Bottle-to-Bottle PET Recycling Uses Silicone Modifier
A new low-cost approach restores the properties of recycled PET bottle flake to produce new food-grade preforms and pellets.



PTP uses a reactive silicone modifier to bind together low-molecular-weight PET chains.
PTP treats washed PET flake with liquid silicone in a mixing reactor to make food-grade PET that processes like high-I.V. resin.
A new low-cost approach restores the properties of recycled PET bottle flake to produce new food-grade preforms and pellets. The secret is chemical modification with liquid silicone.
PTP Plastic Technologies and Products B.V., a six-year-old R&D company registered in Holland with a production-scale plant in Prague, Czech Republic, and a U.S. office in California, presented its process (U.S. Pat. Applic. 20060094793) for the first time at the K 2007 show in Germany in October.


Equipment for the process was developed by BKG Bruckmann & Kreyenborg Granuliertechnik GmbH in Germany (represented here by Kreyenborg Industries), which built PTP’s 22-million-lb/yr demonstration plant in Prague. The plant started up two years ago and produces pellets and bottle preforms from recycled PET.
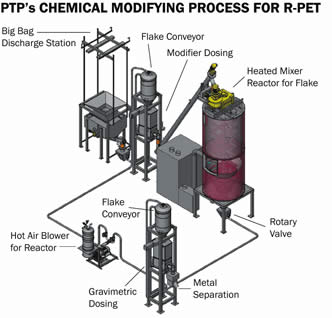
The continuous process starts with washing PET flake in a system from Baima Srl in Calliate, Italy. Flake is then treated with the liquid silicone modifier and fed into a stirred mixing reactor, where it’s heated to 140 to 150 C for about 90 min. In the reactor, the surface of the flakes softens, the modifier adheres, and moisture is removed. Flakes then pass through metal detection and are fed into a twin-screw extruder with high-vacuum degassing. The heat in the mixing reactor, followed by higher heat (6 min at 260 C) in the twin-screw extruder with vacuum degassing removes any remaining volatiles along with unreacted silicone.
The melt is filtered through 58-micron screens and goes into BKG’s CrystallCut crystallizing pelletizer, which uses residual heat in the material to crystallize the pellets. The finished product contains 0.15% silicone.
A different PET molecule
The tetra-functional silicone molecules create silane bridges to the short PET chains and oligomers, creating a new matrix of larger, branched PET molecules with higher molecular weight. PTP says the silicone modifier selectively connects shorter polymer chains, removing low-molecular-weight oligomers, but doesn’t attach to longer PET chains.
The I.V. actually drops but becomes an irrelevant measure of material performance capability. “Even with lower I.V. of around 0.70, the modified material has better mechanical properties than traditional bottle-grade PET material with 0.82 I.V.,” says Ralf Simon, managing director of BKG. PTP thus finds no need to use a chain extender.
PTP calls the new material PET-M (modified) to distinguish it from other food-grade recycled PET (RPET). It has better elasticity and better oxygen barrier, PTP says. Elongation at break is 250% vs. about 120% for standard RPET. PET-M bottles passed a six-week shelf-life test for CO2 migration based on a standard industry test protocol for carbonated soft-drink bottles. Acetaldehyde content is less than 0.5 ppm, suitable for water bottles. PET-M has received food-contact approval from the FDA.
Clarity is slightly less than that of virgin PET. PET-M can be used in green or blue preforms, and up to 20% PET-M can be used in clear preforms without hurting clarity. PTP sells PET-M pellets in clear, blue, and green and has two Husky injection machines molding preforms for sale. The firm is seeking funding to establish a 30-million-lb/yr plant in California.
PTP’s main goal, however, is to license the new technology to others. PTP has representatives in the U.S. and Canada pursuing licensing opportunities. PTP claims that capital and operating costs for its process are substantially lower than for other recycling processes by eliminating the energy consumed for solid-stating.
PTP will supply the silicone modifier to licensees. The process uses 25 kg of liquid silicone (hexamethyldisilazane and tetraethylorthosilicate) per metric ton of clean flake, or 2.5%.








Related Content

Inside the Florida Recycler Taking on NPE’s 100% Scrap Reuse Goal
Hundreds of tons of demonstration products will be created this week. Commercial Plastics Recycling is striving to recycle ALL of it.
Read More
Star Plastics Achieves ISCC Plus Certification
West Virginia-based custom compounder adds to its sustainability credentials.
Read More
Coinjection Technology Showcases Recycled Material Containment
At Fakuma, an all-electric PXZ Multinject machine sandwiches a black core made of mechanically recycled PC/ABS within an outer layer made of chemically recycled ABS.
Read More
A Recycling Plant, Renewed
Reinvention is essential at Capital Polymers, a toll recycler that has completely transformed its operation in a short period of time.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More