR laser is appropriate to each plastics application.
UV lasers, such as uv neo dymium:solid-state types, emit light with extremely short wavelengths (<400 nm). High-energy uv photons break molecular bonds at the surface layer of materials in a “cold” photo-ablation process that can produce features with smooth edges. An additional advantage of processing with uv light is that it can be focused on smaller spot sizes than can IR light. This ability can create smaller features and achieve high fluence needed for effective material processing even at modest energy levels. However, IR lasers generally have higher average output power than uv lasers. Consequently, IR lasers are more appropriate for high-speed applications.
Regardless of wavelength, one of the most important features of all lasers is that they are non-contact tools, which means there is no tool wear over time. This eliminates both the cost of replacing worn tools and the downtime for replacement. Just as important, the lack of tool wear re sults in far more consistent and repeatable cuts, marks, scribe lines, or drilled holes, thereby improving manufacturing yields.
The large number of different types of industrial lasers now available has broadened the range of plastics suitable for laser processing—from polyimide to polyester, polypropylene, acrylic, and PTFE.
In most cases, fully integrated laser systems are now available for plastics applications. They include the laser, beam-delivery system, electronics, materials-handling equipment, and control software. These user-friendly and maintenance-free systems typically require very little process development on the part of the user.
Machine with CO2 lasers
CO2 lasers are widely used to machine plastics for products ranging from flexible circuitry to commercial signage. The far-infrared emission and high average output power of CO2 lasers make them ideal to quickly and cost-effectively machine, skive, perforate, kiss-cut, sinter, and flame-polish plastics.
Although CO2 lasers are available with several kilowatts of output power, most laser applications in plastics are done with relatively low power due to the low melting point of most plastics. Furthermore, CO2 lasers are computer controlled within automated machining stations in order to control the amount of power applied. This eliminates overheating an area, which could cause excessive charring or distortion of the plastic part.
CO2 lasers are used in automated systems to cut, drill, skive, perforate, and kiss-cut thin polyimide and polyester sheets and rolls that are used in manufacturing flexible circuitry and membrane switches for electronic applications. Laser equipment manufacturers offer CO2 lasers with emission wavelengths of either 9400 or 10,600 nanometers. Those that emit at 9400 nm are preferred for use in processing polyimide as they cause less carbonization and other heat-related damage. Units emitting 10,600 nm are used to cut and flame-polish the edges of thick acrylic sheets for commercial sign age and other purposes, and to sinter plastic powder for rapid prototyping.
Weld with diode lasers
One of the more recent applications is the use of diode lasers for welding and joining plastics. Since 1998, process development has been well under way at companies such as Coherent Inc. Laser welding has been adopted for manufacturing automotive sensor and actuator housings, as well as micro-welding of thin-walled medical tubing.
Advantages of this technique over traditional methods using hot-air guns or uv lamps is that diode lasers deliver very low total heat input and do not contact the workpiece. They also minimize collateral damage and can weld three-dimensional shapes. In addition, they are far more easy to control because they can be focused on specific locations and can be turned on and off almost instantaneously. Further, diode laser welding creates stronger and cleaner joints with less flash and welds difficult-to-join materials such as rubber-modified and glass-filled thermoplastics. In addition, lasers can be used to activate thermoplastic adhesives or to cure thermoset adhesives like epoxies.
Because plastics melt at low temperatures and vaporize very easily, only a small amount of heat input is needed to make the surface of the plastics slightly fluid. In fact, the fluence required for laser welding is far lower than is needed for any other plastics application. Diode lasers are the only commercially available lasers that can be repeatedly used at the low powers required for this effect to take place and still have a linear and stable output. Welding is carried out using 800-nm wavelength systems based on multiple-emitter diode laser bars with an average output power of 30 watts. The output from these laser systems is delivered to the welding location via fiber optics.
Laser welding requires the use of two plastics that behave differently in the presence of 800-nm light. One material must be transparent to the laser light while the other must be absorptive. The laser light is transmitted through the upper, transparent component of the joint to the lower absorptive component. Transmission laser welds created in this way can be significantly stronger than welds created by other means.
Mark with uv lasers
Permanent marking of plastics is frequently performed during the manufacture of many products. UV-emitting (355-nm) neodymium:solid-state lasers, such as the Avia laser from Coherent, are ideal for marking a wide range of plastics, including PE, PP, ABS, and PBT.
A low fluence level is used to change the color of common whitening pigments, such as TiO2, in the plastic. This change takes place without removing material or changing the part’s surface quality.
On small objects such as medical catheters, it is essential that identification markings such as bar codes or alphanumeric characters have sharp edges and are free of charring or smearing. Because they encounter bodily fluids, these marks must be indelible and nontoxic.
Mechanically engraved marks are not an option, since they alter the surface quality of the part by creating indentations where bacteria can easily be trapped. Such problems do not exist with uv laser marking, which is a “cold” process that leaves a high-contrast, sharp-edged mark. Because uv laser marking only affects the photo-sensitive pigment, the process is independent of the matrix in which the pigment is embedded. As a result, laser marking will produce consistently high-quality marks in a wide range of plastics.
Further, the output beam from a uv neodymium:solid-state laser can be focused to small spot sizes. This allows the use of vector-scanning techniques, employing mirrors mounted on computer-controlled galvanometers to direct the beam to any location on the work surface (Fig. 3). Consequently, CAD/CAM software can be used to perform drilling, cutting, or marking in a “direct-write” fashion. The flexibility inherent in this “soft-tooling” approach is ideal for serialized character marking and catheter hole drilling. Such high-speed galvanometric scanning systems can achieve alphanumeric and bar-code marking speeds greater than 100 characters per second on a variety of plastics (Fig. 4).
Micro-machine with uv
In addition to permanent marks, many plastic medical devices also require tiny holes and slots. Because these holes are too small to be easily molded in, they must be drilled afterwards. For example, catheters require holes that range from 0.002 to 0.012 in. diam, while angioplasty balloons need holes in the diameter range of 0.0003 to 0.001 in. In both cases, the holes must be precisely drilled, with no jagged edges and no change in the surface quality of the part.
Mechanical drilling with precision miniature drill bits has been used but the bits are notoriously delicate and expensive to replace. Consequently, precision micro-machining of medical devices is carried out with lasers. UV neodymium:solid-state lasers are the choice here because of their “cold” process and ability to be focused to far smaller spot sizes than IR lasers. IR lasers cannot be used for precision machining of many plastics, such as polyimide, because of peripheral heat-related damage in the form of charring and debris that is left around drilled holes.
UV neodymium:solid-state lasers are also used to drill microvia holes for high-density interconnect applications in flexible circuitry. Such applications typically require small-feature resolution and ultra-high-quality processing of polyimide, which cannot be provided by CO2 lasers. Since uv neodymium:solid-state lasers leave very little residual debris or carbonization, they are ideal for delicate applications where it is impractical to perform post-process cleaning of the flexible circuit.
Photopolymerize with uv
Stereolithography, the most widely used rapid-prototyping rapid-tooling process, creates solid 3D objects by selectively solidifying successive layers of a uv-sensitive liquid photopolymer with laser light. Objects created this way are used for a variety of purposes, including functional models, patterns for prototype tooling, fit/assembly studies, ergonomic studies, and visual engineering aids. Low-power uv neodym ium:solid-state lasers (355 nm) are used in this application, together with software-controlled, galvanometer-based scanning systems.
Engrave injection molds
Engraving injection molds with small 3D shapes is a challenging problem for manufacturers. EDM and milling are sometimes used for this application, but set-up can be time-consuming and difficult.
Since many engraved features are on the order of 0.008-in. size, creating clear, sharp-edged 3D shapes is important. Neodymium:solid-state lasers that emit in the near-infrared and uv regions at wavelengths of 1064 and 355 nm, respectively, are well suited to this application.
In addition to the fine features that can be produced, laser engraving has other advantages that increase productivity and manufacturing flexibility. Because it is a software-controlled process, it allows for flexibility in changing designs almost instantaneously. Further, this soft-tooling approach permits multiple designs and features to be engraved in the same station in a single set-up. Laser engraving is also independent of material hardness or conductivity, thereby allowing the processing of both plastics and other materials that are widely used in this area, such as ceramics and hard metals.
| APPLICATIONS BY LASER TYPE & WAVELENGTH RANGE | ||
| Application | Wavelength Range, nm | Laser Type |
| Cutting, Drilling, Sintering | Far infrared (9400 & 10,600) | co2 |
| Marking | Ultraviolet (355) | UV neodymium: solid-state |
| Micro-machining | Ultraviolet (355) | UV neodymium: solid-state |
| Welding/Joining | Near infrared, (~800) | High-power diode |
| Selective Photo-polymerization | Ultraviolet (355) | UV neodymium: solid-state |
| Flame Polishing | Far Infrared (10,600) | Co2 |
| Mold Engraving | Near Infrared (1046) & Ultraviolet (355) | IR & uv neodymium: solid-state |

Related Content

Optical Sorting for Color Flexibility in Recycled Plastics
Aaron Industries added optical sorting to its operation, expanding capabilities to meet the color needs of customers.
Read More
Building a Future With Sustainable Compounds
With roots in recycling, Star Plastics produces engineering thermoplastic compounds to meet performance and environmental goals.
Read More
Extrusion Technology Extended to Injection, Enabling Up to 100% Regrind Usage
Twin-barrel (shot-pot) press can handle more regrind, offers other benefits to molders.
Read More
Looking to Run PCR on a Single Screw? Here’s What to Keep in Mind
Just drop it in and mix it up? Sorry, there’s a lot more to it than that. Here is some of what you need to consider.
Read MoreRead Next

Laser Marking Has a Bright Future in Plastics
Fast, programmable, environmentally clean laser marking has established a niche in basic marking of dates and product codes, but it is capable of much more. The market has barely touched the repertoire of decorative effects available with today's wider range of laser-markable resins, pigmentation technology, and laser equipment.
Read More
Can Lasers Make the Cut For Trimming Complex Parts?
In Europe and the Asia-Pacific region, laser trimming is reportedly making in-line thermoforming and trimming of heavy-gauge industrial parts more viable and cost-effective than in the past.
Read More
Laser Welding Comes of Age
Laser welding is gaining acceptance as a specialized method for joining plastic parts that are sensitive (e.g., contain circuit boards), involve complex geometries, or have strict cleanliness requirements (medical devices). So far, most of this activity has taken place in Europe.
Read More