
Coextruding Blown Film Needs Deeper Understanding of Resin Rheology & Die Design
More film processors are investing in lines with nine or more layers. With more resin possibilities and combinations coming into play, it’s important to learn more about material rheology and compatibility, as well as die design.
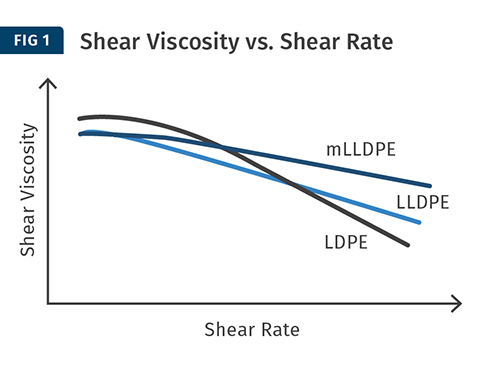
This curve describes the relationship between molecular-weight distribution and shear viscosity in three types of PEs. Generally, higher MW gives higher shear viscosity; more long-chain branching gives more shear-thinning behavior. Also, the narrower the MWD, the less shear thinning the polymer exhibits. For example, since mLLDPE has a narrower MWD than LLDPE, the shear viscosity does not decrease as quickly with shear rate.
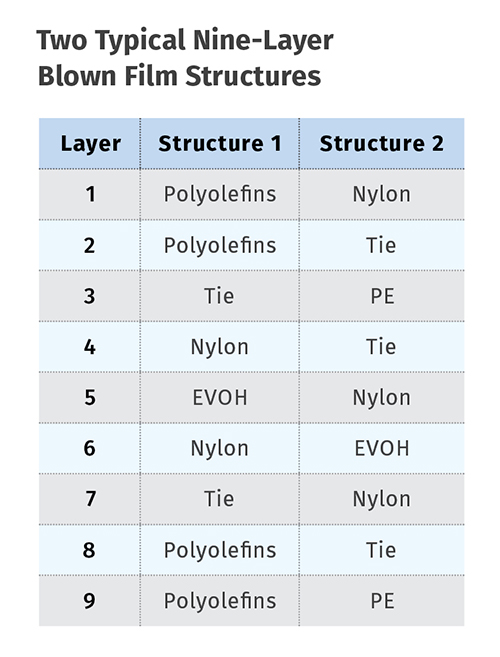
Zig-zag interfacial instability is commonly seen between materials that have vastly different shear viscosities. Source: Dr. John Perdikoulias

Wave interfacial instability is commonly seen between materials that have very different elongational viscosities. Source: Dr. John Perdikoulias
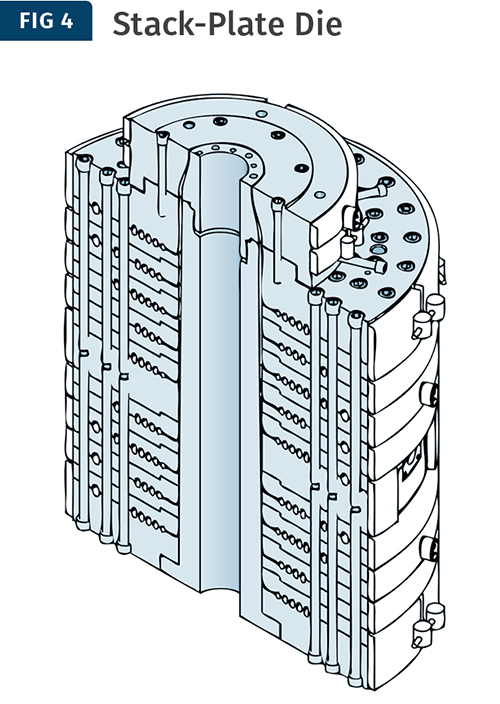
In stackable flat-plate dies, each layer is fed by an extruder at a different centerline height.
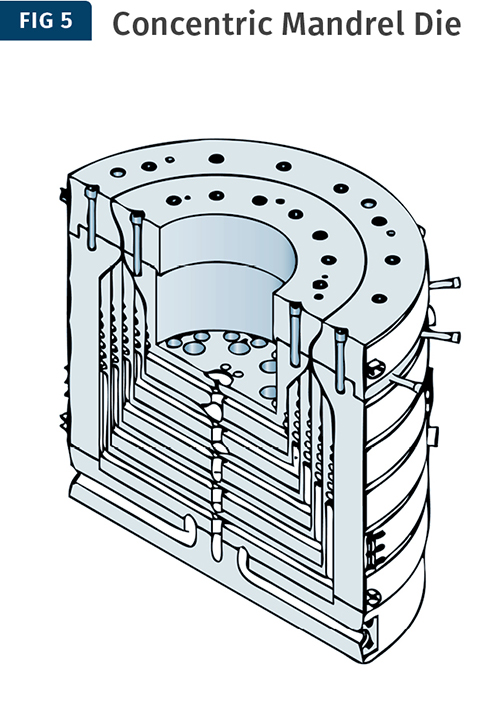
In “standard” concentric-mandrel die designs, all the extruders are at the same centerline height. (Source: Macro Engineering)
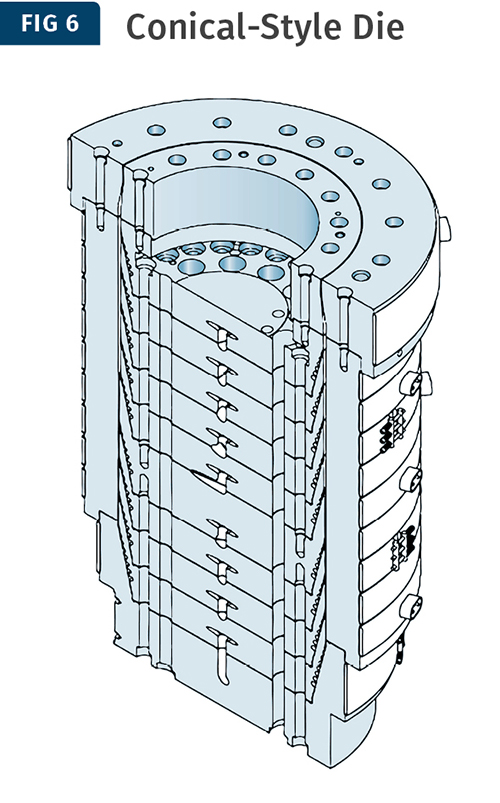
In this design, the extruders are also at the same centerline height. This is similar to the flat, stackable design with the added advantage of using fewer bolts for ease of maintenance.


Technology advances in blown film equipment and resins have made coextrusion a “must have” in many applications. But how many layers are enough? In a world where energy prices keep rising, the biggest challenge facing processors is to produce a structure economically with all the properties the application requires. This requires film processors to have a good understanding of the material properties and a good grasp of polymer rheology to achieve the best formulation. Processors also need a better understanding of what happens to these materials inside the various styles of dies on the market. This article is intended as an overview of topics that bear investigation.
Coextrusion has opened the door for processors to incorporate resins that otherwise would not have been possible in blown film. Low-melt-strength materials like homopolymer polyester or nylon 66, which are difficult to run on monolayer lines, can now be incorporated in coextruded structures to provide differentiated products.
In die and screw designs, the rheological properties of the materials must be taken into account as well. In coextrusion, material compatibility is absolutely critical to providing the highest quality films.


Versatility has become increasingly important in today’s ever-changing markets. The equipment you buy today should not only be intended for your current needs, but with an eye on what requirements you may face in the future. More often than not, savvy processors who invest in nine or 10-layer lines don’t necessarily need to produce nine- or 10-layer structures right away. But they recognize the advantages afforded by higher numbers of layers:
• More versatility: More flexible equipment can accommodate more structural changes, thus allowing processors to respond better to market needs.
• Better film quality: It is often noted that a higher number of layers gives a flatter film with more uniform properties.
• Lower material costs: With more layers, it becomes possible to embed lower-cost materials in the structures.
The accompanying table shows two typical nine-layer structures. The polyolefins can be polyethylenes or polypropylenes. The PE can be one or a combination of LLDPE, LDPE, mLLDPE, HDPE, EVA, or plastomers. The nylon could be a homopolymer or a copolymer. Polypropylene could be PP homopolymer, copolymer, or elastomer. With the incorporation of more engineering resins, other materials that may need to be taken into consideration are polyester, styrene-butadiene copolymers (SBC), and PS, among others. As one can imagine, the biggest challenge for the film processor is to ensure its die design engineer comes up with an optimal system to process all these materials.
POLYMER PHYSICS & DIE DESIGN
To meet this challenge, processors need, at the very least, to work with their die design engineer to make sure the structure-processing-property relationship of the polymers are considered. The most important rheological parameter to consider is shear viscosity. Polymers exhibit shear-thinning behavior. This means that the shear viscosity of a polymer decreases with increasing shear rate. The most important factors that will affect polymer viscosity are molecular-weight distribution (MWD), molecular weight (MW), and long-chain branching (LCB) architecture. LCB structure can be different between mLLDPE, an autoclave-reactor LDPE, and a tubular-reactor LDPE. As a result, it is crucial to obtain specific shear viscosity curves for each resin.
Figure 1 illustrates the relationship between MWD and shear viscosity. Generally, higher MW gives higher shear viscosity; more LCB gives a more shear-thinning behavior. Also, the narrower the MWD, the less shear thinning the polymer exhibits. For example, since mLLDPE has a narrower MWD than conventional LLDPE, the shear viscosity does not decrease as quickly with shear rate. A similar comparison exists between LLDPE and LDPE.
As a result, a 1-MI mLLDPE will experience higher pressures in the die than a 1-MI LLDPE. This is one major indication why categorizing materials by MI is a very poor way of measuring viscosity. Since MI is only one point on the shear-viscosity curve, it is possible for different materials with very different processing behavior to have the same MI.
You’ll want your design engineer to consider three important parameters in the die design process: Pressures, shear rates (or velocity of the material in the die), and shear stresses. Too high a pressure limits the operating window in terms of output, whereas too low a shear rate or shear stress increases the residence time of a polymer, which contributes to premature polymer degradation.
Shear-viscosity curves of the different polymers are very useful in helping the design engineers to factor in pressures and shear rates in the extrusion process so that the best design can be achieved. There are many equations that can be used to describe shear viscosity. Two of the most common ones are the power-law and the Carreau models.
In the power-law model:
ή = Kγ (n-1)
where ŋ is the viscosity; K is the consistency index; n is a constant; and γ is the shear rate.
In the Carreau model:
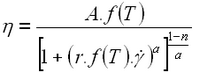
where A, n, r, and a are constants; and f(T) is a temperature function describing the temperature dependence.
The Carreau model is probably the best one for fitting the viscosity data. It has five parameters (four from the model and one for the temperature dependence) and it also has a physical background. A problem with fitting this model is that the viscosity data (in log-log scale) cannot be only on a straight line. The viscosity data must be available (measured) in the transition region from the Newtonian (zero shear) plateau to the shear-thinning region. If the zero-shear viscosity plateau is known, the fitting will be even better. When only the power-law region data are known, the fitting by this model can fail because there is an infinite number of possibilities for the constants A and r.
MATERIAL COMPATIBILITY CONSIDERATIONS
With the benefits of coextrusion, there are also additional challenges that must be considered and addressed. One of these is the potential for flow instabilities.
Two of the most common flow instabilities are the zig-zag and the wave types. Zig-zag interfacial instability is commonly seen between materials that have vastly different shear viscosities, whereas the wave interfacial instability is commonly seen between materials that have very different elongational viscosities. Figures 2 and 3 illustrate these two types of interfacial instability.
Elongational viscosity describes the ability of a melt to stretch or extend. In practical terms, this parameter influences melt strength.
Materials that exhibit similar shear-thinning behavior can have very different elongational properties. It is generally understood that not only shear viscosities at high shear rates are important. Shear viscosities at low shear rates, such as the zero-shear viscosity, can greatly influence the elongational viscosities of a material.
Two simple parameters your die design engineers must consider to avoid flow instabilities in the system are:
1) Matching viscosity. At the interface, there is a continuity of shear stresses. As a result, there is an optimal range of viscosity ratios as a function of layer ratios for the system to be stable.
2) Matching average velocity of the two layers. Since elongational viscosities are difficult to measure, this is a simple way of examining whether the two layers could potentially encounter flow instability.
In recent years, many researchers have contributed to the understanding of the occurrence of interfacial instability. Even though the phenomenon is complex, the understanding of this field has been greatly enhanced.
EXTRUDER & DIE CONFIGURATIONS
Blown film machine builders have devoted a tremendous amount of R&D to come up with their own unique die designs as the number of layers in coextrusion has increased. There are three main designs available in the marketplace today, shown in Figs. 4, 5, and 6.
Figure 4 shows a stackable flat-plate design. In the stacked design, each layer is fed by an extruder at a different centerline height. The main advantages of this design include:
• Temperature isolation can be incorporated if needed. Each layer can be processed at its desirable melt temperature—especially conducive to running heat-sensitive resins.
• Residence times of the polymers in the spirals are all the same, which minimizes degradation of temperature-sensitive resins.
The downside of this design is that as the number of layers increases, the die gets taller, which could increase the chance of interfacial instability to occur. Also, the inner-layer material has a long travel passage, which increases the residence time in the coextrusion area and makes for higher pressures.
Figure 5 shows a “standard” concentric-mandrel design where all the extruders are at the same centerline height. The main advantages of this die are:
• Low profile provides shorter flow passages.
• Lower height allows for easier maintenance.
• Since the residence time in the coextrusion area is low, the propensity for interfacial instability is reduced.
The disadvantage of this die design is that it is not easy to incorporate temperature isolation. It is thus more difficult to process temperature–sensitive resins.
Figure 6 shows a multilayer conical-style die. In this design, the extruders are also at the same centerline height. This is similar to the flat, stackable design with the added advantage of using fewer bolts for ease of maintenance.
Furthermore, each manufacturer has its own technology and philosophy with respect to the engineering and design of its dies (and equipment in general). This involves specialized knowledge in polymer flow simulation, materials of construction, mechanical design, thermal and mechanical stress analysis, etc.
Suffice it to say that all of the designs have been proven to perform their function in practice and offer various advantages and disadvantages. It is up to the equipment buyer to determine whether a particular design is better suited to the product structure, processing requirements, and, of course, the budget.
Blown film coextrusion offers many benefits with respect to the products that can be produced but it also creates some additional challenges to overcome. Furthermore, there are a wide variety of material combinations and equipment designs available. This demands that those involved in coextrusion have a very good understanding of the factors that can influence the success or failure of their process. The two main areas or fields that must be considered are:
1) The structure-processing-property relationships of the various materials;
2) The optimal extruder/die configurations for the various applications that the processor wishes to achieve.

Related Content

Ether-Based TPUs for Broad Range of Industry Applications
BASF’s Elastollan 1400 TPU series can be used for applications ranging from railway pads, hoses and profiles to show soles.
Read More
Tracing the History of Polymeric Materials -- Part 29: Polyurethane
This material family has unparalleled versatility, not only in terms of the forms the material can take, but in the different ways in which it can be processed.
Read More
Custom 3D Printed Parts Made From Bio-based Elastomers
Erpro's custom part printing service will now offer Arkema's Pebax RNew elastomer.
Read More
Hybrid EPDM-TPE Adhesion Compounds for Automotive Industry
Kraiburg’s new compounds targeted to auto sealing and exterior sector applications and toolmakers.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More