
The New Lightweights: Injection Molded 'Hybrid' Composites Spur Auto Innovation
A thermoplastic composite technology that emerged just a couple of years ago promises to make dramatic strides within the next two years in automotive mass production of structural components.


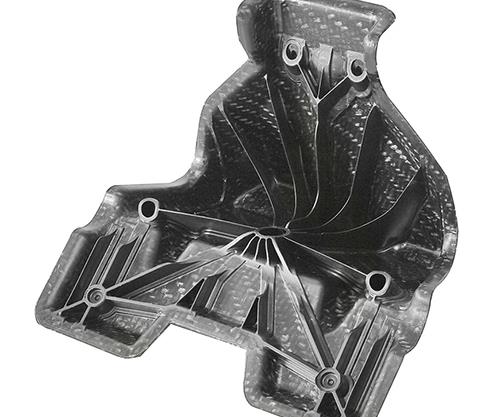
This airbag module, which weighs at least 30% less than a current commercial version injection molded of glass-reinforced nylon 6, is made of a Tepex dynalite nylon 6 sheet with 47% continuous glass overmolded with a Lanxess Durethan nylon 6 containing 40% short glass. (Photo: KraussMaffei)

This ZF Friedrichshafen car brake pedal is said to be the first to be made of reinforced nylon 6, and weighs half as much as a steel brake pedal. (Photo: Lanxess)
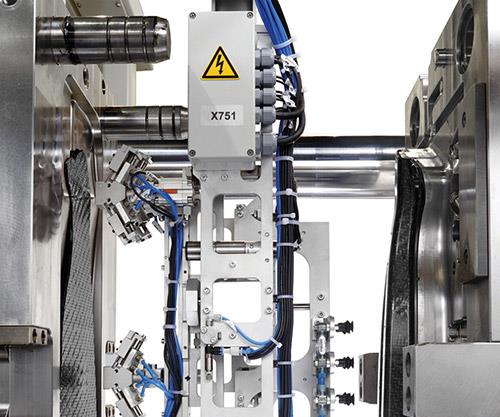
Engel’s Organomelt (below) and KraussMaffei’s FiberForm above) processes are both used to produce all-plastic “organic hybrid” composite parts from continuous-fiber sheet blanks overmolded in an injection machine.

Engel’s Organomelt (above) and KraussMaffei’s FiberForm (left) processes are both used to produce all-plastic “organic hybrid” composite parts from continuous-fiber sheet blanks overmolded in an injection machine.

Engel’s in-situ nylon 6 polymerization prototype is based on an e-victory combi tiebarless press with two angled barrels and a high-pressure impingement mixing chamber adapted from PUR technology.

A thermoplastic composite technology that emerged just a couple of years ago promises to make dramatic strides within the next two years in automotive mass production of structural components. At least two material suppliers—BASF and Lanxess—and two machine suppliers—Engel and KraussMaffei—are in the forefront of its development.
This all-plastic “organic hybrid” composite technology involves heating a continuous-fiber reinforced sheet blank impregnated with nylon 6, and then placing it in an injection mold, where it is formed into a 3D shape and overmolded with more nylon 6 (unfilled or glass reinforced). In some cases, the sheet blank is thermoformed separately before being placed in the injection mold. This metal-replacement technology is a successor to plastic-metal “hybrid” composites, which involved preforming sheet metal and overmolding it to add ribs, attachment points, and other features.


The initial development focus has been primarily on automotive interiors, including seating area components, door side-impact beams, cross-car beams, brake pedals, steering-column holders, airbag modules, and front ends. “At this time of increasing fuel requirements for automotive, OEMs are putting a lot of emphasis on lightweighting,” says Calvin Nichols, market development manager for automotive seating at BASF in Wyandotte, Mich. BASF refers to the technology as “continuous fiber-reinforced thermoplastic” or CFRT, while Pittsburgh-based Lanxess typically calls it “nylon composite sheet hybrid technology.” Similarly, Engel in York, Pa., refers to its process as Organomelt and KraussMaffei, Florence, Ky., calls its version FiberForm. The technology has also been described as “organic sheet overmolding.”
Whatever the label, this technology also has significant potential for use in other markets. There are variants of the technology in development that will further the use of thermoplastic composites in a range of industries that are seeking lightweight but high-strength material options, as well as the low cost, automation, and short cycle times possible with injection molding.
Both Engel and KraussMaffei first demonstrated the technology in two elaborate molding cells at the K2010 show in Dusseldorf, Germany (see our report in Jan. 2011). There, Engel molded a steering-column holder and KraussMaffei a door side-impact beam. Both used Tepex composite sheets from Germany’s Bond-Laminates GmbH and nylon overmolding compounds from Lanxess. (Lanxess recently acquired Bond-Laminates.) The two demonstrations used robots (linear or six-axis) to preheat the sheet in an oven at 300 C for 30-40 sec and then transfer the hot sheet to the injection mold. Closing the mold preformed the sheet, and then more nylon was injected over it in specific areas. Cycle times ranged from 33 to 55 sec. (the latter limited by oven-heating capacity).
Engel’s part, with its more complex geometry, was laser-trimmed outside the mold. In the case of KraussMaffei, which compounded the long-glass overmolding compound direct from roving on its IMC injection molding compounder, the robot transferred the net-shaped part to a quality-check station after molding.
The two material suppliers displayed applications for the technology at K2010. Lanxess showed an Audi A8 front-end reinforcement molded by Germany’s Magna Decoma Exterior Systems, containing both aluminum and Tepex inserts overmolded with nylon 6. BASF displayed a seat back from Faurecia of France consisting of woven-glass/nylon sheet from California-based Performance Materials Corp., overmolded with a specially developed 35%-glass nylon 6 compound (BASF’s Ultramid CompoSIT XA3232) that combines stiffness, ductility, and Class-A-type finish. The part weighs about 20% less than standard seat backs and is expected to be commercial within the next two years.
WHERE IS IT HEADING?
Sources at these four suppliers foresee dramatic growth potential, starting with auto interior components but extending to exterior, chassis, and power-train applications. They also envision applications in aeronautics, trains, trucks, agricultural equipment, machinery manufacturing, and renewable-energy systems.
BASF’s Nichols says, “Glass in a unidirectional form is much stronger than other forms of glass or ferrous and nonferrous metals. Such a sheet composite overmolded with nylon 6 has tensile strength as much as five times that of metals. Strength-to-weight ratio is dramatically improved over metals—twice that of steel and three-to-four times higher than a standard injection molded glass-filled thermoplastic. Stiffness-to-weight ratio with the continuous-glass composite laminate overmolded with nylon is eight times as much as steel.”
Other thermoplastics considered as candidates for this technology include PP, PBT, PES, PEEK, nylon 612, and possibly nylon 66, depending in large part on how well they meet strict flammability requirements.
Meanwhile, the machinery suppliers both have recently introduced new equipment to further progress in this nascent technology. Engel is recommending its new v-duo vertical large tonnage machines for Organomelt systems. Hydraulically powered with energy-saving servo-driven pumps, they are offered in five sizes from 400 to 2300 metric tons (see Sept. 2012 Close Up). The larger sizes are aimed at continuous-fiber composites, with their easy mold access to facilitate loading of reinforcing fabrics and organic sheets and tapes.
KraussMaffei’s latest presses for the FiberForm process are the new GX Series of hydromechanical, two-platen presses, available from 400 to 650 m.t., which boast a number of new features (see July 2012 Keeping Up).
Joachim Kragl, director of advanced molding systems and processing at Engel, says there are today only a select number of Organomelt systems installed, most of them at university or independent laboratories, in addition to Engel’s own technology center.
KraussMaffei has installations at university labs and tech centers worldwide and estimates that of the 50 FiberForm machines now in production, only a handful are currently overmolding glass mats; the majority are just molding long-glass compounds direct from rovings.
BASF’s Nichols expects an increase in shape complexity to facilitate market growth. This will require improvements in tooling that can preform composite sheet laminates and tapes with more 3D complexity and deep draws. KraussMaffei ventures that one way may be to use long-fiber compounds from an IMC machine in place of the organic sheet in some part areas that need more 3D form. According to a KM spokesman, “We will continue with our strong partnerships over the complete process chain to create knowhow for design and simulation of mechanical properties and the forming process. If all partners work together closely, there will be an economic solution.”
NEWEST DEVELOPMENTS
At last month’s Dusseldorf European Composites show and at the Paris JEC Composite exhibition in March, the newest applications of composite-sheet hybrid technology were highlighted by the key players:
•One of the most exciting parts was a passenger airbag module housing said to weigh at least 30% less than a current commercial version injection molded from glass-reinforced nylon 6. Now in advanced development in Germany, this project involves Lanxess, Bond-Laminates, KraussMaffei, Takata-Petri AG, and Christian Karl Siebenwurst GmbH. KM’s FiberForm process is used to make the airbag housing from Tepex dynalite 102 RG 600 sheet with 47% continuous glass, overmolded with Lanxess’ Durethan DP BKV 240 H2.0 with 40% short glass. In addition to weight savings, the high strength and stiffness of the sheet composite allowed thinning the sidewalls from 3-4 mm down to 0.5-1 mm.
•Also considered a first for this technology is a brake pedal from Germany’s ZF Friedrichshafen AG, which weighs 355 g, half as much as a steel brake pedal. It is made of a Tepex dynalite composite sheet of nylon 6 with 47% by volume continuous glass fibers, which is heated, thermoformed, and cut to size before overmolding with Lanxess’ Durethan BKV 30 H2.0 nylon 6 with 30% short glass.
•Hybrid technology was also used to make the first auto seat pan on a production vehicle, offering 45% weight reduction vs. standard seat pans (see cover photo). Featured in the new Opel Astra OPC sport coupe, it consists of a preform of continuous-glass fabric impregnated with nylon, which is placed in an injection mold and overmolded with impact-modified, short-glass reinforced nylon to form ribs and edges. BASF developed two specialty Ultramid nylon grades for this unit—one for impregnating the glass-fabric and one for injection overmolding.
A LOOK TO THE FUTURE
September marked the opening of Lanxess’ first production plant for high-tech plastics in the U.S. Located in Gastonia, N.C., this compounding plant is producing Durethan nylon and Pocan PBT compounds aimed primarily at premium, lightweight automotive plastic components, ranging from body parts, oil pans, coolant pipes and battery housings, to steering rods, pedals, and pedal brackets. Further development of organic hybrid composite technology is expected here.
In-mold polymerization of caprolactam monomer into nylon 6 is being pursued on multiple fronts as the next step in thermoplastic composites technology. It allows low-viscosity caprolatam to impregnate dry fibers in a mold and react to form a nylon composite “in situ.”
Last month, BASF and Germany’s SGL Group, a global leader in carbon-based products, announced they are jointly developing a composite material based on a reactive nylon system and carbon fibers that would allow cost-effective production of thermoplastic composites. The material system is intended for use in the T-RTM process (Thermoplastic Resin Transfer Molding) as well as reactive injection molding. It permits considerably shorter processing cycles than conventional thermoset RTM. Adjustment of the material system to these faster processing techniques is expected to play a key role in the entry of structural components made from carbon-fiber composites into automotive mass production.
This is BASF’s first cooperative development in carbon-fiber composites. BASF is contributing its competence in polymer development as a leader in nylon and precursor caprolactam, while SGL brings its expertise in carbon fiber and high-temperature processes. In-situ polymerization technology is just now being developed in BASF laboratories under Martin Jung, head of structural materials research. According to Jung, starting with the low-viscosity, highly reactive caprolactam allows optimal wetting of the carbon fiber and short cycle times in T-RTM or reactive injection molding.
To obtain an optimal bonding of the nylon to the fiber, the new matrix systems require a suitable carbon-fiber surface treatment. According to Dr. Hubert Jager, head of technology and innovation at SGL, “It is only with a custom-formulated finish that optimal bonding can form and the carbon fibers transmit their unique stiffness and strength properties fully to the part.”
Machinery systems for in-situ polymerization of caprolactam into nylon 6 are under development at Engel. The company, which formed a Technology Centre for Lightweight Composites at its St. Valentin, Austria, plant last December, demonstrated a prototype in-situ composite molding system at an open house in June (see Sept. 2012 Close Up). It is based on an e-victory combi tiebarless press (120 m.t.) with two angled barrels and a high-pressure impingement mixing chamber adapted from PUR technology. It also features a new technology for feeding caprolactam flakes. One machine barrel feds caprolactam plus catalyst, and the other feeds caprolactam plus chemical activator.
Engel’s Kragl forsees further potential for both Organomelt technology and the in-situ polymerization approach. “In-situ will be a future technology for very efficient lightweight design. However, there are still many questions to be answered before it will be a stable, commercially available process. It also should be understood that in-situ will be very unlikely to achieve the same cycle times achieved by Organomelt.” He sees the in-situ technology being used primarily for nylon 6 and possibly nylon 12. Because of flammability issues, it may be more applicable to nonautomotive applications such as sports equipment and medical devices, at least initially.








Related Content

Impacts of Auto’s Switch to Sustainability
Of all the trends you can see at NPE2024, this one is BIG. Not only is the auto industry transitioning to electrification but there are concerted efforts to modify the materials used, especially polymers, for interior applications.
Read More
New CRM Streamlines Quoting for Automotive Molder
Eliminating the need to contact each supplier for every individual quote, a new CRM for automotive supplier Axiom Group tracks past quotes as well as industry history to generate fast, reliable RFQs and more.
Read More
Additive Fusion Technology Optimizes Composite Structures for Demanding Applications
9T Labs continues to enhance the efficiency of its technology, which produces composite parts with intentionally oriented fibers.
Read More
Neste, Borealis and Covestro Plan to Make Polycarbonate From Recycled Tires
Companies announced agreement that will use advanced recycling to convert old tires into new PC-suitable for automotive applications.
Read MoreRead Next

INJECTION MOLDING: Automation and Integration At K Show
There were new presses of all stripes aplenty at K 2010, but the “wow” factor was supplied by automated work cells and integrated manu-facturing systems performing multiple operations before, during, and after molding.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More