
Get Better at Quoting Injection Molded Parts: Part 3
Follow these detailed tips to get the jobs you want. This installment focuses on the mold and the molding machine.




Parts one and two of this series focused primarily on the raw-material portion of a molded part’s cost. This month, I’ll discuss the mold and molding machine’s portion.
A simple and commonly used method to determine what size molding machine is required to mold a part is to multiply the projected area of the part times the number of cavities, times some rule of thumb—typically three. I avoid using rules of thumb because they are usually overly simplistic and often inaccurate.


Number of Cavities
Before you can determine the required machine size, you must first know the number of cavities required to meet or exceed the expected annual sales volume. For the sake of example, let’s assume that number is two. Now, the question is whether the part price based on a two-cavity mold will be in line with what the customer wants, or expects to pay. Will a four-cavity mold reduce the part cost? Doubling the cavitation will reduce the part cost only if the size of the molding machine or the amount of labor required doesn’t also double. It’s a good idea to quote two or three different mold cavitation scenarios and let the customer decide whether he/she wants to spend more money on the tooling or on the parts. The answer is often based on the time frame of the return on investment (ROI) for the higher-cavitation tooling.
Doubling the cavitation will not always reduce the part cost.
Mold Length and Width
The next thing to do is determine a rough estimate of the mold size. For the sake of example, let’s say the part is 2 in.2 and the customer wants or needs four cavities in order to meet either his sales volume or his target part price. If you assume the spacing between the edges of the cavities is 2 in. and there are 3 in. from the outer edges of the cavities to the outer edges of the mold, that works out to a mold size of roughly 12 × 12 in. Now find the smallest machine in which this mold will fit vertically between the tiebars (or horizontally if the mold is to be introduced from the side), but not extend beyond the outer edges of the platen.
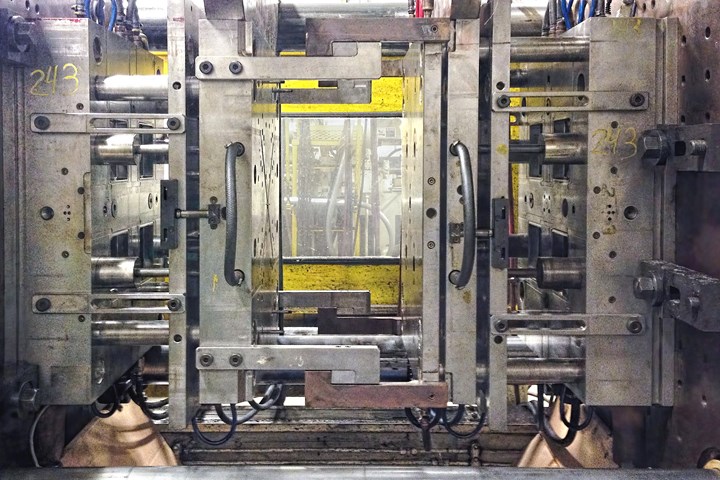
Stack molds can require very large mold-opening strokes, which add to cycle time and affect the choice of appropriate molding press.
Stack Height & Opening Stroke
Estimate the stack height of the mold and compare it with the minimum and maximum stack-height ratings of the machine. A mold that has a stack height less than the machine’s minimum closed daylight rating can easily be corrected by adding rails or risers to the back of the moving-platen clamp plate. Some molders have platen spacers available for their machines for this very purpose.
Conversely, assume you are quoting a single-cavity drink tumbler. The mold is relatively small, as is the projected area. But the stack height and the required mold-opening stroke are huge. If the mold’s stack height plus the required mold-opening stroke exceeds the machine’s rated maximum open daylight rating, or if the required mold-opening stroke exceeds the machine’s clamp-stroke rating, you have a problem. Three-plate, cam-action, stack and various other types of molds often require large opening strokes. For these reasons, the mold may need to go into a larger machine.
Ejector Stroke
If the mold needs 5 in. of stroke to eject the part, but the machine only has 4 in., that’s a problem. The mold will either need to go into a larger machine with more ejector stroke, or some mechanical method of ejecting the parts will need to be employed. A stripper-plate mold, as opposed to one with ejector pins, can often solve ejector-stroke limitations. Robotic removal can sometimes help overcome ejection problems as well.
Shot Size
Now calculate the shot size by multiplying the part’s volume times the number of cavities, and add the runner’s volume—all in cubic inches. That’s the total shot volume in cubic inches of polystyrene, which is the same unit of measurement in which a molding machine’s injection capacity is rated. What percentage of the barrel will this shot size use in the machine you are now considering? Ideally, you don’t want to use any less than 25%, or any more than 65%, of the barrel—regardless of the size or type of the machine. It is not uncommon to need the mold to be just a little bit narrower in order to get it into a smaller machine with a smaller shot capacity. Nor is it uncommon to need to quote the part based on using a larger machine strictly because it has a larger shot capacity.
Machine Tonnage
The last thing to consider when choosing the correct machine size is estimating the tonnage required to keep the mold closed and prevent it from flashing. That can be a difficult task. A mold-flow analysis can be very helpful in making this determination.
As I previously mentioned, multiplying the projected area of the part times some rule-of-thumb value, such as 3 tons per square inch, is often inaccurate. There are three primary variables that dictate the required machine tonnage: wall thickness, flow length, and material type. If the part has a thick wall with a short flow length, and the material has a low viscosity, the required amount of injection pressure and the corresponding amount of clamp pressure, are going to be much smaller than 3 tons/in.2
Conversely, if the flow length is long, the wall thickness narrow and/or the material is viscous, that is where you really need to be careful. If a mold-flow simulation is not performed, check to see if the material supplier has a graph of the estimated wall thickness versus flow length. Figure 1 is an example of this type of graph, with plots for four different grades of one supplier’s material. If your value lies below the plotted line you shouldn’t have an issue. If your value lies above the plotted line, you are probably going to need more injection pressure and therefore more clamp tonnage. Unfortunately, this type of graph is only available from a handful of suppliers and is usually a conservative estimate.
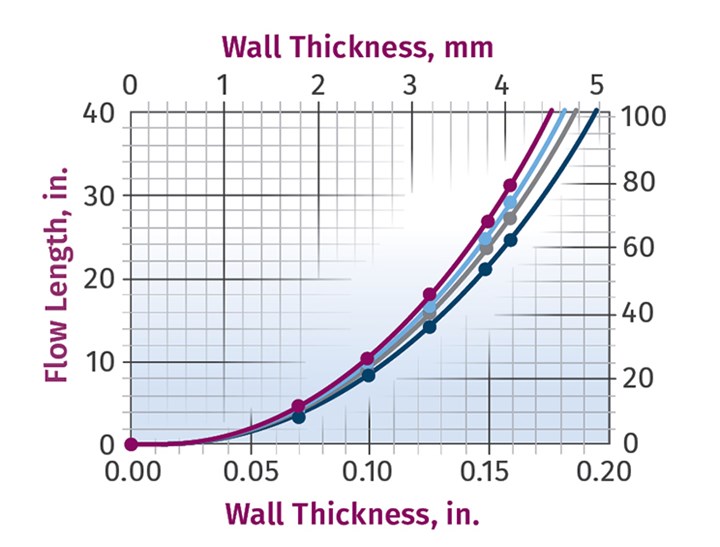
FIG 1 Wall thickness vs. flow length for four grades of rigid PVC from one supplier.
Most custom molders buy molding machines with barrels having a large shot capacity in order to accommodate a wider selection of existing and future molds. But these larger barrels have lower injection-pressure ratings, which can be insufficient to properly fill and pack out a part. If you have an existing mold for the same material, with the same wall thickness and flow length, you can use the established processing information to estimate the injection pressure and clamp tonnage required for the job you’re quoting. Note: If you have a filling or flashing issue when sampling a new mold, don’t be too quick to move it to a larger machine. Perform a pressure-loss study first, to see if the machine’s nozzle tip, sprue, runner or gates are overly restrictive. Also check to see if the parting line is sufficiently relieved and that there is ample venting, ground to the proper depth. This is particularly important when using fast injection rates.
The part cost should be based on the smallest machine the mold can ideally run in. It is not the customer’s fault, nor the molder’s fault, if the ideal machine size is not available. Let’s assume your smallest molding machine is 100 tons. You are quoting a single-cavity mold, which will easily fit and run in a 50-ton machine. But you don’t have a 50-ton. If you quote the part using the 100-ton machine rate, you’re probably not going to get the job.
Conversely, if you use a 50-ton machine rate, the accounting department will say you are not making enough money because it’s running in a 100-ton machine. See the paradox? As I have said before, a molder does not sell parts. He sells machine time. If there is time available in the 100-ton, do what’s necessary—and fair—to get the business. The accounting department may not agree, but the owner of the company probably will.
An interesting point to be made is that knowing the required size of the molding machine can have a direct effect on the mold design and the mold cost. As mentioned earlier, sometimes making a mold a little narrower can allow you to use a smaller machine, which will yield a lower part cost and selling price. On the other hand, if the mold needs to go into a larger machine due to shot size, clamp tonnage or any other reason, the mold designer now knows he has more room for cavity spacing, cooling circuits, and support steel, which can increase both the efficiency and longevity of the mold.
Knowing the machine size can affect the mold design.
Cycle Time
A simple and commonly used method to determine a mold’s cycle time is based primarily on the material type and wall thickness of the part. Once again, this method is overly simplistic and often inaccurate. You need to think about each individual phase of the molding cycle. Generically, the phases are mold close, fill, pack and hold, screw recovery, additional cooling, mold open and part removal. I also estimate cycle times starting with the material type and wall thickness. But then I adjust that estimate by considering the factors that affect the various molding phases, such as those listed below. Some of these factors can add a little bit of time to the estimate. Others can add a lot.
Adjust your estimated cycle time based on all the molding phases.
• Wall Thickness: The cooling or solidification time versus the wall thickness of a part is a non-linear relationship. For example, a part with a wall thickness of 0.060 in. might take 10 sec to solidify sufficiently. (That 10 sec is strictly the cooling time. It does not include the inject, pack, open, eject and close times.) A part with a wall thickness twice that amount (0.120 in.), might take more than three times longer, or 35 sec, to solidify sufficiently. A mold-flow analysis is very good at predicting a part’s required cooling time. In lieu of a flow simulation, some material suppliers have a graph comparing the wall thickness vs. the solidification or cooling time, as shown in Fig. 2, which compares two grades of the same material from one supplier. These graphs are very helpful when estimating a part’s cycle time.
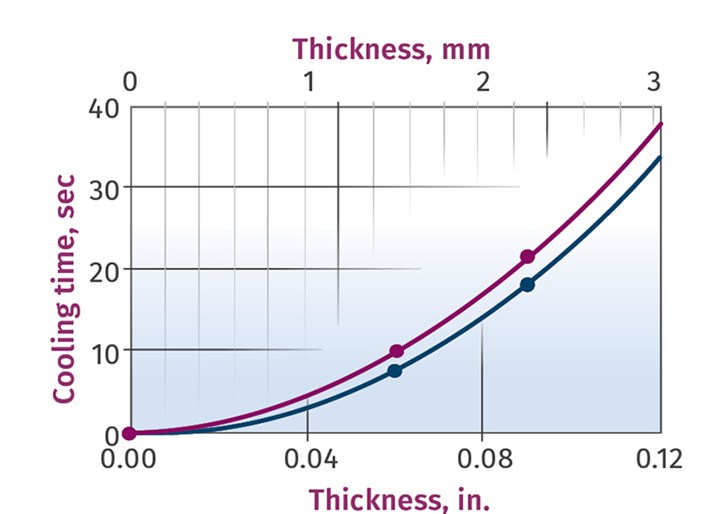
FIG 2 Wall thickness vs. cooling time for two grades of one supplier’s rigid PVC.
• Material Type: Semi-crystalline materials “set up,” or reach their ejection temperatures, faster than amorphous materials. Also, most filled materials have higher ejection temperatures and more rigidity, which allows them to be ejected sooner than if they were unfilled.
• Fill Time: It can take longer to fill a mold if you are using a large percentage of the barrel versus a small percentage. Attempting to overcome a long injection time due to a large shot size by injecting and recovering very quickly can cause all sorts of material flow, degradation and aesthetic issues.
• Recovery Time: This is where a lot of estimators get hurt on their cycle-time estimation. The screw-retraction or recovery time can take longer than the cooling time for the part, especially when using a larger percentage of the barrel. You can’t open the mold until the screw is all the way back. Most molding-machine specifications state the plasticating capability for a given screw size, typically in lb/hr. Estimating the number of lb/hr the mold will use during production and comparing that value to the machine’s rated plasticating capacity will indicate whether you might have a recovery issue, which will extend the cycle time.
• Shear Sensitivity: Highly shear-sensitive materials, such as rigid PVC, usually require slower fill speeds and fill rates in order to prevent degradation and burning.
• Machine Type and Tonnage: A 50-ton toggle machine can open and close much faster than a 1000-ton hydraulic machine. This is referred to as the dry-cycle time.
• Machine Running Mode: Obviously, a mold running fully automatic will run much faster than if an operator is required to remove the parts or hand-load inserts into the mold.
• Automation: Despite its many benefits, a picker or a robot can add a few seconds to the cycle time, compared with a mold that can run with free-drop of parts—especially if the mold can use eject-on-the-fly.
• Runner Type: A hot-runner system, especially a valve-gated hot runner, will run a lot faster than a two- or three-plate cold-runner mold. Even though a cold runner does not have to be completely rigid to eject, I have seen numerous instances where the intersection of the cold sprue, primary runner and cold well were so massive that it controlled the cycle time of the mold by several seconds.
• Gate Size: Small gates have short gate-freeze times. Large gates have long freeze times. It’s that simple. You can’t begin to recover the screw until the gates freeze off, unless you are using the less common gate unfreeze technique.
• Mold Material and Cooling: A mold made with materials having high thermal conductivity, such as aluminum or beryllium copper, will cycle much faster than a mold made with materials having lower thermal conductivity, such as stainless steel.
• Mold Actions: Sliding cams, core pull, lifters, two-stage ejection, air poppets, unscrewing mechanisms, etc. can all add to the cycle time. Some of them, like unscrewing mechanisms, can add a significant amount of time to the cycle.
• Ejection: It takes less time to eject a part requiring a short stroke (1 in. or less) than it does with a part requiring a long stroke (4 in. or more). Multiple ejection pulses also add to the cycle time. To some extent, the part itself can affect the ejection time. You can’t begin to close the mold until the parts have cleared its bottom edge. Galileo discovered that dense objects fall at a faster rate than less dense objects. For example, a feather will fall slower than a brick. It is not because the feather is lighter than the brick. It is because of air resistance. To shave a fraction of a second off the cycle time, an air blast from the top of the mold can help reduce the time it takes for light parts to clear a mold. A static-neutralizing, ionizing air gun can be additionally helpful.
• Miscellaneous: It is not uncommon to quote a part in the wrong machine for several overlooked reasons. Maybe the mold needs a machine with a specific core-pull sequence, or a robot interface, or hydraulics to actuate cylinders, or even ample space between adjoining machines to perform secondary operations. Every aspect of the production requirements should be taken into consideration when determining both the cycle time and appropriate machine.
Most of you are probably familiar with how much reducing the cycle time by just 1 sec can mean in terms of the total amount of money saved over the lifespan of a mold. Table 1 lists several examples of these savings. As you can see, the higher the machine rate per hour, the more cost savings per second.
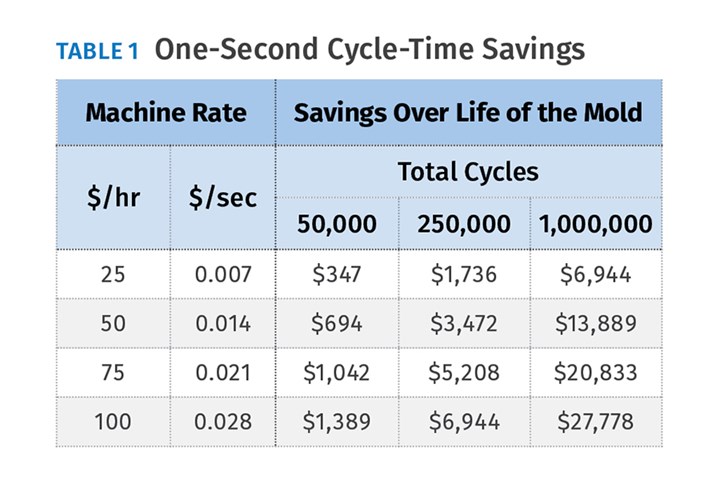
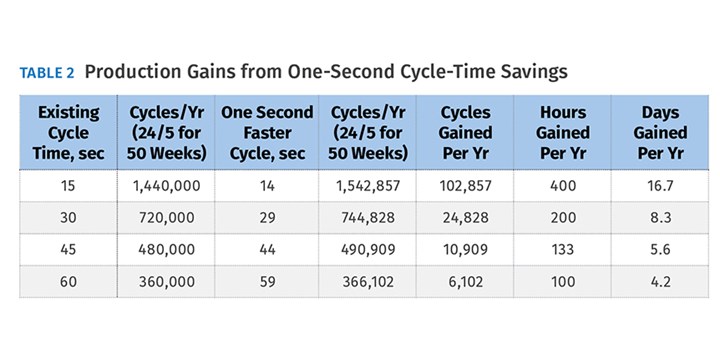
Reducing the cycle time of a mold by just 1 sec does more than just save you money based on the machine’s rate per hour. It also reduces the total number of hours required to produce the parts, which increases the amount of machine time available to produce parts for other jobs. Table 2 lists the number of cycles and the number of hours saved per year for molds having various cycle times.
Table 1 showed that the higher the machine rate per hour, the higher the savings. The larger the machine, the higher the machine rate. What’s interesting about Table 2 is that the faster the cycle time, the more cycles per year, and thus the more hours per year are saved. Unless you are molding bottle caps or some other commodity part, molds with faster cycle times are typically in smaller machines. The point is that saving just 1sec on a mold’s cycle time increases your profits both in terms of part cost and machine utilization.
The problem I have is that these 1-sec savings are typically based on making an existing mold run faster by modifying its process parameters. Things like colder water, lower barrel temperatures, faster open/close and ejecting on the fly can all result in cycle-time savings. But is that the right thing to do? Shouldn’t the process be based on whatever results in the highest quality parts? When a new mold arrives, I never tell the processor what cycle time it was quoted at. I let him make that determination. After all, he is the one that has to live with it day in and day out. If it ends up being the same or faster than what I quoted it at, I did my job well. If it’s slower than what I quoted, I didn’t do my job so well.
It stands to reason that if additional profit can be made by reducing the cycle time of an existing mold by 1 sec, an equal amount of money can be lost by underestimating the cycle time of a new mold by 1 sec. High-volume jobs with relatively fast cycles are the ones that you need to get your estimate as accurate as possible, because they are the ones that you will lose the most money on if you’re wrong. That’s why when I quote such a job, I ask the production manager, lead processor and sometimes even the shift foreman what they think the cycle time would be. As my father used to say, “No one has a monopoly on brains.” But then I add 10% to hedge my bet.
Years ago, I knew a moldmaker who built a 128-cavity closure mold and guaranteed it would run at 7 sec or less. Unfortunately, the fastest cycle time possible came in at 7.5 sec. The customer did not accept the mold. He knew how much that half a second was going to cost him over the long run. No matter if you are a moldmaker or a molder, correctly estimating a cycle time is critical to your success or failure. That’s how important it is to get it right.
Machine Cost
Now that you now the number of cavities, the appropriate machine size, and a good estimate of the cycle time, you can determine the machine portion of the part cost. I’m old school and use the following equation: The machine rate in $/hr, divided by (3600 sec/hr divided by the estimated cycle time in seconds, times the number of cavities).
Determining the machine hourly rate is beyond the scope of this article, as well as beyond the responsibility of most employees quoting molded parts. It is something that the accounting department and those in management decide. Every company has a different method of making these determinations. Various hourly rate surveys are published online for a real-world comparison. Machine rates are typically referred to as fixed rates, but if the molder is smart, the rates will periodically change based on several factors, the largest ones being the utilization of the various sized machines in the facility and the never-ending increases in overhead costs.
Next month, I will discuss labor and other factors to consider when determining a molded part’s true cost.
About the Author: Jim Fattori is a third-generation molder with more than 40 years of experience in engineering and project management for custom and captive molders. He is the founder of Injection Mold Consulting LLC in Pennsylvania. Contact: jim@injectionmoldconsulting.com;
injectionmoldconsulting.com

Related Content

How to Design Three-Plate Molds, Part 1
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs, and keep the customer happy.
Read More
Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
Understanding the Effect of Pressure Losses on Injection Molded Parts
The compressibility of plastics as a class of materials means the pressure punched into the machine control and the pressure the melt experiences at the end of fill within the mold will be very different. What does this difference mean for process consistency and part quality?
Read More
What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read MoreRead Next

Get Better at Quoting Injection Molded Parts: Part 2
Follow these detailed tips to get you the injection molding jobs you want. Here we factor in the costs of scrap and regrind, along with energy and certain additives.
Read More
Get Better at Quoting Injection Molded Parts: Part 1
Follow these detailed tips to get you the jobs you want. This installment focuses on the various raw material aspects of quoting.
Read More
INJECTION MOLDING: How to Specify an Injection Molding Machine
With the market percolating, more molders are looking at new presses. This series will discuss what you should consider before writing a check, beginning with the clamping unit.
Read More