
INJECTION MOLDING: Gate Freeze Study: Danger in a Name?
The test actually determines the hold time needed to mold repeatable parts, and it should be done regardless of whether the gate freezes or not.
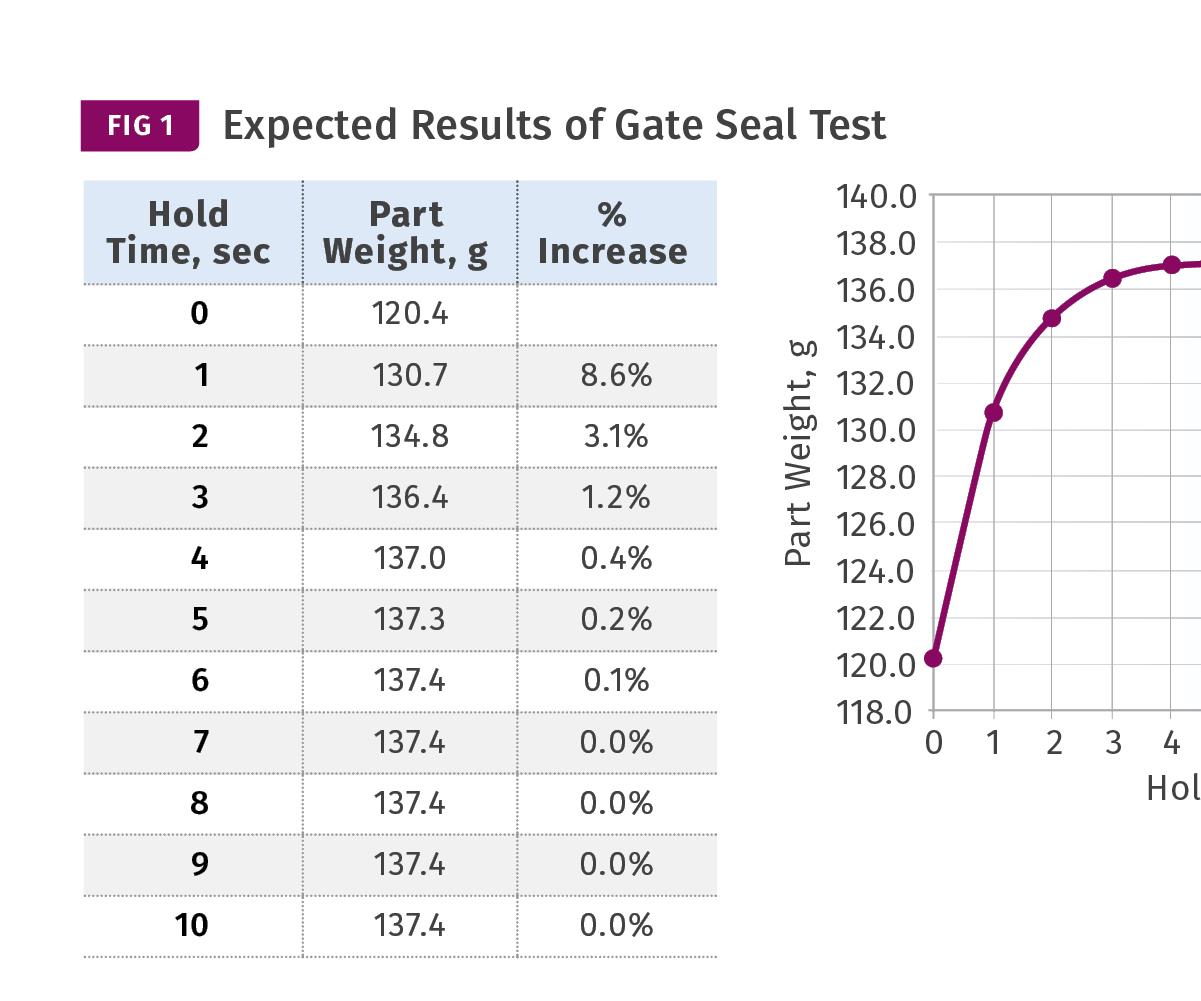
Note that as the hold time increases, the part-weight increase gradually tapers off to the point where it stabilizes at a fixed weight.
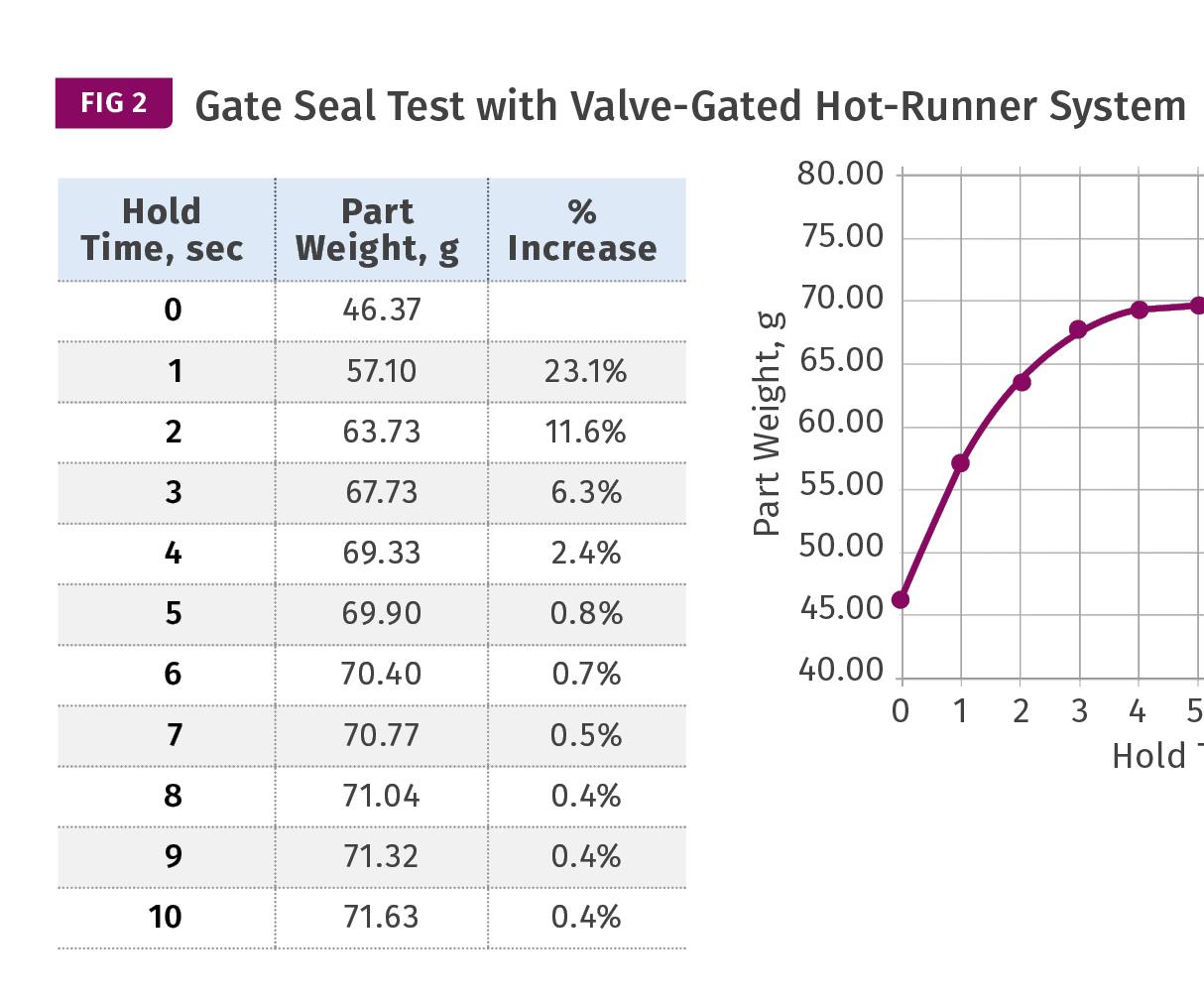
Here, the part-weight increase starts to taper off, but instead of flat-lining as shown in Fig. 1, it stabilizes to a consistent part-weight increase as the hold time increases incrementally.


Hold time is one of the critical variables in any injection molding process. Hold time has a significant effect on many part characteristics such as weight, dimensions, surface appearance, strength … the list goes on. As with all of the critical variables in molding, an optimized hold time should be established based on data.
The test used to optimize hold time is commonly referred to as a “gate freeze” or “gate seal” test, and it’s performed as follows:

1. Optimize fill speed, transfer position, shot size, etc.
2. Evaluate mold cavity balance; if it’s below about 95%, troubleshoot and correct the balance before continuing.
3. Run the process at your optimized settings, but with no hold time.
4. Collect several shots and measure the part weights, then calculate the average part weight.
5. Add an increment of hold time, then repeat Step 4. The increment depends on the part size: 0.5-sec increments may be suitable for small parts, 1- to 2-sec increments can be used for larger parts.
6. Repeat Step 5 until the part weight stops changing.
During hold time there is little to no plastic moving through the gate. If hold pressure is dropped before the gate is completely frozen, plastic will flow back through the gate. As the hold time increases, the plastic gradually freezes. The purpose of this test is to determine the amount of hold time required for the gate to freeze sufficiently to prevent any backflow when the hold pressure is dropped. We refer to this time as gate freeze or gate seal. Typically our hold time will be set slightly higher than our determined gate-freeze time. In some cases we actually want the plastic pressure in the gate area to drop off at end of hold. In these few cases we would set our hold time slightly lower than our determined gate-freeze time.
Figure 1 shows expected results from a gate-freeze test. Note that as the hold time is increased, the part weight increases gradually and tapers off to the point where it stabilizes at a fixed weight. In this case the weight stabilizes at 137 g, which is reached in 5 to 6 sec. With our gate-freeze time at 5-6 sec, our hold time would be 6.5 sec if we want gate freeze, and 4.5 sec in cases where we want to allow backflow from the gate.
This test works well for a standard cold-runner mold with gate dimensions suitable for the molded part. But what happens when we’re testing a hot-runner mold or a cold-runner mold with oversized gates?
A valve-gated hot-runner system will generally have larger gates than other molds because the gates are mechanically closed when the valve gate is actuated at the end of hold. With a hot tip or thermally gated hot runner, a heated probe extends down into the gate to prevent the gate from freezing off between shots. A cold-runner mold that has large gates will require significantly more time for the gate to freeze.
In any of these situations, doing this test out to the point where the part weight is stable could result in a very long gate-freeze time. Setting our hold time to be slightly longer than the gate-freeze time will result in an excessively long hold time. So what do we do?
Figure 2 shows some typical results when performing the gate-freeze test in one of the above situations. In this case the part-weight increase starts to taper off, but instead of flat-lining as shown in Fig. 1, it stabilizes to a consistent part-weight increase as the hold time increases incrementally. Here we see that between 6 and 7 sec the part-weight increase reaches a steady rate of about 0.5% per extra second of hold time added.
A MEANS TO AN END
I often hear comments like, “We don’t do the gate-freeze test because the gate doesn’t freeze”; or “We don’t care if the gate freezes because we have a valve gate.” This is a perfect example of the danger in a name. We need to step back to the objective of the test. The true objective is not to determine the gate-freeze time. Gate-freeze time is only a means to an end. The objective of this test is to allow us to set a hold time that will give us stable, repeatable parts over time.
Let’s take a look at the valve-gated hot-runner example. With a typical pneumatically actuated valve-gate—either new or in good, clean working condition—it can take up to 0.2 sec for the valve gate to close once the signal is triggered. Let’s say we set our hold time at 2 sec. Our measured part weight is 63.73 g. In the time taken for the gate to close, the part has lost over 1 g in weight. This is all fine so long as the system is new or freshly maintained and holds a consistent valve actuation time.
Unfortunately, over time the valve-gate system will wear, valve stems will start to get sticky, and our actuation time will gradually increase. If we assume that the actuation time doubles to 0.4 sec, then the part weight lost during that time will likewise (approximately) double, dropping our measured part weight from 67.73 g down to 66.6 g. If our original hold time was shorter, this effect would be worse.
With the other two cases listed—hot-tip hot-runner system or cold runner with oversize gates—the result will be the same. Essentially the gate is not frozen at the time that hold ends, so we get some backflow through the gate. In all three of these cases we want the part-weight loss at the end of hold to be stable, which means we need to set our hold time in the range where the part-weight increase has stabilized—whether flat or gradually increasing.
The third column in Fig 1 and 2 shows how much the part weight has increased (as a percentage) over the previous hold-time increment. In cases where the part-weight increase does not truly flat-line, I usually consider the weight increase to be stable when there have been three consecutive hold-time increase increments below 0.5%.
Bottom line: Do the gate-freeze test regardless of runner and gate design. The test is not done to determine gate freeze-time, but to provide data that we can base a process decision on. You should do it so you can make a data-driven setting for hold time. If we start calling the test what it truly is—a hold-time study—maybe we can get away from the debate about whether the gate freezes or not.
ABOUT THE AUTHOR
Thom Smith has more than 20 years of experience in injection molding, including considerable expertise in hot-runner design and troubleshooting. He has a Bachelor of Engineering Technology in Mechanical Engineering from Ryerson Polytechnical Institute in Toronto and is the holder of two U.S. patents. As a consultant/trainer for RJG Inc., Traverse City, Mich., his responsibilities include teaching Injection Molding Essentials, Math for Molders, Systematic Molding, Decoupled Molding Workshops, and RJG’s Master Molder courses. Contact: (802) 324-8142; thom.smith@rjginc.com; rjginc.com.

Related Content

What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More