
Injection Molding: Nozzle Heaters & Thermocouples: A Case of Wiring Done Wrong
Incorrect placement of wires for these components frustrates molders and costs them money to boot.
.jpg;width=70;height=70;mode=crop;format=webp)
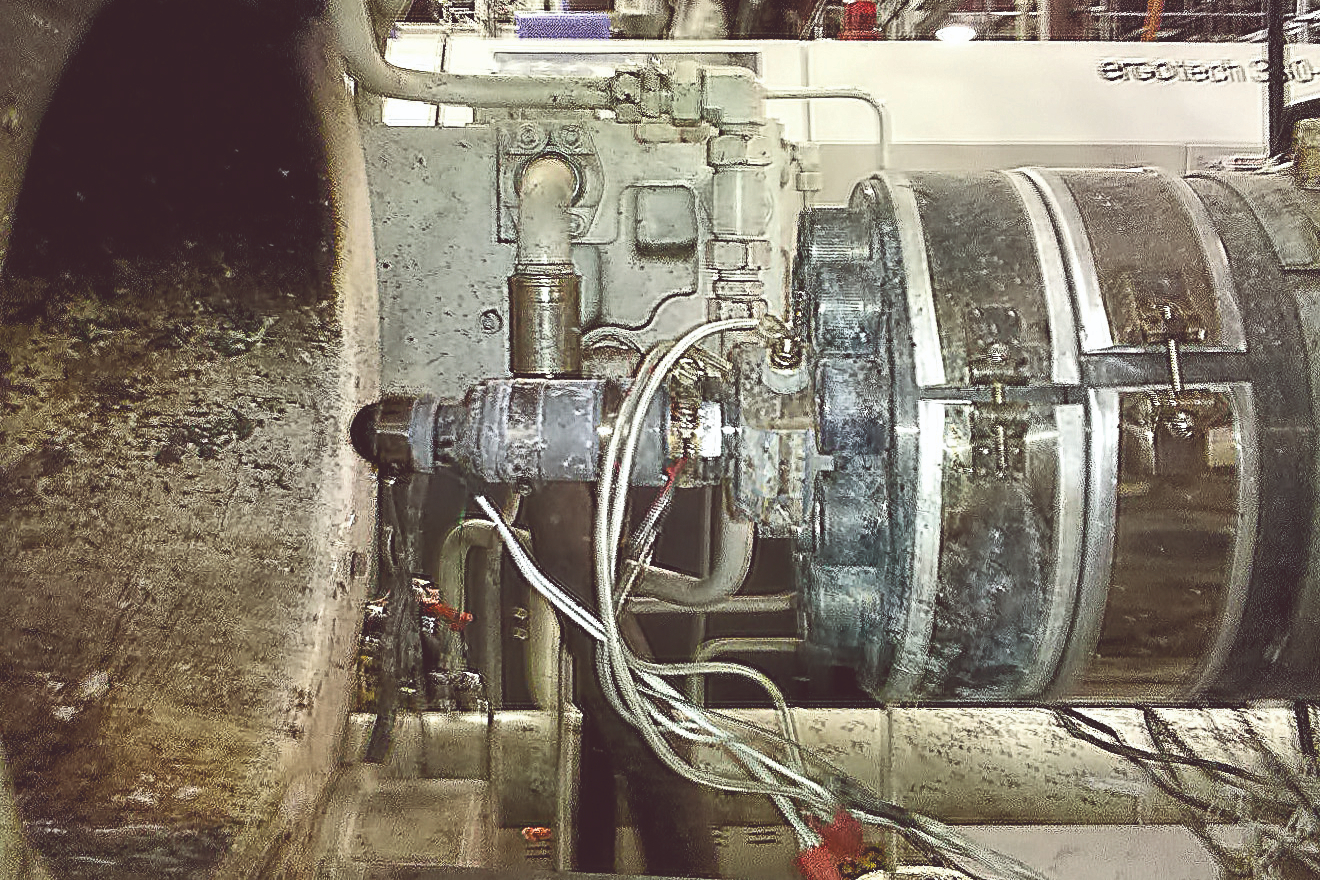
This shows the wires that supply power and temperature control to the nozzle body and tip. Note the wires are dangling at the bottom of the nozzle body and tip.

During normal production, gravity will pull hot plastic down, where it will build until it completely covers the wires, making them impossible to clean.

During normal production, gravity will pull hot plastic down, where it will build until it completely covers the wires, making them impossible to clean. (Photo: Bill Hartwick, Filter Specialties Co. & Enersavecontrols Inc.)



If you work with injection molding machines making parts all day long, what would you like to see redone to make them better or easier to use? My list is long. Molding machines are complex and each of us has our preferences. In my evaluations, I have nearly 100 criteria to review and evaluate before purchase. Far too many to discuss, so let’s keep it simple and consider just one. At first glance, this issue seems trivial, but it often sends me into a rage.
I’m talking about the placement of the wires for the thermocouple and heater bands. These wires supply power and temperature control for the nozzle body and tip. Why does the placement set me off? It is not a complex issue, but in my observation, they are misplaced 98% of the time. Not only do I consider the standard placement dangerous, but it also causes downtime, wastes processors’ time, builds frustration, and costs molding shops big money.


My bet is that this trivial item costs each molding plant $100,000 a year, perhaps double that. Further, this dollar value does not address the frustration and safety issues that hamper the efficiency of every processor and scheduler in your shop. This is a consistent and significant problem in the industry, and yet it gets little attention. It starts with the machine builder and gets worse after use in the plant. We are talking about a problem that would save hundreds of thousands of dollars and a few injuries for little to no cost, if done correctly when building the machine. The accompanying photos show the problem.
The photo above shows the wires that supply power and temperature control to the nozzle body and tip. Note that the wires are dangling below the nozzle body and tip. This may seem OK to a non-user. However, there is the force of gravity, and if you couple it with what has to happen in this area of the molding machine, you begin to see the bigger picture. A short list of normal production routines done in this area, and this does not include common nozzle leaks, include:
- Changing colors;
- Changing resins;
- Changing molds;
- Purging;
- Opening a plugged or frozen nozzle tip;
- Changing a nozzle tip;
- Removing a stuck sprue;
- Checking the match between nozzle-tip radius and orifice to those of the mold’s sprue bushing;
- Checking melt temperature;
- Checking nozzle-tip or body temperature;
- Checking heater bands.
Two major points about all the tasks done in this area of the machine: First, processors deal with this area of the press almost anytime the machine goes down. Second, nearly every time we do any of the above routines—or when there is a leak in the nozzle-body assembly or junction of the nozzle tip and sprue bushing—molten plastic comes out and gravity works to allow the plastic to cover the wires.
Know How Injection Molding: Get more insights from our injection molding experts.
The results are evident in the photo slide show. When this happens, there is no easy way to clean the molten plastic off the wires. The electrical wires have 120 V or 220 V on them, so most processors just leave them alone and hope they don’t break or short out during their shift. If you are thinking about turning off the power and cleaning things up, that would shut the job down, and that is a no-no.
The norm is to let it ride, and with time, more plastic builds up until a wire breaks or shorts. Then the job is shut down and maintenance is called to replace all the wires, heater bands, and thermocouples. They cannot be salvaged. Things are often not labeled well, so there are times when the wrong voltage heater band and/or type of thermocouple is installed. Then “Murphy” shows up and more time is wasted as troubleshooting takes on some serious downtime. When finally fixed, the processor turns on the heaters, waits for everything to come back up to temperature, and then spends significant time starting up the process, sampling parts etc., etc., etc.
The standard placement of the wires for the thermocouple and heater bands is dangerous, causes downtime, wastes processors time, builds frustration, and costs molders big money.
What does it take for the industry to understand that plastic is subject to gravity? Somebody explain to me why these wires are not in a protective cable (one that can be easily removed for replacement) and are routed not down, but to the non-operator side of the machine to avoid the plastic getting on them in the first place. In addition, everything should have plugs or quick disconnects, as these components are replaced often.
To add injury to insult, there is accompanying frustration. More than half the time this area has guards, brackets, or some physical barrier that severely restricts access—to the point that the processor or maintenance person needs to be a gymnast to get the work done. This difficulty can and does cause accidents. It’s not unusual to get burned, even with the best of protection.
Yes, it is critical to shield this area to prevent molten plastic at 20,000 psi (1500 bar) or higher from harming those in the vicinity. Safety first, no question, but some machine builders do provide an easy-to-use mechanism whereby the shield slides, lifts, or folds so that it is easy to move it out of the way for work to be done safely. This “room to work” issue is so frustrating. I often wonder if the people who design the machine ever have worked on it. With a little thought, maybe a little extra time in putting it together, there would be less machine downtime and lower maintenance costs, along with fewer injuries and stressed-out processors.
ABOUT THE AUTHOR: John Bozzelli is the founder of Injection Molding Solutions (Scientific Molding) in Midland, Mich., a provider of training and consulting services to injection molders, including LIMS, and other specialties. Contact john@scientificmolding.com; scientificmolding.com.

Related Content

Use These 7 Parameters to Unravel the Melt Temperature Mystery
Despite its integral role in a stable process and consistent parts, true melt temperature in injection molding can be an enigma. Learning more about these seven parameters may help you solve the puzzle.
Read More
Online Versions of Process Development Course and Software Launch
NPE2024: FimmTech is introducing online versions of its Nautilus process development software as well as its Scientific Molding and Design of Experiments (DOE) process development course.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More