
Novel Materials Stretch Process Capabilities
Close Up: Materials
The potential for new or unusual materials to broaden the application potential of standard plastics processes was explored in a number of papers at April’s SPE ANTEC conference in Orlando, Fla.
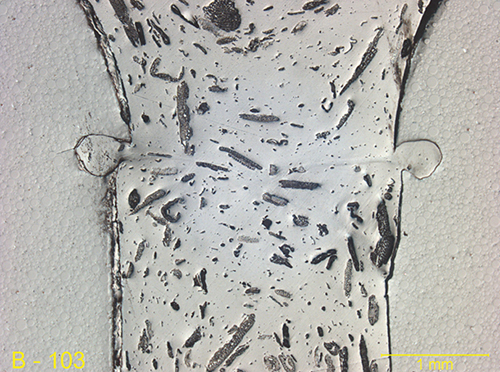
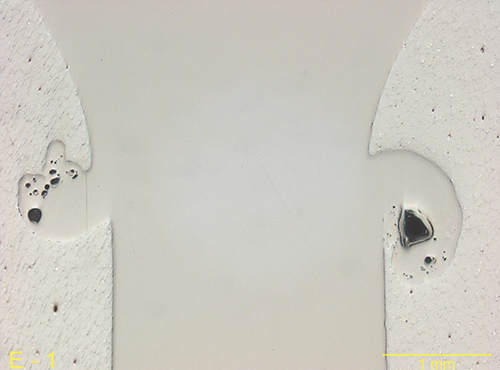
Parts made from PP filled with 15% wheat straw (top) and pure PLA (center) show good ultrasonic weldability. Thermoformed part from new extrudable LCP (bottom) shows potential for high-heat parts like baking trays.




The potential for new or unusual materials to broaden the application potential of standard plastics processes was explored in a number of papers at April’s SPE ANTEC conference in Orlando, Fla. Five notable examples were a novel method to produce microcellular foamed injection molded parts for lightweighting; extruding blown films with organoclay and copper nanoparticles to enhance barrier and antimicrobial properties; blow molding bottles with a thermoplastic starch for bio-renewability; thermoforming with a liquid-crystal polymer for high-heat engineering applications; and ultrasonic welding as a method of bonding biocomposites.


PUT GAS IN THE PELLET
Foamed injection molded parts are typically produced with chemical blowing agents (CBAs) in the pellets or with the MuCell microcellular foam process from Trexel Inc., Wilmington, Mass., which uses physical blowing agents injected into the machine barrel.The MuCell process requires extra capital investment for a modified injection unit and special metering equipment for the supercritical fluid (N2 or CO2). CBAs require no special equipment but they provide less control over the foaming process or porosity of the parts. Byproducts of CBA decomposition can promote degradation of some polymers. And CBAs are not suitable for processing high-temperature resins due to premature decomposition.
Advantages of both approaches reportedly can be combined in a novel method to produce gas-laden pellets for injection molding on an extruder equipped with a gas injection device. The new approach, dubbed “supercritical fluid-laden pellet injection molding foaming technology”(SIFT), was described in a paper by researchers from the Univ. of Wisconsin-Madison and Energizer Personal Care, LLC, Dover, Del. SIFT produces gas-laden pellets that can be used on conventional injection presses without any modification or additional equipment.
The gas-saturated pellets were produced in a single-screw extruder. Gas was injected into the extruder barrel using a Teledyne ISCO 260D high-precision syringe pump. A gas injector made of microporous sintered metal was flush mounted onto the center section of the extruder barrel to introduce gas while preventing polymer backflow. Supercritical gas mixes into the polymer to form a single-phase solution in the extruder. Nitrogen and carbon dioxide were used in experiments with LDPE.
The material was extruded through a filament die, cooled immediately in a cold water bath to prevent foaming or loss of gas, then pelletized. The pellets were oven dried to remove moisture and stored in plastic zipper bags. The gas-laden pellets were then injection molded to produce foamed parts.
SIFT reduced part density by 5% to 12%. Carbon dioxide was more suitable for the SIFT process because of easier metering and dosing and a better shelf-life in the pellets. CO2 also is seven times more soluble than nitrogen in the resin and the diffusion coefficient of CO2 is an order of magnitude smaller than that of N2. So CO2 dissolves easier and leaves the pellets more slowly. CO2 can be liquefied (at 3 C) more easily than nitrogen. Converting the blowing agent from gas to liquid makes metering easier and more accurate.
NOVEL ‘ACTIVE’ BLOWN FILM
“Active packaging” is a newer concept for food packaging where an extruded blown film extends the shelf life and quality of the product. A new approach to such packaging was described by Pitchaya Naneraksa and Rathanawan Magaraphan from The Petroleum and Petrochemical College at Chulalongkorn University in Bangkok, Thailand. They evaluated water-quenched blown films of PP homopolymer containing nanoclay and copper nanoparticles coated with polyvinylpyrrolidone. The nanoclay enhances barrier properties by creating a “tortuous path” obstacle to gas permeation, while the copper nanoparticles (CuNP) contribute antimicrobial resistance.
Blends of Bentonite nanoclay and CuNP (particle sizes of 2.5 to 5.0 nm) were mixed with DuPont Surlyn ionomer into a masterbatch, which was then added to PP. Different ratios of nanoclay and CuNP were used at a total filler level of 1%.
All the nanocomposite blown films were clear to the naked eye, though the filled films had increased haze and yellowness, especially at higher CuNP contents. Tensile strength and elongation at break of the filled films were somewhat lower than neat PP film, though much of the decrease could be attributed to incompatibility between the PP and the ionomer. Little or no change in tear strength was caused by addition of nanoparticles.
BLOW MOLDING BIO-BLENDS
Increasing the renewable content while reducing greenhouse gas generation and dependence on fossil fuels was the goal of experiments in blow molding mixtures of recycled HDPE (r-HDPE) and thermoplastic starch (TPS), reported by Gregory J. Anderson of Teknor Apex Co., Pawtucket, R.I. Using patented technology licensed from Cerestech Inc., Montreal, Teknor prepared TPS from potato starch in an extruder that fed into another extruder where it was mixed with r-HDPE.
Teknor then coextrusion blow molded three-layer bottles with the 25%-TPS blend in the center layer. That prevented possible interactions between TPS and certain pigments (pearlescent or metallic), which were kept to the outer layers of neat HDPE. And the neat HDPE inner layer would protect the TPS from interaction with any harsh chemicals the bottle might contain.
Teknor said the use of TPS and r-HDPE reduced production of greenhouse gases in the preparation of the bottle by 75-80% vs. neat virgin PE, without sacrificing bottle appearance or performance. Tests on injection molded bars of just the TPS/r-HDPE blend showed little or no change in melt index, tensile strength, flexural modulus, or Izod impact strength compared with neat virgin HDPE. Elongation at break of the blend was much lower, but most of the decrease could be attributed to the r-HDPE alone. Specific gravity of the blend was slightly higher.
THERMOFORMABLE LCP
A new thermoformable LCP opens up potential for short-run production of parts for high-temperature applications traditionally served by PTFE-coated steel or stainless steel, such as high-performance heat shields or industrial baking trays. In the baking applications, LCP offers energy savings through faster heating, as well as light weight, microwaveability, and inherent non-stick properties.
New Vectra T.rex 541 LCP from Ticona Engineering Polymers, Florence, Ky., is said to be the first commercial LCP for sheet extrusion and thermoforming. It has much higher molecular weight than injection moldable LCP, giving higher HDT, stiffness, strength, elongation, and notched Izod impact.
The new LCP boasts good melt strength and elasticity. Optimal extrusion melt temperature is 345-360 C. Ticona extruded sheet 0.8-0.9 mm thick from an 18-in. die. Roll temperatures around 120 C gave excellent surface quality with no holes, gels, or flow marks. Forming temperature range was about 320-340 C, using a polished aluminum plug at 150 C.
LCP both heats and cools very rapidly. Preventing heat loss is necessary for successful thermoforming. Thus, Ticona recommends vacuum forming for its fast cycles, as well as rapid movement of the plug assist. Other special means for heat retention may be required, Ticona said.
WELDING BIOCOMPOSITES
Biocomposites of natural fibers such as flax, hemp, wood, or wheat straw in a conventional or biobased resin are a young but growing field. The weldability of these materials is not well known, said Sean T. Flowers of EWI (formerly the Edison Welding Institute), Columbus, Ohio. The same can be said of unreinforced biopolymers. Flowers investigated use of ultrasonic welding for bonding wheat-straw filled PP and also evaluated the weldability of unfilled PLA biopolymer.
Injection molding grades of PP reinforced with wheat straw are available from A. Schulman Inc., Akron, Ohio. Two grades, AgriPlas BF20H-31 (20% wheat-straw filled PP) and AgriPlas BFF3015H-31 (PP with 15% wheat straw and 15% glass fiber), were used to determine the effect of weld parameters on weld quality. They were compared with 15% glass-filled PP and an unfilled, medium-impact PP copolymer.
Addition of wheat straw resulted in lower weld strength. The highest weld strength for 20% wheat straw in PP—39.94% of bulk strength—compared with a max. of 63.4% of bulk strength for unfilled resin. PP with both wheat straw and glass fiber had a max. weld strength of 33.2% of bulk strength. The highest weld strength for 20% glass-filled PP was 43.7% of bulk strength. Unfilled PLA showed a max. weld strength of 88.6% of bulk strength.








Related Content

Research Suggests Path From Waste Plastics to High Value Composites
Flash joule heating could enable upcycling of waste plastic to carbon nanomaterials.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More