
Nanocomposites: Less Hype, More Hard Work On Commercial Viability
Nano-fillers for enhancing thermoplastics and thermosets continue to make headway in commercial applications, although at a slower pace than had been anticipated.




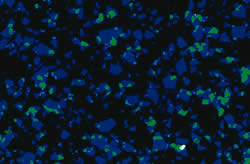
Blue platelets are individual nano-graphite oxide sheets about 0.8 nm thick. Other colors are formed by two (green), three (red), or four (yellow) sheets on top of each other. Vorbeck removes the oxygen-containing groups to produce electrically conductive Vor-x functionalized graphene. (Image by H.C. Schniepp and I.A. Aksay, Princeton University)
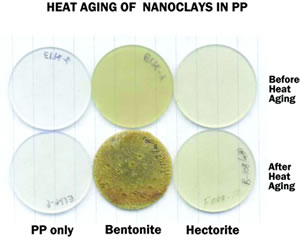
The difference a clay makes: In heat-aging trials at 150 C in air for 24 hr, PP/bentonite nanoclay composite “crumbled apart,” whereas the PP/hectorite nanoclay composite showed no significant degradation. (Photo: Elementis Specialties)
Nano-fillers for enhancing thermoplastics and thermosets continue to make headway in commercial applications, although at a slower pace than had been anticipated. A rethinking of how best to utilize them is resulting in easier-to-process second-generation products with improved surface modification, as well as some brand-new entrants in this emerging field. These commercial or near-commercial developments were discussed in technical papers presented at the 2007 Nanocomposites Conference in Brussels, Belgium, and at the recent Polymer Nanocomposites Conference at Lehigh University in Bethlehem, Pa.
News from the conferences included new surface-treated nanoclays for improved mechanical properties of PP and PVC, and a blend of nanoclays that serve as a rheological additive in lowering the density of thermoset SMC. Progress was also reported on nanoclay barrier coatings in PET and PP and naturally occurring clay nanotubes that have demonstrated improved physical properties in nylon 6 and PP.


There was also word on a new start-up company with a technology that allows for commercial scale-up of conductive, functionalized graphene, a nano-graphite that can be tuned to provide electrical conductivity, barrier properties, and improved physical properties in a wide range of thermoplastics and thermosets.
New view of ‘nanos’
In discussing changing attitudes on how to best employ nano-fillers in polymer formulations, Karl Kamena, commercial manager for organically modified nanoclays at Southern Clay Products, said the emphasis has shifted from viewing the nano-filler as the single most important component in a formulation toward evaluating it as one more ingredient that can help optimize a formulation. That requires attention to matching nano-fillers to a particular polymer, understanding the nano-filler’s functionality, and taking a look at the overall formulation to determine where nano-fillers can add value through synergy with other components.
Wouter IJdo, R&D manager at Elementis Specialties, has led that company’s development of nanoclays for plastics. He notes that there has been increased competition among suppliers to develop better surface-modified grades. According to IJdo, this has resulted from a better understanding of the market needs as well as the synergies between various polymers and nanoclays.
Research has sought to overcome processing problems experienced with earlier surface-treated nanoclays, such as incomplete exfoliation and poor dispersion. Exfoliation involves separating the thin layers of which clay is naturally composed, by means of chemicals and other processing steps, in order to obtain the smallest particles possible. Incomplete exfoliation can result in non-uniformity or weak spots in the plastic.
Surface treatment of nano-fillers is essential for easy dispersion and optimal efficiency in a polymer formulation. For the most part, organic surface modifiers fall within the family of amine surfactants, such as quaternary ammonium salts. According to Southern Clay’s Kamena, when adding a small amount of nanoclay to a polymer, it is important to achieve homogeneous distribution and microdispersion to facilitate the separation of tactoids, or bundles of 10 to 100 platelets and to maximize the conditions favoring complete exfoliation. This can be accomplished through shear stresses exerted during melt compounding or via chemical processes during polymerization of the matrix. The higher the degree of exfoliation, the greater the effect of increased clay platelet surface area on the properties and performance of the plastic.
New takes on nanoclays
The nano-filler type that has received the most attention for plastics is organically modified montmorillonite clay, the most common member of the smectite class of layered silicate or “platy” minerals. It’s an alumino-silicate whose individual platelets measure around 100 nanometers in diameter, giving them an aspect ratio of 10:1. Montmorillonite is the major component of abundant bentonite ore.
Modified montmorillonite clay powders and masterbatches account for much of previously reported commercial use of nano-fillers in plastics. Two domestic suppliers are Southern Clay Products with its Cloisite line and Nanocor with its Nanomer line of dry clay powders and masterbatches.
A newer entrant is Elementis Specialties, a leading supplier of organoclay rheological additives. It currently offers plastics compounders four Bentone nanoclay powder grades. Grades 105 and 107 are bentonite/montmorillonite, while 108 and 109 are hectorite, which is a rarer layered magnesium silicate variant of a smectite clay. Elementis owns and mines the world’s largest and purest deposit of hectorite, located in the Mojave desert near Newberry Springs, Calif.
Elementis reported that recent trials with hectorite nanoclay in PP and in flexible and semi-rigid PVC show that hectorite has a distinct advantage over bentonite/montmorillonite in heat stability because its crystal structure contains no catalytic (acidic) sites that can cause polymer degradation at elevated temperatures. And unlike montmorillonite, hectorite contains very low levels of iron, has no crystalline silica contamination, and provides more particles per gram because its platelets are smaller.
“While PP/bentonite composites are fine for room-temperature applications, PP/hectorite composites perform better in higher temperature uses,” says IJdo. “This makes them an attractive option for thermoformed or injection molded PP trays or automotive interior components.” In heat-aging trials of injection molded disks of PP/nanoclay composites exposed to 150 C in air for 24 hr, the bentonite clay samples “crumbled apart,” while the hectorite clay samples had no significant degradation. The hectorite nanoclay also imparted better thermal stability at 200 C and 240 C.
Elementis has achieved good results with “second-generation” nanoclays in recent trials with flexible and semi-rigid PVC. Based on a new organic surface modifier, experimental grades of bentonite (EA-3287) and hectorite (EA-3300) clays were compounded at 5 wt% in clear, semi-rigid PVC. As color is often the measure of degradation in PVC, the nanocomposites were compared with a clear, unfilled compound as well as with PVC nanocomposites made with standard (first-generation) organic-modified nanoclays.
Composites containing the nanoclays with the new proprietary surface treatment showed significant improvement over the standard nanoclays. The composite with EA-3300 hectorite was even clearer than the one containing EA-3287 bentonite.
In addition to its range of aqueous and solvent-based Cloisite nanoclay dispersions for plastics, Southern Clay Products also manufactures blends of organically modified montmorillonites with other nanoclays, which have been used in the coatings area as rheological additives. Included is Garamite, a blend of a smectite nanoclay having a layered-sheet, elongated structure plus a proprietary nanoclay with a hollow rod-type, chain-like structure.
According to Kamena, this blend of mixed minerals and other Cloisite products are being used in field trials to reduce the density of glass-reinforced thermoset SMC from its typical 1.9 g/cc to below 1.5 g/cc with less than 0.5% addition levels. Lower density SMC is of keen interest for car and truck parts. “In a typical SMC system containing over 60% glass fiber and other additives, the nanoclay allows for more efficient use of the other components, so that one can increase the resin content while lowering additives levels,” says Kamena.
Nanoclay barrier coatings
What’s said to be the first elastomeric nanocomposite barrier coating was first commercialized in Wilson’s Double Core tennis ball in 2001 by InMat, Inc. The InMat coating has also been targeted for use in tires, industrial bladders, and chemical protection. Within the last year, InMat shifted its focus to development of non-elastomeric barrier coatings for plastic flexible packaging and potentially later on for rigid packaging and medical devices. In recent trials, such a coating has been applied to PET film and PP film laminates to improve oxygen barrier by as much as 1000 times.
InMat’s new Nanolok PT coating is typically an aqueous suspension of a montmorillonite nanoclay from Southern Clay (Cloisite NA+) and a specialty sulfonated polyester. According to company president/CEO Harris Goldberg, InMat’s “environmentally-friendly” approach reduces material costs, can be used with a variety of polymers, and can deliver barrier improvements as large as four to five orders of magnitude. Through the use of various surfactants, InMat can tailor the coatings to provide good wetting and adhesion of specific polymer substrates.
The Nanolok suspension has been applied to PET and BOPP films via standard roll coating (both Mayer rod and gravure). Once dry, the coating is very thin and very clear.
Moreover, Nanolok coatings are said to be highly cost-effective: A coating of about 1 to 2 microns (0.04 to 0.08 mil) reportedly can provide the same oxygen barrier as an EVOH coating of 12 microns (0.5 mil). Nanolok PT provides some moisture barrier in PET and none at all in PP. For this reason, it is aimed at applications where oxygen barrier is key, not moisture resistance, such as packaging of snack foods, meat, fish, and cheese.
Application of Nanolok PT on a 12-micron PET film reduced the oxygen transmission rate (OTR) from 120 to 0.8-2.0 cc/m2-day-atm. Nanolok on BOPP film reduces the OTR from 3000 to 1.5-2.0. A transparent laminate of two sheets of BOPP film with Nanolok PT barrier coating in the center provides similar OTR and excellent peel strength.
Goldberg concedes that the technology has some process limitations in the case of PP. “The main limitation so far is in the drying time of the coating, since we have a fairly low solids content and PP cannot be heated up as high as PET. In our first trial using BOPP, we ran at 120 ft/min. Several approaches to achieving higher coating speeds appropriate for the packaging market are being investigated. These include the use of alternative heating methods (microwaves and/or IR), thinner coatings, and improved coating formulations.
Nanotubes in nylon & PP
For improving mechanical properties of thermoplastics, platy nanoclays are facing some new competition. Two-year-old nano-materials company NaturalNano Inc. is gearing up to make its specially treated, naturally-occurring halloysite clay nanotubes commercially available in the fourth quarter in the form of a polymer concentrate called Pleximer. The company plans to enter into joint development agreements with selected compounders.
Halloysite consists of ultra-tiny, hollow tubes of alumina silicate with 100 mm average diam. and lengths from about 500 nm to over 1.2 microns. Whereas platy clays need to be exfoliated so they can function efficiently as nano-fillers, treated halloysite nanotubes (HNTs) reportedly do not need exfoliation, can run on standard equipment, and have the potential for use in a wider range of polymers.
NaturalNano’s Pleximer is a pelletized concentrate of HNTs in a polymer base, which is made with the company’s patent-pending technology to permit direct addition at an extruder. Pleximer is said to increase material strength and modulus without sacrificing ductility and to provide highly uniform compounds with reduced weight and better heat resistance.
Company president and chief technical officer Cathy Fleischer envisions the development of a family of Pleximer concentrates with HNT concentrations of 20% to 40%. The company is also focusing on the development of new surface treatments that provide better adhesion between the clay particle and the polymer. It has already achieved this with nylon 6 and has been developing one for PP.
In pilot-scale injection molding trials, Nylon Pleximer added to nylon 6 showed excellent dispersion at up to 30% concentrate use level and 7% HNT level. Results from dynamic mechanical analysis (DMA) showed a significant increase—in some cases, nearly 100%—in storage (or tensile) modulus over the neat resin at both room and elevated temperatures. According to Fleischer, such composites could also be extruded into film or foam.
In additional pilot-scale tests, HNTs were dispersed in PP at 5% to 13%. With 11% HNT, tensile modulus of injection molded PP composite samples was 39% higher than neat PP. While there was a drop in elongation to 250% vs. 350% for the neat resin, the composite is said to retain adequate elongation so long as it does not fall below 200%. NaturalNano is working to further optimize surface treatments and plans to measure other key properties of PP blends such as flexural modulus and notched Izod impact strength.
Says Fleischer, “We are very encouraged by this first pilot-scale demonstration of HNT’s in PP. Historically, it has been difficult to disperse nanoclays in PP because of the polymer’s hydrophobic properties. The fact that we can get excellent dispersion under standard machine conditions is quite promising.” She foresees the highly concentrated PP Pleximer product being added to pure PP at the molding machine to obtain nanocomposite materials for a wide range of applications including automotive, fabrics, fibers, and packaging.
Economical nano-carbons
Start-up company Vorbeck Materials Corp. has licensed a technology developed at Princeton University that reportedly enables economical commercial production of graphene, conductive functionalized single sheets of graphite, for use as multifunctional nano-fillers. They are said to provide electrical conductivity, barrier properties, and improved physical properties in a wide range of thermoplastics, thermosets, and rubbers.
Vorbeck’s Vor-x graphene nano-fillers reportedly offer a combination of mechanical and electrical properties superior to those of carbon nanotubes, plus barrier and thermal properties equivalent to nanoclays. Vor-x graphene fillers are functionalized through proprietary surface chemistry to ensure better compatibility and more complete dispersion in polar and non-polar matrices. These fillers have been successfully dispersed in PET, PEN, PMMA, and TPEs and reportedly have potential in a broad range of commodity and engineering thermoplastics, including PC and nylons as well as thermosets such as epoxy.
Pilot tests in twin-screw extruders and batch mixers reportedly show that Vor-x graphene is efficiently dispersed using melt mixing techniques, unlike most high-performance nano-fillers that must be mixed as solvent dispersions, according to Vorbeck president John Lettow. Evaluation samples are available in both powder and masterbatch forms, although the company plans to market Vor-x primarily in masterbatch form.
Recent trials show Vor-x polymer composites to have greater tensile yield and ultimate strengths, higher thermal degradation temperatures, and greater electrical conductivity than composites made with other fillers, according to Lettow. “Low fill levels of Vor-x can nearly double the modulus of rigid thermoplastics, and the electrical conductivity is improved by an order of magnitude over similar loadings of carbon nanotubes,” he says.
Vor-x composites can be molded and extruded. Potential uses are expected to include electronic components and electrostatic discharge (ESD) applications. Automotive uses could include under-hood components and thermoplastic body panels, where Vor-x can both stiffen the panel and make it electrically conductive so it can be painted by electrostatic spraying.

Related Content

Research Suggests Path From Waste Plastics to High Value Composites
Flash joule heating could enable upcycling of waste plastic to carbon nanomaterials.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More