
Don't Get Burned by Adapters & Flow Pipes
Does degraded or burned polymer seem to show up when you least expect it?
.jpg;width=70;height=70;mode=crop;format=webp)


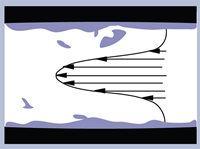
When the flow rate drops within the adapter, slow-moving polymer is subjected to a very long heat history and slowly degrades. The degraded polymer loses its flow properties, and a completely static layer builds on the channel inner wall. This layer becomes brittle and occasionally breaks off and enters the melt stream.
As the flow rate is reduced, more of the melt near the walls moves slowly and is less able to self-clean the walls.
Does degraded or burned polymer seem to show up when you least expect it? If so, it’s probably coming from one of your adapters or coextrusion flow pipes. While only very badly designed screws and dies will cause polymer to degrade during processing, the same cannot be said of adapters and flow pipes. Complicating matters is a design “catch 22” concerning these components. Typically they are designed to minimize pressure drop, yet minimum velocities must be maintained inside the flow channels to continuously clean the walls. These two design considerations are contradictory because the larger the channel, the lower the pressure drop—and the lower the velocity.
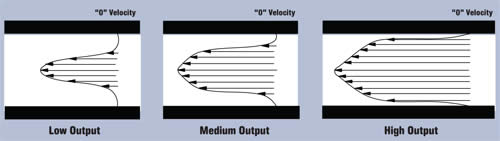
Every polymer will have its own velocity profile shape in the channel, depending on its melt characteristics. All are parabolic in general shape, but some are rather blunt while others are pointed. As the channel gets larger, or as the flow rate is reduced, the major portion of the flow becomes more centered in the channel while the polymer near the walls moves slower.

There is always a static layer of polymer adhering to the flow-channel wall, but it’s necessary to maximize the flow adjacent that layer to help its gradual renewal. As the flow rate drops, there is a corresponding increase in the portion of the polymer that is moving very slowly or even stops. In close proximity to the continuously heated surface of the adapter or flow pipe, the slow-moving polymer is subjected to a very long heat history and slowly degrades, eventually turning to a carbon-like material. The degraded polymer loses its flow properties and a completely static layer builds on the channel inner wall. This layer becomes brittle and extrusion pressure occasionally breaks off bits that pass along with the melt. These tend to come out all at once or in “showers.” This happens most often when the output is increased or some other process change occurs.
If such issues occur, it is not necessarily due to an error by the machinery designer. More likely it’s because the equipment was designed for a much higher output than is currently being run, resulting in lower than anticipated flow velocity. As with many polymer flow issues, this can be investigated by calculating the shear stress at the wall. Data required are a shear rate/viscosity plot at the melt temperature and the dimensions of the flow channel. This can be a relatively easy calculation when using Newtonian formulas and the actual viscosity data. Minimum shear-stress levels required to maintain clean channel walls have been determined pretty much by trial and error but generally are quite consistent.
Operators often try to correct the problem of buildup of degraded polymer by lowering the temperature of the adapters or flow pipes. Generally this makes matters worse as it increases the initial static layer thickness, and even though the temperature is lower it is still more than enough to eventually degrade the polymer. The only complete solution is to match the flow channel diameter to the output so as to keep the channel as nearly full as possible while controlling pressure drop. Sometimes to control pressure drop will require shortening the flow channels, necessitating changing the position of some equipment. This same situation applies to any portion of the polymer flow channels from the exit of the extruder to the exit of the die.
About the Author
Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724)651-9196.

Related Content

A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read More
Three Key Decisions for an Optimal Ejection System
When determining the best ejection option for a tool, molders must consider the ejector’s surface area, location and style.
Read More
Improving Twin-Screw Compounding of Reinforced Polyolefins
Compounders face a number of processing challenges when incorporating a high loading of low-bulk-density mineral filler into polyolefins. Here are some possible solutions.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More