Share
Amtrol invented the first pre-pressurized well tank over 50 years ago as a better solution to traditional air-over-water tanks. And for most of those years, the tanks were entirely made of steel. But competitive pressures led the West Warwick, RI, based company to find a more cost-effective means to augment the line without sacrificing quality. The questions were, what would be a suitable material for the application and how would they manufacture it?
A critical component of the tanks is the liner. That’s the internal vessel where water is pressurized to maintain a constant flow rate in a household or other dwelling. Amtrol exhaustively explored possible materials and processes to meet their firm quality and cost objectives. Ultimately, with the help of a team of suppliers, they decided upon an unconventional solution. According to Amtrol’s product director, Ken Cerpovicz, “We chose extrusion because it provides flexibility and adaptability for future products. It enables us to adjust to customer needs, and gives us a wide range of sizes and dimensions we can use.” The liners would be made of polypropylene. The bodies would be extruded like pipe, capped, and then wrapped with fiber reinforcement for additional strength.
The Challenge

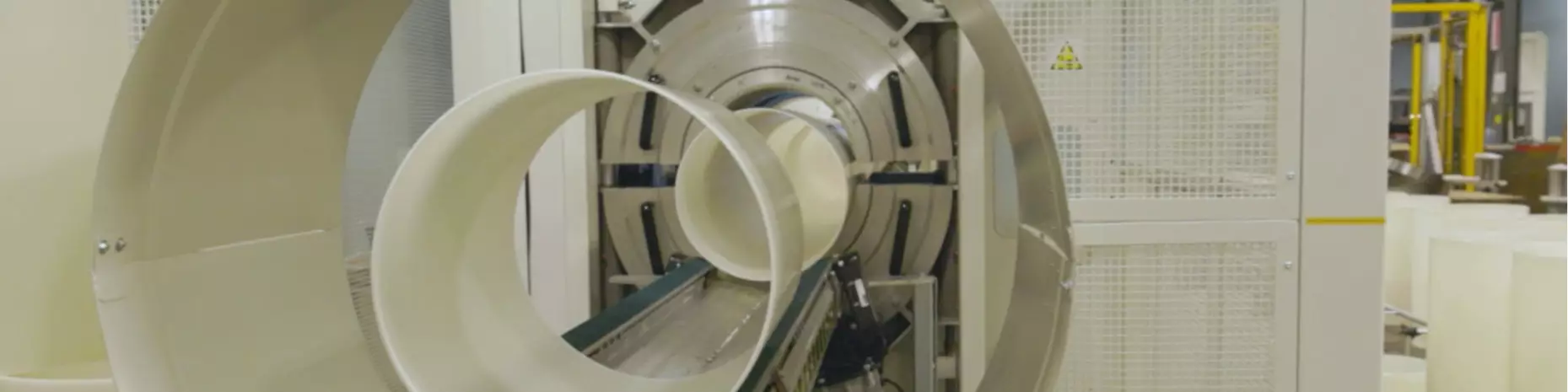
The center section of the pressure vessel is an extruded tube, which is capped with injection molded end units.
According to director of engineering, Jody McKinley, the greatest challenge of the project was how to extrude large diameter thin wall polypropylene tube accurately and without distortion. This was a rare engineering application that has only been accomplished in a few cases around the world. The pipe can be as much as 26 inches in diameter with wall thickness from 0.1 to 0.15 inch. The final product must be capable of maintaining pressures exceeding 150 psi. As if that wasn’t enough of a challenge, this was Amtrol’s first experience with extrusion and a critical portion of the project development happened during the depths of the Covid epidemic.
Tubes are extruded in a closed-loop control process and transferred to a spin-welding station to attach the injection molded caps and then the unit is wrapped with composite fabric for greater strength.
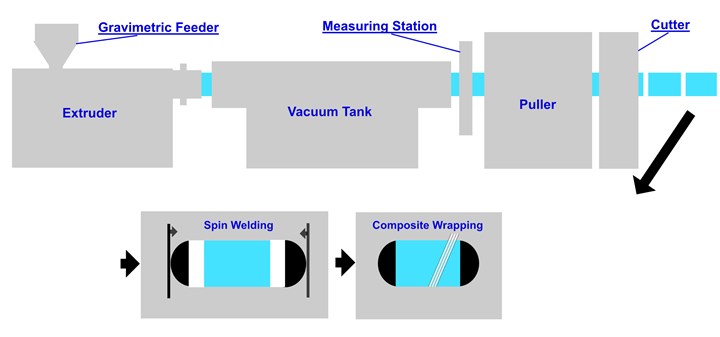
The entire process is this: The vessel walls are extruded and cut; injection molded caps are spin welded to enclose the vessel; an OD steel band is attached as reinforcement for internal components; and the assembly is then transferred to a composite winding machine to add strength to the assembly. This all occurs in a highly automated production process with the extrusion portion all under a single control system that automatically adapts process parameters based on in-line measurements of the tube.

To manufacture to Amtrol’s quality standards all components of the extrusion line must be under integrated control. Real-time measurement data is critical to automatically making in-process adjustments when required.
Precise control of the extruder is a central requirement, and for a completely automated line, every major component had to be looped into a single control system. Essential to closing the loop was to get inline process measurements that are used to dynamically control line or haul-off speeds. This enables Amtrol to optimize the entire process and then automatically adapt to process drifts when required.
Finding a Solution
After a great deal of research Amtrol chose KraussMaffei to provide the extruder and serve as the system integrator for the project. KraussMaffei in turn brought in industry-leading European technology partners including iNOEX which has deep experience in gravimetric feeders, measurement, and closed-loop control systems that adaptively control processes based on measurement data. Sica was brought in to build the haul-off and cutoff stations.
Very few processors have ever built an extrusion line with a scope like this one, making it a learning experience for all involved. Great engineering, implementation, and collaboration efforts ultimately helped achieve Amtrol’s objectives.
Gravimetric Feeding to Integrated Haul-Off

The gravimetric feeding system provides precise dosing and its control plays an essential role in system integration.
While the consistency of the extrusion process is important, what’s happening on both ends of the extruder is equally critical to achieving fully automated production. The advantages of gravimetric feeders and blenders are well known. Controlling the amount of material entering the extruder by weight rather than volume is inherently more accurate, particularly in handling variations in the bulk density of the material. And material feed consistency was certainly important in this application. But especially critical is the connective capability of the iNOEX Saveomat feeder control. It integrates perfectly with the KraussMaffei extruder control with the ability to set control loops, based on weight per length, in which the haul-off speed can be dynamically adjusted to generate the proper wall thickness, or by mass throughput, which is managed by increasing or decreasing line screw speed.

The Sica puller has an anti-crush sensor to maintain proper traction without excessive deformation of the tube.
Further downstream, the Sica pullers are equipped with anti-crush sensors designed for working with thin-wall pipe. Ten independently driven puller tracks arranged around the pipe OD provide the extended surface contact area needed to achieve maximum pulling force. While some deformation of the extrusion is necessary to get sufficient traction, it provides just enough pressure to do the job. A clean cut at the edge of the cylinders also proved to be a challenge, but Sica’s wide selection of available cutting tools provided the desired cut quality needed.
Measurement is the Key

The iNOEX ultrasonic measuring system is placed just outside the vacuum tank. It provides precise dimensional data which is fed back into the closed-loop control system.
The key to tying the whole system together is the iNOEX AFM6300 wall measuring system. Based on ultrasonic sensing technology, the measuring station has the ability to precisely measure pipe wall thickness, diameter and roundness. Typically, systems like this are employed, not just as a quality check, but to enable the extrusion process to run closer to the minimum required wall thickness which can provide substantial material savings. With very thin wall tubes like Amtrol runs, the emphasis is more to ensure that the product is staying within very demanding upper and lower tolerances for wall thickness. Roundness is important as well since the tubes will be capped in a fully automated process.
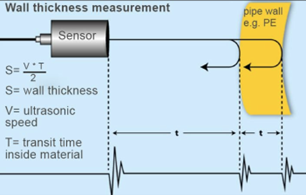
Ultrasonic sensors accurately measure the inner and outer wall positions to analyze wall thickness, diameter and roundness of a complete cross section of the extrusion.
In operation, an ultrasonic sensor works on the time-of-flight principle to calculate very precise physical measurements. As the tube runs through a thin water jacket, the sensor units send out an ultrasonic wave that echoes back when it hits an object in its path. In tube extrusion, the first echo comes when a pulse hits the pipe OD, the second when it hits the ID wall (or more precisely, the medium behind it). By measuring the time elapsed between transmission and echoes, very fast and precise dimensional measurements can be calculated for wall thicknesses as small as 0.01 mm (0.0004”). The robust Aurex ultrasonic measurement technology provides complete statistical data which can be used for process optimization or quality documentation.
But the more immediate function at Amtrol is to provide real-time measurement data that is the key enabler to total process control. Closed-loop control systems such as this can be configured in several ways. At Amtrol, the measurement data is sent to the gravimetric system which is measuring and controlling each component of the line. The KraussMaffei C6 control system uses the measurement results to determine if the line speed needs to be adjusted to maintain a constant weight per length of the product.
The Aurex system is measuring the dimensions of the product and determines (based on the measured minimum wall thickness) if the weight per length set point needs to be lowered or increased. If a thin spot approaches the minimum tolerance, the thin point controller will increase the set point of the weight per length controller in the extruder control system.
Staying Under Control

Team collaboration was essential to tackling this very difficult engineering challenge. Pictured here are Adam Grier from iNOEX, Artie Riegger of KraussMaffei and Amtrol’s project manager, Alex Spires.
According to Amtrol director of engineering, Jody McKinley, a big hurdle was finding the formula to synchronize all the production components – feeder, extruder, vacuum tank, and haul-off – to deliver the product they needed. But keeping the process under control day in and day out was critical to their success. He says, “The product has to have consistency and uniformity. But with the partnership of our machine builders we were able to add data analytics into the process with some SPC controls which minimizes process variables.” By doing that, he says, “we are able to produce a consistent product over a period of time.”
Amtrol is one of the few companies in the world that can make a lightweight, high-performing pressure tank with such a thin-walled design. As a result, Amtrol customers enjoy the advantages of a durable, competitive product with unique user benefits. Creatively applying extrusion know-how from a team of process and engineering experts is what got them there.
For more information on gravimetric feeders and wall measuring systems, please visit iNOEX.com.

