
What You Need to Know to Make World-Class Stretch Film
Advances in materials, feedblock/die technologies, and winding can help processors develop more sophisticated cast-stretch products.

Nanolayer feedblock and die package from Cloeren. Nanolayer feedblocks are considerably larger than conventional coex blocks. For dies, flow-channel shapes had to be reexamined, and precision of tolerances had to be tightened up, in order to meet the process demands associated with such thin layers



Here, a 17-micron LLDPE reference film is compared with a 15-micron, seven-layer film comprising Exceed mPE resins and Vistamaxx polymers. The thinner, 15-micron film delivers physical properties similar to those of the 17-micron film, as highlighted by the blue line in the center spider chart. The chart at the bottom demonstrates that the holding force of the thinner, 15-micron film is almost equivalent to that of the 17-micron reference film, despite the weight of the film being considerably less. Also, the 15-micron film breaks at a higher tension than the 17-micron reference film during a pallet-wrapping test

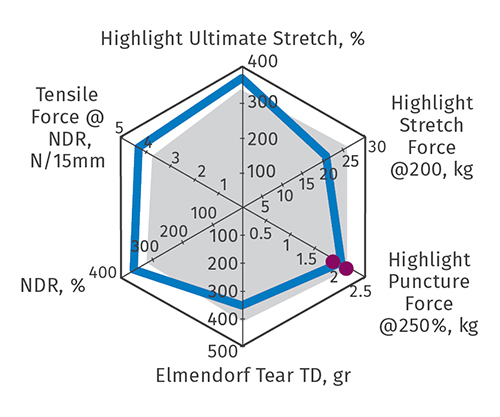

Here, a 17-micron LLDPE market reference film is compared with a 15-micron nanolayer film comprising Exceed mPE resins and Vistamaxx polymers. The thinner 15-micron film delivers physical properties similar to the 17-micron film, as highlighted by the blue line in the center spider chart. The chart at the bottom demonstrates that the holding force of the thinner 15-micron film is almost equivalent to that of the 17-micron reference film, despite the weight of the film being considerably less. Also, the 15-micron film breaks at a higher tension than the 17-micron reference film during a pallet-wrapping tes

The current distribution of purchased layer capacity during 2010-2015 shows the surging activity in Europe for nanolayer technology. For the U.S., the box labeled Under-Utilized Capacity refers to installed capacity not being utilized owing to patent litigation. Source: Cloeren Incorporated

For high-speed, high-performance stretch-film winding, film-width format flexibility must be maintained. On this W&H Filmatic PS winder, the trim pick-up system provides seamless adjustability for trim removal at multiple roll widths


The dynamics of the stretch film market are continuously evolving. Worldwide, the big trends and drivers in cast stretch are:
• Downgauging: The average gauge of hand wrap has gone from 25 microns to 10 microns (µ) and the average gauge for machine wrap and power pre-stretch has gone from 35µ to 15µ. Cast-film lines are being engineered to allow production of thinner films at higher-than-ever winding speeds (up to 2300 ft/min or 700 m/min). More flexible inline winding has been developed to reduce labor costs and scrap rates.


• Higher stretch percent: The upper end of the stretch range has risen from 200% to 300%.
• Increased use of machine wrap by end users: The trend is moving from hand wrap to machine wrap—a result of increasing labor costs.
• Higher machine wrapping speed among end users: Average wrapping speed has moved from 25 rpm to 60 rpm (the latter applies only to orbital/rotary arm-wrapping machines).
• More layers: The movement towards multilayer films continues to grow and diversify. Film configurations range from three layers all the way up to dozens of nanolayers. Nanolayer structures give the film a “plywood” effect that enhances mechanical properties such as puncture and tear resistance and allows thinner pure-metallocene PE layers.
In Europe, nanolayer technology is growing quickly. Progressive processors include the likes of Apeldoorn Flexible Packaging B.V. (AFP), a Dutch producer of a wide range of blown and cast films for packaging, which has been utilizing nanolayer technology since January 2009. AFP’s original nanolayer launch was for 27-layer films, but Eddy Hilbrink, who heads up strategic R&D projects, told Plastics Technology of plans to push the envelope further with the installation of a third nanolayer line, this one for more than 50 layers (see May Close-Up).
Among North American processors, no one seems willing to even discuss numbers of layers. A 2012 patent lawsuit probably explains why. In February of that year, a technology licensing firm called Multilayer Stretch Film Holdings filed separate lawsuits against nine leading North American stretch-film processors, claiming they had violated a patent covering stretch cling films with seven or more layers. Industry sources report that most of the processors named have since settled out of court. Last November, however, the Federal District Court in Memphis ruled in favor of stretch-film processor Berry Plastics, Evansville, Ind. Multilayer Stretch Film Holdings has appealed that ruling. Berry would not comment on the matter.
Nonetheless, signs suggest that more processors in North America are moving beyond the five-layer structures that have been generally considered “state of the art” in the NAFTA region since Peter Cloeren launched Chaparral Films in Orange, Tex., in 1994. In August, Sigma Stretch Film, Lyndhurst, N.J., the largest producer of stretch film in North America, announced that it would be installing a nine-layer cast-stretch line from SML of Austria (U.S. office in Gloucester, Mass.) with a Cloeren die/feedblock package. The line, which is expected to be delivered by the first half of next year, will be used to run 20-in.-wide rolls nine up. Another major processor, Inteplast Group’s AmTopp Stretch Film Div., also announced a major expansion recently (see sidebar at the end of this article). Market consultant Mastio & Co., St. Joseph, Mo., projects stretch film will grow at 4.5%/yr through 2017, when it will consume more than 2.2 billion lb of PE.
How does a processor serving this market kick it up a notch from a technology standpoint? While stretch lines are large and complex, three keys to developing world-class stretch film are materials, feedblocks/dies; and winding. In this article, industry leaders in each of these areas—ExxonMobil, Cloeren, and Windmoeller & Hoelscher, respectively—share their expertise.
IT STARTS WITH MATERIALS
In trials with customers and leading machinery suppliers, ExxonMobil has found that certain of its resins offer desirable properties for stretch film:
• Enable metallocene-based PE (mPE) resin provides high holding force at low film thickness.
• Exceed mPE resin provides high holding force and puncture resistance at high stretch ratios.
• Vistamaxx performance polymers are propylene-based elastomers that provide high tear-propagation resistance at high stretch ratios. These resins are also commonly used to provide reliable, cost-effective cling in these multilayer films.
Enable mPEs are branched metallocene resins. This metallocene resin family has higher shear thinning, which allows for low-melt-index grades to be used in cast-film extrusion to obtain improved physical properties. The strain-hardening curve illustrates that these resins have a distinct second yield point, which provides a step change in tensile strength. Using these resins in cast stretch films yields high tenacity and high holding force across a wide stretch range, which delivers additional value in cast hand-wrap and machine-wrap applications.
Exceed mPE resins have become an industry standard for high-stretch, high-puncture-resistance stretch films. A broad portfolio of resins—including Enable mPE and Exceed mPE resins, and Vistamaxx polymer—is utilized to tailor solutions for specific equipment and application requirements.
Vistamaxx performance polymers offer improved puncture and tear-propagation resistance at high stretch and tension. In addition, they provide a more efficient cling solution.
Achieving cling in stretch film has been an evolutionary process that began with the use of polyisobutylene (PIB). PIB is a sticky liquid that’s very difficult to meter into the product. Next came metallocene elastomers, which provided a cleaner, more precise alternative to achieve cling by blending as much as 30% into the cling layers. Today, adding about 10% or less Vistamaxx often provides comparable cling performance at a better value than either of the previous options.
A variety of multilayer configurations are used in the stretch-film industry. Solutions using Exceed mPE resin and Vistamaxx polymers have been developed that provide significant unit-cost savings versus the alternative by providing these benefits:
• Improved toughness at thinner gauge.
• Outstanding pre-stretch and high-speed wrapping performance.
• Less film, by weight, to wrap a pallet at equal load stability.
Figures 1 and 2 review two multi-layer configurations that provide examples of value-added films. The seven-layer example is representative of a multi-layer approach and can be adapted to other layer configurations, whether higher or lower in layer count. In both instances, thinner film yields equivalent physical properties.
There are many options for customizing stretch-film performance. Options that ExxonMobil Chemical has proven to be successful, for a variety of scenarios, include the following:
• Enable mPE resin can be used to adjust load force/working range.
• Vistamaxx 3980FL has provided improved stretch/puncture resistance in a nanolayer structure.
• Exceed mPE resins have been used to improve many stretch-film properties. Exceed 3812CB has provided cling /toughness improvement. Exceed 7518CB has provided process continuity, cling, cling retention, and stretch performance. Using it as a cling layer with Vistamaxx performance polymers provides improved cling and blocking resistance. It also provides softer, higher-stretch film used in skin and/or core layers.
Moreover, it improves extrusion processing, edge-flow stability, and web stability, which allows stable operation at higher rates, as well as improving film continuity and consistency.
FEEDBLOCKS, DIES & NANOLAYERS
With the commercial introduction of metallocene resins in the mid-1990s, the 15-year standard of three-layer stretch films was challenged, and the world’s first commercial five-layer film was introduced to the marketplace in 1994 by Chaparral Films. Was this development “smoke and mirrors” or “hocus-pocus”? Something new had upset the industry status quo, and the industry icons of the time, who had yet to understand the technology and its promise, did not respond kindly.
Fast-forward to 2015, and films are being processed comprising 50+ layers, and the 1995 song of “smoke and mirrors” again rings in some corners of the industry. As baseball legend Yogi Berra reportedly once said, “It’s like deja vu all over again.”
The industry did not jump from five-layer films to 55 layers in one fell swoop. Instead, it took two decades to arrive there. The industry saw commercialization of seven-layer films at the turn of the 21st century and the earnest use of polypropylene as a tear-propagation-resistance layer. Between 2000 and 2005, some firms even ventured into nine-layer films. The first nanolayer film, comprising 21 layers, was introduced to the market by Pinnacle Films (now part of AmTopp). Next, industry expert and visionary Hilbrink of AFP introduced a 27-layer film and now is adding a third nanolayer line with more than 50 layers.
Today, it is rare to see new five-layer and even seven-layer capacity being acquired on large-scale commercial lines. It’s fair to say that nine- and 11-layer capacity is the current norm, and nanolayer capacity not so unusual. Figure 3 shows the current distribution of purchased layer capacity during 2010-2015, by geographical region.
So why more and more layers? One reason is that the stable of polymers available today—including mPEs, propylene-based elastomers, olefin block copolymers, LLDPEs, ULDPEs, and VLDPEs—to construct higher-performance films is significantly larger than a decade ago. When you combine the available selection of polymers and the so-called “plywood effect,” more layers are inevitable.
The plywood effect is the mutual reinforcement of plies (layers) to obtain unique properties. Plywood relies on orientation of grain structure in varying or opposing directions to obtain its unique strength and pliability. While the coextrusion film-forming process does not allow for different directional orientation of each ply, discrete layers of differing polymers do, in fact, result in different crystalline structures per layer. These differing crystalline layer structures, when produced at the appropriate thicknesses of apposite polymers, provide mutual reinforcement. Hence, more, and thinner, layers.
What constitutes a nanolayer? A nanometer is 1/1000 of a micron. There are 25,400 nanometers in one mil. In a cast film, layers can be a thin as 100 nanometers. Then, when this film is stretched above 300%, you arrive at layer thicknesses of less than 25 nanometers (0.0009 mil).
With many films produced today at or less than 10 microns, for example, even five-layer films could comprise sub-micron, or nanometer-scale, layer thicknesses. However, as a practical matter, it appears that the industry is coming to the resolution that a “nanolayer film” is comprised of a majority of layers of less than one micron each. Perhaps some nine- and 11-layer films, and certainly all 20-50 layer films, technically fit the developing consensus definition of nanolayer film.
The principles of laminar flow apply to all thermoplastic extrusions and coextrusions. The number of layers is indifferent to these principles. However, the required attention to design detail does increase significantly, if not exponentially. We at Cloeren assumed we knew a lot of things well, but it turned out that we didn’t know as much as we thought. Increasing the number of layers while simultaneously reducing the layer thicknesses has a way of humbling someone really fast.
To meet customer expectations, new software had to be developed, new tooling had to be implemented, and new manufacturing techniques had to be applied. Feedblocks that house nanolayer technology are substantially larger than conventional (three- to 11-layer) feedblocks. Usually, as things become larger, allowable manufacturing tolerances also become larger and more forgiving. That is not the case with nanolayer feedblocks: The tolerances actually had to be tightened up to provide the required precision of mass distribution, which is proportional to the number of layers involved.
At the same time, it was clear that flexibility could not be sacrificed. This required a modular design concept to be able to change layer position, polymer selection, and the like. The modularity and precision levers typically don’t move in the same direction, but in this case they had to if customer expectations were to be met.
Then came the die. To distribute nano-thickness layers uniformly across a 3.5-5.5 m (150-220 in.) die required a second look at die design. Flow-channel shapes had to be reexamined, and precision of tolerances had to be tightened up, in order to meet the process demands associated with such thin layers.
So what are the benefits of nanolayer stretch films? When looking at standard laboratory testing, or controlled testing standards, the results for nanolayer films are not overwhelmingly apparent when compared with conventional seven- to 11-layer films. However, when looking deeper, or further downstream in the process, other benefits present themselves.
Where nanolayer films appear to excel in practice is in the wrapping process itself. Typical orbital wrapping speeds are in the range of 20-25 rpm. When nanolayer films are applied to the same wrapping process, all else being equal, we see attainable and reliable wrapping speeds at least double those of conventional films. To big bottlers and packagers, this equates to big money—twice as many pallets per wrapping machine per hour.
What these field results tell us is that nanolayer films yield significantly higher allowable acceleration forces. One can then further postulate that if the allowable acceleration forces are measurably higher, then so too are the allowable deceleration forces. Allowable deceleration forces are particularly important in Europe where pallets are side loaded, and nesting of pallets is not inherently attainable, as is the case with end-loaded trucks in the U.S.
WINDING IT UP
High winding quality is essential for reliable and safe usage of stretch film in tertiary packaging. The majority of challenges during winding are tightly connected to the extrusion process, so it’s essential that extrusion and winding be closely integrated. Film profile tolerances in the sub-micron scale are inevitable and add up layer by layer in the roll of film, so that the film could be deformed and damaged inside the wound roll. In some applications, stretch winders have to be designed for frequent roll changes so that the extrusion line speed can be kept high.
The “TNT” principles of winding are the basic parameters that control the build-up of pressure inside the roll: tension of the film, nip force between contact roll and film roll, and torque on the winding shaft at the center of the roll. The TNT settings determine the general tightness of the film layers within the roll. At the same time, the outer layers of film in the roll act as compression tapes on the inside layers and particularly on the paper core, where the pressure is the highest. Depending upon film resin formulation, the film may “age” by thermal shrinkage and post-crystallization after production. Stretch films with a functional layer of PP, for example, exhibit a significant change in their mechanical properties and subsequently tend to develop higher core pressures during storage.
Three different types of stretch films are commonly produced: hand wrap, machine wrap and super-power stretch wrap. These films have application-optimized properties concerning ultimate stretch, holding force, puncture, tear-propagation resistance, and cling. All of these parameters affect slitting and winding processability.
For example, the winding tension for thin super-power stretch wrap should be as low as possible to prevent core crushing. Furthermore, the application affects the roll dimensions. For compatibility with the wrapping machine, rolls for machine wrap have a standardized roll diameter of about 10 in. and fixed film widths of 20, 30, or even 40 in. Hand-wrap rolls, in contrast, might have any width in the range between 10 and 20 in. The roll diameter for the final hand application is less than 10 in. Sometimes there are only a few thousand feet of film on the core.
Hand–wrap rolls can be produced inline with extrusion or offline by slitting larger “jumbo” rolls with typical diameters of up to 16 in. High production speeds of up to 2300 ft/min, combined with small roll diameters, result in roll-change cycle times from 30 sec to several minutes. Depending on roll and die widths, the extruded web is split into a maximum of 12 webs in the slitting station of the winder.
Usually, a “bleed” trim is cut between the webs, so that the paper cores in the center of the rolls extend over the edges of the rolls. These trims are typically tacky and highly extensible; they must be cut reliably at high speed and re-fed into the extrusion process for better material and energy efficiency. All in all, one stretch-film product can differ a lot from another on the winder. As a conclusion, the winder needs to provide high flexibility, easy handling of complexity, high reliability, and—last but not least—good roll quality.
High-speed production of stretch films requires a dedicated winder that incorporates all three TNT principles. In the case of W&H´s Filmatic PS winder, two winding units are positioned on top of each other in a laterally offset arrangement, each winding one half of the web. Identical web paths through both winding units guarantee consistent roll quality across the complete web. All rolls in the winder are optimized for enhanced traction at low web tensions for thinner films.
In addition, the tension zones for slitting and winding are mechanically isolated from one another to widen the process window. A unique, stiff bearing assembly for the winding shafts ensures minimal deflection during winding, ensuring perfect roll edges and consistent roll hardness at high speeds. Furthermore, the winder offers an innovative feature to optimize and maintain the winding hardness by a fine adjustment of the air entrained in the winding gap.
Traditionally, elimination of air in the rolls was paramount. Now, with the advent of higher-performing, thinner stretch films, running at higher line speeds, there is the need to control air distribution throughout the roll.
Rolls with controlled softness offer these benefits:
• Low unwinding forces cause fewer film breakages in the stretch wrapper head.
• Low unwinding noise is a prerequisite for fully automated packaging lines in warehouses.
• Higher possible cling levels are critical for load stability and higher load-holding forces.
• Elimination of film wrinkles gives few film breakages during stretching on the wrapper.
• The ability to run thinner machine film cores provides huge potential savings to the film converter.
An automation system is mandatory at high web speeds to achieve operator safety and process stability. Each winding turret features three winding shafts so that paper cores can be loaded onto a shaft and rolls can be pulled from another shaft in parallel to the winding process.
At the same time, film-width format flexibility has to be maintained. Therefore each winding turret has core bins for two different core lengths. Cores from either bin can be combined with a manually fed core size in a programmable core pattern. All core bins for both turrets are easily accessible to the operator in a single location.
A new trim-suction system in the slitting station offers width-format flexibility and easy operation. Position of the flow-optimized suction pipes can be adjusted seamlessly according to the roll widths for best slitting performance and stability. Finally, specialized high-speed shafts are available that can cope with any core pattern that might be necessary.
Winding a good roll of stretch film can be the most demanding part of the production process. The features enumerated above simplify the art of winding with additional adjustability and enhanced flexibility.
AmTopp’s Layered Approach Supports Growth Strategy
By Jim Callari, Editorial Director

Inteplast Group’s AmTopp Stretch Film Div. has 13 stretch lines at four locations in the U.S. and recently installed capacity for about 320 million lb/yr. Pictured here is Scott Stevens, sr. dir. of product and business development at Inteplast.
Layers explain why Inteplast Group’s AmTopp Stretch Film Div. is among the largest stretch-film processors in North America, nearly 25 years after firing up its first lines in Lolita, Tex. “Layers” does not exclusively mean film layers. When you lay a philosophy of continuous improvement atop a diverse and flexible product line, R&D, investment in new technology, commitment to shorter lead times, and customer service, the company’s formula for stretch film success becomes clear.
In just the past five years, the company has more than doubled its capacity by adding lines and by acquiring the Pinnacle Films operation in Charlotte, N.C. Its recent investment of $15 million in two new multilayer lines will give the firm about 320 million lb of capacity from 13 lines in four plants.
In addition to Lolita and Charlotte, AmTopp also produces stretch film in Phoenix, Ariz., and Houston. One of the two new lines will be located in Charlotte; the other in Phoenix. Currently, only Sigma Stretch Film Group and AEP Industries, Montvale, N.J., are believed to have more capacity. The line in Charlotte is expected to be operational by the end of 2015; the Phoenix line should be commissioned at some point in the first quarter of next year.
AmTopp officials say the two new lines do not mark the end of its expansion plans. In fact, the company sees opportunities to sell stretch film beyond the borders of NAFTA. “We are strongly committed to this industry and will continue to expand,” states Homer Hsieh, president. “We believe the economy is improving and that the cost of polyethylene in North America will be competitive globally long-term, which will support our objective to be an exporter of stretch film manufactured in the U.S.”
While all of AmTopp’s capacity is multi-layer, the company didn’t want to get specific about how many layers. “We invest in R&D,” notes Scott Stevens, sr. dir. of product and business development at Inteplast. “But it’s not all about layers. We are open to new technology and stay abreast of it, in keeping with our standing in the industry. Ultimately, the demands of the marketplace, the needs of our customers, and anticipated ROI for investments in new technology and new equipment drives decisions.
“For stretch film, our goal is products that perform according to the needs of the customer at a price that is competitive and in line with the requirements of their specific application,” Stevens adds. “It is possible to over-engineer a film, giving it more performance attributes than it needs to serve a specific purpose. That doesn’t do the end user any favors, as they wind up paying for more functions than they need.”
Product diversity is what Stevens says helps distinguish AmTopp from its competitors. “We manufacture a wide range of cast-film products that are designed for specific applications,” he elaborates. “We manufacture machine film, hand film, and specialty films for our customers. If a customer needs a highly engineered film, we have it. If they need something more basic, we have that too.”
Adds Hsieh, “We offer a stretch-film solution for every one of our customers’ applications, and this is our singular strength in the market. We launched our pre-stretch film in 2014, which has proven to be one of the most successful launches in our product catalog. The entire group—manufacturing, sales, and marketing—is singularly committed to the process, the products, and continuous improvements, with the focus being on supplying our customers with consistent, quality product.”
In North America, stretch film is sold through distributors, whereas film processors in Europe have more direct connections to end users. That’s a simple function of the size of the U.S. compared with most European countries. While European film producers view this as a competitive advantage, Stevens notes that AmTopp spends considerable time and effort training its distributors on how their film performs and how it should be utilized. Stevens says the distribution network does not detach AmTopp from its customers. “We’re directly in the loop with all of them, the high-profile ones in particular.”
Continuous improvement is deeply ingrained at Inteplast Group, driven by Dr. John Young, group president. “It’s an ongoing practice at Inteplast and an important part of our company culture,” says Stevens. “It is ingrained in everything we do. We never stop asking ourselves how can we do something better and more efficiently, and we work hard to put our best ideas into practice.”








Related Content

Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read More
Ultrasonic Welding: Tips, Techniques, and Troubleshooting
In this collection of content, we provide expert advice on welding from some of the leading authorities in the field, with tips on such matters as controls, as well as insights on how to solve common problems in welding.
Read More
The Effects of Time on Polymers
Last month we briefly discussed the influence of temperature on the mechanical properties of polymers and reviewed some of the structural considerations that govern these effects.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More