
Precisely Managed Melt Delivery Moved into the Hot Runner
Husky says its new UltraShot injection system miniaturizes the shooting-pot concept of a traditional two-stage injection system—putting it within the mold—to create proximity to the gate that all but eliminates pressure drop.




The new UltraShot technology from Husky is described as a completely standalone technology that is independent of the mold and the machine. UltraShot incorporates a series of small injection plungers in close proximity to one or a group of hot-runner valve-gate nozzles. According to Sheldon Alexander, business support manager for hot runners and controllers, this technology simplifies the role of the molding machine’s injection unit, limiting it to melting and metering resin and then handing off to the UltraShot, which builds pressure as close to the gate as possible and injects with more precision, higher pressure and greater repeatability, according to Alexander.
UltraShot adapts the concept of two-stage injection, which splits the functions of the injection unit—melting/metering resin and injecting it into the mold—into two steps. In conventional two-stage injection, melted resin is metered into a plunger or shooting pot, which then injects material into the mold.


“What we’ve done,” Alexander says, “is take the shooting-pot idea, miniaturize it, and put it into UltraShot system.” UltraShot effectively replaces the injection unit from the standpoint of delivering melt into the cavities. “The injection unit is simply a way to melt and meter the resin and hand it off to us,” Alexander explains, adding that there are no special requirements from machine, like a high-performance injection unit. “We actually take control of the injection unit and turn it essentially into an extruder,” Alexander says.
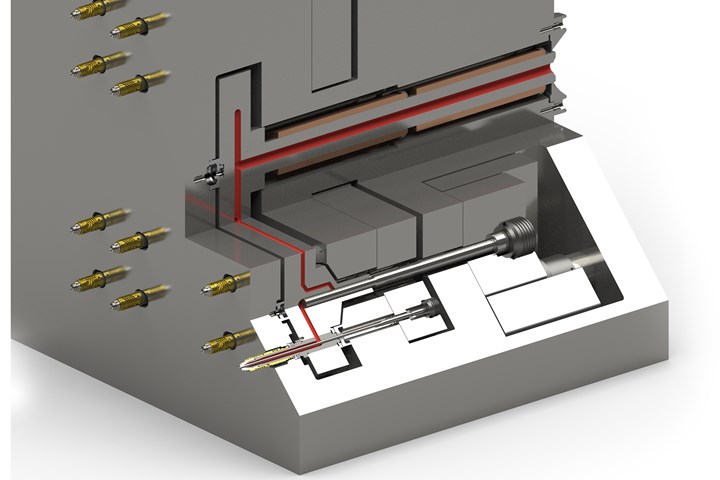
Husky’s UltraShot moves plasticated resin as close as possible to the gate so that resin can be held under lower pressures and temperatures prior to injection through adjacent valve gates, preserving the material’s properties.
Among multiple advantages, Alexander says one of the biggest is the overall impact on pressure. In a standard press, a molder might set the pressure to 35,000 psi in front of screw, but once the melt travels through the nozzle, sprue, manifold and hot runner, pressure loss can be up to 50%.
With the UltraShot moving the prepared resin as close as possible to the gate, the resin can be held under lower pressure and temperature prior to injection, preserving the material’s properties. “That gives you more control and better melt quality,” Alexander says. “You get control as close as possible to the gate.” By doing so, any issues with melt compressibility and shear generation are minimized, if not completely eliminated, according to Husky.
Where UltraShot Shines
Alexander notes that two areas where the UltraShot really shines are in molding resins that are shear and temperature sensitive and in molding small parts below 10 g that require precision injection control.
Another possible use would be in a family mold where the individual parts are very different in geometry and filling pattern. “Since we’re essentially using mini injection units, you can add many as you like,” Alexander says. For a 16-cavity family mold with four different parts, UltraShot would provide four individual internal injection units with independent control.
In another example, Alexander says one of the UltraShot systems Husky currently has in the field is for a medical catheter—a two-component device composed of a long tube made from a harder material, with a soft tip at the end. Normally, such an application would be created in a multi-step process where tube is extruded and cut; the tip is injection molded; and then the two are joined together. With the UltraShot, Husky was able to combine all those steps into one machine, merging molding and assembly into one work cell.
Making Medical Less Risk Averse
The catheter application is a particularly apt example of UltraShot’s potential, according to Alexander. Typically in the medical field, new applications are ramped up slowly. A new device might be initially molded from a four-cavity prototype mold, moving up to eight, 12, 16 cavities or more, as it gains market acceptance. As molders boost cavitation, they often struggle to maintain quality.
“As companies increase cavitation, balance decreases and part quality, dimensional stability, and repeatability degrade,” Alexander says. Because of this limitation, he adds, medical molders often are not running at optimal cavitation, from a business perspective. At a certain level of market demand, a 32-cavity mold might make the most sense, Alexander explains, but the best parts can only run on eight-cavity tools, so a molder might have to use multiple eight-cavity molds.
“With UltraShot technology, whatever quality results you get from a four-cavity mold,” states Alexander, “we can scale up in multiples of four and give the customer confidence that the quality will be on same as they ramp up to 16, 32 or more cavities.”
Designing for the Part, Not the Process
He says Husky is most excited about the design freedom UltraShot can bring to molders, shifting away from today’s dynamic where the process dictates the part. “We’re at a point in the industry where part designers are more concerned with whether or not a part can be molded rather than the best design for the functionality of the part.” UltraShot, says Alexander, frees the designer from this limitation.
“We can mold parts that were considered unmoldable,” Alexander says. “Whether it’s from an L/T standpoint, part complexity, heat-sensitive resins, shear-sensitive resins, or from a cavitation standpoint.”
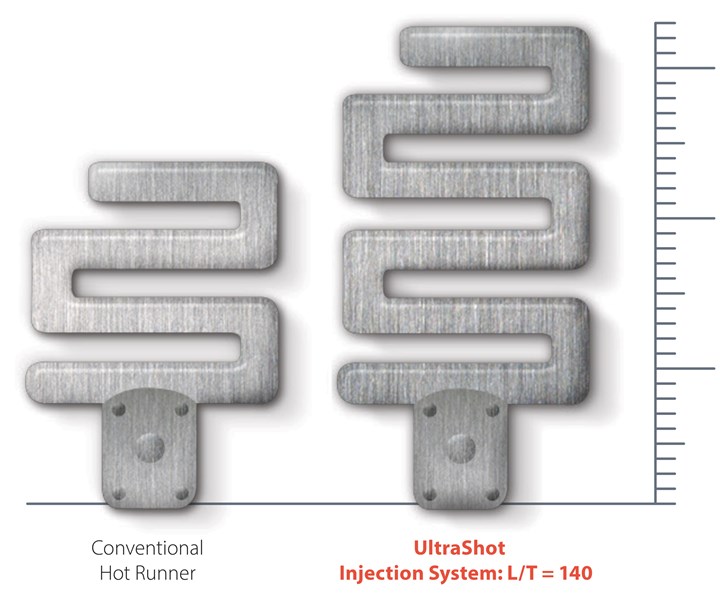
By better controlling injection pressure and moving it closer to the gate, Husky’s UltraShot injection system achieves greater L/T flow ratios for shear- and temperature-sensitive resins.












Related Content

Automotive Awards Highlight ‘Firsts,’ Emerging Technologies
Annual SPE event recognizes sustainability as a major theme.
Read More
Young Stretch-Film Processor Bets on Nanolayers
Going up against companies with as much as double its capacity, young stretch-film processor Zummit believes that new technology — notably 59-nanolayer films — will give it a competitive edge.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read MoreRead Next

Hot-Runner System Has Screw-In Nozzle for Leak Protection
Hasco’s H4016/ hot-runner system has a screw-in nozzle that ensures leak-free operation.
Read More
Running Cold to Hot: Tipping Point to Convert to a Hot Runner System
As the original melt-delivery system, cold runners still have their place in injection molding, but when demand for a plastic part—and required production—rise, the move to a hot runner can unlock myriad benefits.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More