
Low-Cost Process Makes Crosslinked PE Foam
A new way to make closed-cell, crosslinked polyolefin foam buns uses far less expensive equipment and less energy than conventional processes.



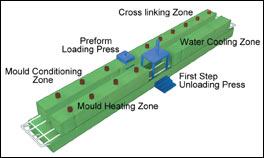
The first-stage oven conditions the cylindrical mold, then loads the preform and heats it to expand and crosslink.

Evolution Foam makes a flat sheet of crosslinked PE foam starting with a cylindrical preform and expanding it in two oven stages.
A new way to make closed-cell, crosslinked polyolefin foam buns uses far less expensive equipment and less energy than conventional processes. Typically, a huge hydraulic press is used to contain the foam expansion, requiring hundreds of tons of clamp pressure and lots of energy to heat molds. The new technology uses a simple cylindrical mold to hold the 1 ton/sq in. of pressure. The mold is self-contained and moves on tracks through the oven. This unconventional, low-cost process was developed by Evolution Foam Mouldings (EFM) in New Zealand.


How it works
EFM's process starts by molding PE and other ingredients into two half-cylinder preforms. These preform halves are loaded into a preheated cylindrical expansion mold, which is put into a long hot-air oven to cook and expand.
The expansion takes two steps. First, the preform is heated in the mold to the temperature at which the first expansion of the blowing agent and crosslinking occur. The cylinder increases three to four times in size. This partially expanded cylinder is then ejected from the expansion mold and put onto a rotating mandrel in a second oven stage. There the cylinder expands freely to three or four times its previous volume. Now fully expanded, the cylinder is removed and cut in half. Each half is laid flat in a press, clamped, and cooled. The finished flat bun measures 3.33 x 14 ft and 3.15 in. thick. It can then be cut and split.
Sunkist Chemical Machinery, a Taiwanese maker of foaming and foam-splitting machinery, is building the first production plant using Evolution Foam's process.
Related Content
-
Three Key Decisions for an Optimal Ejection System
When determining the best ejection option for a tool, molders must consider the ejector’s surface area, location and style.
-
Process Monitoring or Production Monitoring—Why Not Both?
Molders looking to both monitor an injection molding process effectively and manage production can definitely do both with tools available today, but the question is how best to tackle these twin challenges.
-
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.

