
Bozzelli’s Guide To Specifying a Dryer
Here's a list of 17 things to do when looking for new drying equipment.
.jpg;width=70;height=70;mode=crop;format=webp)


Size a dryer a little larger than your estimated throughput to ensure plenty of time for adequate drying.
Photo Credit: Dri-Air Industries
It is critically important to dry moisture-sensitive resins correctly so they perform as intended in the field. For that you need a dryer that is properly designed and working correctly. Here are my suggestions on choosing a dryer and some reasons why.
1. Size it to the quantity of material needed in lb/hr. I would tend to go a little larger than your estimated throughput. The polymer actually binds the water to itself to some extent and you need time for the heat to penetrate through all the granules.


2. You’ll need temperature readouts:
- At the inlet of the drying hopper. You need to know that the hose to the hopper is not leaking or losing too much heat because of lack of insulation. The temperature at the inlet should be at the resin manufacturer’s suggested drying temperature.
- At the outlet of the drying hopper. You also need to know that the air temperature coming out of the hopper is not too low. This cannot and should not be the same as the entry temperature, but if the loader gasket is leaking (as they often do) you may be pulling in room air and that will give you a low temperature reading. I am comfortable with a reading 40º F (20º C) higher than the room temperature.
- Air temperature at the inlet of the desiccant. You rarely see such a sensor, but molecular sieves and silica gel desiccants lose significant drying capacity above 150 F (65 C). Air temperature entering the desiccant should be below 150 F, ideally near 130 F (55 C).
- Temperature of the air going to the desiccant for regeneration. An alternative is a readout of amps on the regeneration heater. It’s nice to know those heaters are working and running at the right temperature. Alarm on this if it is not at the right regeneration temperature or amps. Wheel-type dryers need 350 F (175 C) for canister-bed type desiccant, or 400 F (205 C) for molecular sieves. Twin-bed desiccant towers need 550 F (287 C) if running on 4-hr cycles. Four-bed desiccant dryers need only 400 F (205 C) for 1-hr cycles. Temperature exiting the regeneration loop should be higher than 212 F (100 C).
3. Specify and properly connect water to an “aftercooler” if you will be using a drying temperature above 180 F (82 C).
4. Check the volume of air the dryer will be circulating. I believe this should be 0.6 ft3 of air per pound of capacity
5. Delivery of air to the dryer hopper should be forced to the lowest point where the plastic granules are. Air will take the path of least resistance, which is upward. Often dry air does not get circulated down to the bottom of the drying hopper. This requires someone to drain it before processing begins and not all dryers make it easy for you to do this.
6. Hoses going to the drying hopper should be insulated; return-air hoses should not be insulated.
Things To Consider
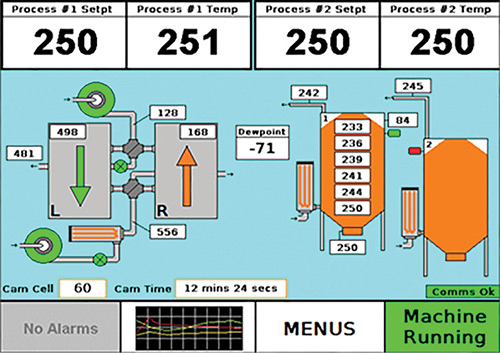
Make sure you have air-temperature sensors at critical points in the drying process. A dewpoint monitor is also useful. (Photo: Universal Dynamics)

Desiccants have an optimum temperature range to perform their drying function. You should have a sensor to monitor the air temperature to the desiccant. (Photo: Novatec)
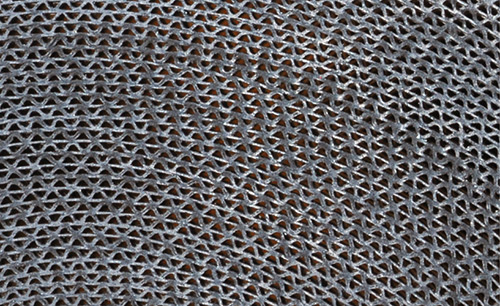
Honeycomb desiccant in many wheel-type dryers operates at a lower temperature than typical desiccant towers. (Photo: Novatec)

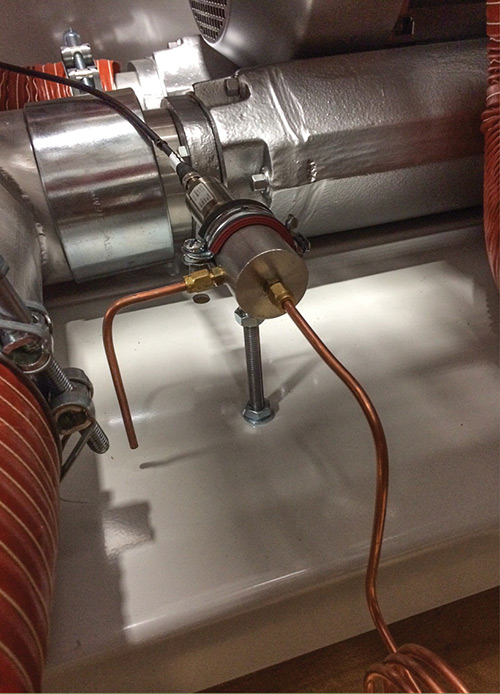
Make sure your regeneration heaters are working properly by monitoring the heater amps or resistance (ohms), or the temperature of the air going to the desiccant for regeneration. (Photo: Universal Dynamics).

Use an aftercooler if your drying temperatures exceed 180 F. (Photo: Conair)
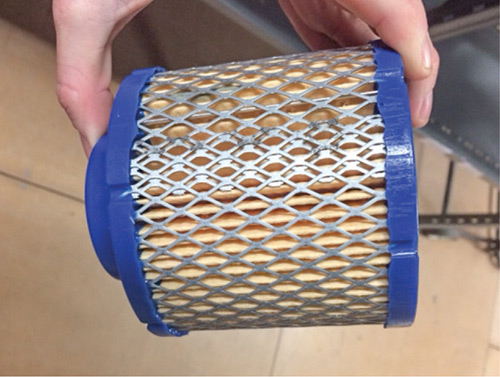
There should be air filters to trap fines, volatiles, and oil. (Photo: Wittmann Battenfeld)

Filters should have an alarm to indicate when they need cleaning. (Photo: Conair)

You want a dryer that distributes drying air at the lowest point in the drying hopper so that it reaches all the pellets. Shown here: the air-distributor drying cone. (Photo: Dri-Air Industries)

A 60° included angle on hoppers and spreader cones will ensure funnel flow instead of center flow (“rat-holing”). Doors should have gaskets that provide a tight seal to keep out moist ambient air.(Photo: Dri-Air Industries)
A dewpoint sensor helps ensure the dryer is producing dry enough air dry (Photo: Wittmann Battenfeld)

Membrane-type compressed-air dryers with a moisture-filtering membrane (shown) have low maintenance requirements. (Photo: Novatec)
7. Regeneration heater coils should have an indicator light measuring ohms. If the resistance is not right, an alarm should beep or red light go on, indicating a regeneration problem. This alarm could also be based on inlet air temperature or low amps.
8. Hopper loader should be piano hinged with a one-step lock-down mechanism.
9. All gaskets on doors, loaders etc. should be high quality, durable, and work like a refrigerator or freezer door gasket—i.e., self-sealing upon contact.
10. There should be filters for fines, volatiles and oil.
11. All filters on the dryer or aftercooler should have a pressure-differential indicator with a visual or audible alarm to inform floor personnel it is time to clean the filter.
12. The dryer’s controller should be user-friendly and easily seen.

Vacuum dryers are an energy-efficient option to consider
Photo Credit: Maguire Products
13. All cone angles for hopper, spreader cone etc. should be 60° (included angle). This is to avoid funnel flow and assure mass flow. If you get funnel flow, the resin will travel through the center of the hopper faster (“rat-holing”) and not get the proper residence time at drying temperature. Also, resin on the sides of the hopper will stay there until the hopper is completely drained. For a video of this, visit my website, scientificmolding.com.
14. Have a dewpoint readout, but please remember: A low dewpoint reading is good, but that does not mean your resin is dry, just that the air is dry and has the ability to dry your resin.
15. It would be nice to ensure that the recently regenerated desiccant is not placed into the processing stream too early. Regeneration often runs at high temperatures and the hot desiccant bed provides a brief temperature spike that could cause your pellets to stick together and clog the hopper exit port.
16. Consider vacuum dryers, as they are the most energy efficient.
17. If maintenance is a problem in your plant, consider membrane-type compressed-air dryers, as they are the easiest to maintain. Membranes last forever, and have minimal filter requirements. Filters may need to be changed once a year.
About the Author
John Bozzelli is the founder of Injection Molding Solutions (Scientific Molding) in Midland, Mich., a provider of training and consulting services to injection molders, including LIMS, and other specialties. E-mail john@scientificmolding.com or visit scientificmolding.com.

Related Content

Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read MoreAI Manages Resin Drying Airflows and Throughputs for Energy Savings
NPE2024: Optional feature automates the process of maintaining process-ready resins at perfect temperatures and varied throughputs, while preventing overdrying and realizing significant energy savings.
Read More
ACS Group Adds Regional Sales Manager
Richard Gutierrez named Southwest regional sales manager.
Read More
Captive Molder Beefs Up Auxiliaries to Boost Quality, Consistency
SeeScan adds conveying, drying, feeding and chilling technologies to improve quality — and enhance employee safety — in production of its underground/underwater inspection systems.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More