
NPE 2006 News Wrap-Up: Materials Handling: A Host of Refinements and Updates
NPE 2006 held no revolutionary changes in dryers, blenders, feeders, loaders, or conveying controls, but widely adopted improvements make the newest models easier to use and maintain—and easier on the budget, too.




Colorful touchscreens, high-speed communications, and easy expandability are becoming the rule in plantwide materials-handling controls. AEC’s new VacTrac 24/128 PLC system has those features plus new 3D animated graphics.

Modestly priced compressed-air dryers were introduced by several suppliers. Wittmann’s new lightweight Drymax P15 has a stainless hopper, handle for easy portability, and clip-on locking mechanism.

Larger blenders were prominent at NPE. Conair extended the range of its TrueBlend gravimetric blenders with three new models for up to 15,000 lb/hr.

A new metering approach comes from Brabender Technologie. Its ScrewDisc feeder has an auger fixed to a rotating plate, which distributes material over 360° with pulse-less flow.
Motan’s Metro loaders have a new Flow Control feature that bleeds off excess conveying air to prevent material from moving too fast, which wears out tubing and generates angel hair.

Sign of a growing stream of auxiliaries from Asia: This low-cost hopper loader from Shini of Taiwan is sold here by AutoLoad.

Pelletron’s DVB diverter ball valve is said to be the first with outlets in three directions. It’s available in all-stainless or stainless/aluminum and sizes from 1.5 to 12 in.

Motan’s ControlNet system lets you monitor and control any dryer, blender, or loader in the plant from a touchpanel at any station.

Wittmann’s M7 plantwide control system displayed on a PDA illustrates the growing trend to wireless/internet access.
Lower cost, smaller footprint, energy savings, easier maintenance, and network communications—these were the common themes sounded by vendors of auxiliary equipment at NPE 2006 in Chicago. These trends were evident in a proliferation of new economical compressed-air dryers; increasing use of stainless steel as standard on blenders, feeders, and loaders at little or no extra cost; conveying controls with “plug-and-play” network connectivity and wireless/internet access; and icon-driven color touchscreens everywhere.


Dry with compressed air
At NPE, two more dryer vendors rounded out their line with compressed-air models. These dryers offer the simplicity of few moving parts, no desiccant, and relatively low cost, though compressed air itself is not cheap. As a result, suppliers largely agree that these dryers are uneconomical in large sizes and may not be suitable for some materials that require a very low dewpoint. Their performance can be enhanced by a moisture-blocking membrane, but some vendors say the membrane erases most of the cost advantage relative to standard desiccant dryers. In addition, some of these dryers require predried compressed air and handle only limited amounts of regrind.
Conair and Dri-Air both introduced their first compressed-air models at the show. Conair brought out machine-mounted units for 0.5 to 50 lb/hr; the smallest sizes are glass-tube models. These SlimLine dryers are said to be so compact that the largest size measures 15 x 24 in. x 47 in. high, including the built-in hopper. Prices run $1775 to $2975. They are said to provide a dewpoint of 0° F, but the optional membrane reportedly can achieve -40 F.
Dri-Air’s CA series are also smaller models with 15- to 60-lb hopper capacity. They come with a membrane and are said to reach -40 F dewpoint. Models with three hoppers (5 or 15 lb) are suited to frequent material changes.
Wittmann completely redesigned its DryMax P15 portable compressed-air dryers (without membranes) for up to 22 lb/hr. They are 40% lighter than before, and have two selectable air-flow rates of 5 or 10 cfm to save expensive compressed air when processing conditions permit. The unit has a clip-on locking mechanism and carrying handle for easy portability and controls that can be programmed for batch or continuous drying modes.
As we reported in April, Novatec also has made numerous improvements to its compressed-air NovaDrier N-R Series. It added a more efficient membrane that can reduce compressed-air usage, air filters with elements that last a full year, and a more compact cabinet.
More dryer news
As reported in March and June, Novatec has expanded its range of drying technologies in several directions. It introduced its first rotary-drum infrared dryer/crystallizer for PET, licensed from UPM Machinery Sales Ltd. in the U.K. It’s said to overcome limitations of previous units of this type, and 20 to 30 have been sold in Europe and the U.S.
Novatec also came out with its first wheel-type desiccant dryer, based on technology imported from India. This NovaWheel dryer will be built in the U.S.
Last but not least, Novatec became the second supplier of the vacuum drying technology developed by Maguire Products. Novatec will build the dryers and sell them as the NovaVac II.
Now that Novatec supplies all six of the best known dryer technologies (including hot-air and twin-tower desiccant), it has outfitted a 4200-sq-ft Drying Technology Center where it is working with materials suppliers to determine the most effective and energy-efficient dryer types for different resins. It is also testing hopper configurations to determine which promote uniform distribution of drying air and most efficient flow for particular resin forms.
Meanwhile, Maguire announced several improvements to its LPD vacuum dryers. A redesigned airflow circuit reportedly provides faster and more uniform heating. Boosting heating capability from 300 to 365 F will speed drying of PET and high-temperature resins like polysulfone and polyetherimide (GE’s Ultem). A new controller is said to be more user-friendly and new software purges conveying lines from the dryer to the processing machines (removing residual pellets that could regain moisture) and also automatically calibrates vacuum for the altitude of the plant above sea level. A new manifold allows use as a central dryer for multiple processing machines, and a new sight glass allows a sensor to confirm material level in the hopper. New easy-access surge hopper and built-in drain chute on resin canisters speed material changes.
Likewise, Comet Automation Systems has redesigned its wheel-type desiccant dryer with several new features. Its FCD “honeycomb-matrix” dryer has a smaller footprint than before and provides easier access for faster material changes. It is now available with dry-air conveying and line clearing for up to eight machine hoppers.
Conair has larger models of its Carousel Plus desiccant-wheel dryers capable of up to 5000 lb/hr. These units reportedly save energy because their wheel design has fewer parts and lower mass, so that it heats and cools faster. Conair has built the latest version of its drying monitor into the DC-2 dryer controls on all but the smallest Carousel Plus units, eliminating a separate control panel. The DM-II monitors the temperature profile within the hopper at six points to help operators prevent under- and overdrying.
Conair also showed off numerous improvements to its ResinWorks central multi-hopper drying/conveying system, which was first introduced at NPE 2003. It is now much more compact; the main electrical cabinet has been moved out front for easier access; heaters have been moved out of the way underneath the hoppers; and ductwork has been integrated into the mounting “sled” to save space and strengthen the sled. The ends of the ducts are gasketed so that multiple sleds can be joined into one integral air-handling manifold.
Other new features include a purge valve that keeps lines clear of residual pellets that could regain moisture while sitting still. Automatic air balancing via a new bypass valve diverts drying air back to the dryer if the full flow is not required. The new material distribution manifold eliminates a snarl of hoses by means of a slide plate to which a single hose is connected. The plate is shifted back and forth to tap different material sources. Each hopper now has its own electrical disconnects to isolate it for servicing while others continue to operate.
Motan added two larger three-bed models to its Luxor desiccant series. Models 1800 and 2400 supply 1050 and 1400 cfm, respectively. They extend the Luxor throughput range from the previous maximum of 2100 to 2200 lb/hr of ABS or PC up to 4400 lb/hr.
Motan also introduced an addition to its ControlNet plantwide control architecture. LuxorNet is the version of this Ethernet-based system tailored for dryers. It supports one dryer, 16 hoppers and 40 loaders. It can be operated by a small color touchscreen Webpanel or from a remote location by another Webpanel or a central PC.
New from Colortronic is the CDAP series of portable drying/ conveying systems based on its CDA desiccant dryers. Different versions convey to one or two machines, to a hopper that comes with the package, or to both a machine and the CDAP hopper. It comes with color touchscreen, digital dewpoint display, and three temperature ranges.
As reported in May, Dri-Air introduced the PDIII system for portable drying, blending, and conveying from three hoppers for virgin, re-grind, and colorant. The company also showed its updated PDII portable dual-hopper drying system, which predries one material while another is being processed, so as to allow quick material change with no waiting. New frame design improves accessibility, and new ADC control provides independent temperature control of each hopper from one controller. A new temperature-setback feature monitors inlet and outlet air temperatures and automatically cuts back the heat to prevent overdrying if the process is interrupted. The PDII is said to save energy by using only one drying-air blower instead of two.
Sterling introduced its “first truly integral package” for portable drying and conveying, the SDAP series. It has a single power connection and uses shop compressed air only to operate its proportional valves. A sight-glass receiver is supplied for minimal inventory on the processing machine. An “off-the-shelf” PLC with color touchscreen displays set and actual temperatures and dewpoint. “Material saver” feature drops temperature and airflow automatically if the process is halted.
The SDAP series is based on Sterling’s new SDAA central dryers (15 to 60 cfm). These dual-bed desiccant units come standard with a 1/16 DIN auto-tune PID controller or optional AP1 control with touchscreen.
For the last couple of years, Universal Dynamics has offered a feature that allows a portable dryer to be wheeled up to a molding machine and plugged into a small box with four distributed I/O points mounted on a stand. That connection allows UnaDyn’s Factory Acquisition Control System (F.A.C.S.) to download process settings to the dryer. A machine-mounted dryer can also be plugged into the box, which is equipped with SPI communications protocol. This system also permits remote troubleshooting of the dryer from UnaDyn headquarters.
Bigger blenders bow in
Blenders were another major category of products at NPE, and several vendors added larger models to their lines. For example, Conair introduced three TrueBlend gravimetric blenders for big extrusion or central blending operations that require 7000 to 15,000 lb/hr. They process up to six materials, have touchscreen controls, and are said to eliminate pellet leaks.
Conair also introduced a high-heat option to permit blending resins like ABS, nylon, PC, and PET after they are dried without danger of moisture pickup. Capable of heating up to 375 F, they avoid the need to blend before drying, which risks material segregation. This option is offered for TrueBlend units up to 3500 lb/hr and soon will be for units up to 10,000 lb/hr.
For small TrueBlend models, Conair introduced removable bins to facilitate frequent material or additive changes. These are available on the TB250 Series (up to 1000 lb/hr) and TB100 Series (up to 450 lb/hr). They have carrying handles and color-coded, quick-release air connections.
Maguire introduced its largest batch weigh blender yet, for up to 10,000 lb/hr, double the size of its next-largest unit.
K-Tron Process Group brought out larger Colormax Multi Weigh gravimetric and Multi Flow volumetric blenders. Both can blend up to four materials at up to 4400 lb/hr.
Guardian batch weigh blenders from Process Control Corp. are now available in a larger size that’s capable of an 18-kg batch, while 12 kg was the largest batch size previously.
Even small blenders have gotten bigger. Maguire offers a new step up in size from its Micro Blender, said to be the world’s smallest gravimetric blender. The MicroPlus model processes 100 to 350 lb/hr vs. a 100-lb/hr maximum for the MicroBlender. Both units have four removable hoppers, including one designed specifically to enhance dispensing of regrind.
Motan also introduced a new Gravicolor blender that’s one size up from the smallest in the line. Gravicolor 60, with 60-lb batch capacity, fits between the 30-lb and 100-lb models. Like them, it has four dosing stations, but its throughput capacity is 198 lb/hr vs. 130 and 330 lb/hr for the other two models, respectively.
AEC replaced its older batch weigh blenders with the new BD Series, which are said to provide more throughput capacity in a smaller package. Five models blend up to eight components at 150 to 6000 lb/hr. They have stainless-steel weigh hoppers, mixer bowl, and removable agitator. They also have diamond slide gates and Allen-Bradley PLC with touchscreen. New options include the Regrind Auger Metering (RAM) assembly with agitated hopper.
New to Colortronic are CSG gravimetric slide-gate batch blenders with diamond slide gates and Mitsubishi PLC/touchscreen controls. They blend up to eight ingredients at 150 to 6000 lb/hr. Colortronic also expanded its GraviPlus continuous loss-in-weight blenders with new controls and additional models, so the series now spans 0.55 to 16,500 lb/hr. They accommodate up to eight screw feeders.
Sterling came out with the smallest member of its gravimetric SGBD Series, the model 150, which can blend up to four components at 10 to 150 lb/hr.
Mould-tek’s smallest blender is a new 140-lb/hr model with four removable bins. It’s part of the new Excel series for up to 15,000 lb/hr.
Comet Automation introduced redesigned GraviMix batch weigh blenders as a result of a new partnership with Doteco in Italy. Fourteen models handle two to six pelletized ingredients with throughputs of 330 to 2200 lb/hr. Partitioned hoppers have covers designed for vacuum loader installation and drain spouts for quick emptying. Units have slide-gate dispensing valves, motor-driven mixers that can be set for continuous or timed operation, and a material flow-control valve under the mixing hopper.
As reported in June, Premier Pneumatics showed its new ProBlend Zone Blender, which homogenizes materials within a hopper or silo.
New blender controls
Making blenders easier to control was a prominent topic at NPE. AEC had a lot to talk about, starting with the new A3 blender control and data-acquisition software. This Windows-based product allows remote monitoring and control (setpoint changes and start/stop) of up to 1000 blenders and feeders and tracks material usage from the silo to the machine. It can store an unlimited number of recipes and provide hourly time/date-stamped reports on inventory run rates, run status and target-vs.-actual recipe data on all monitored equipment—data that can be downloaded to Microsoft Excel. A3 software is available with AEC’s new BD Series gravimetric blenders. It’s compatible with all AEC blenders and HydReclaim blenders (though the latter may need a software upgrade).
AEC also showed a new Allen-Bradley touchscreen PLC controller for its OL loss-in-weight blenders. It has color graphics and animation, Ethernet communications, wireless internet accessibility, and exclusive error-checking software. A Siemens PLC with similar functionality will be available soon.
Colortronic’s new GH-I inventory management system uses an Allen-Bradley controller to continuously measure and record materials usage. This is a stand-alone solution whose functionality is also contained in the latest controls from Colortronic.
Foremost introduced the FDP-VII Series touchscreen controller for all its batch and continuous weigh blenders. It is more easily customizeable than earlier models.
Maguire offers a new touchscreen controller that boasts wireless connectivity and “lightning-fast” response. It displays plain-English messages instead of coded readouts, and new standard features include Ethernet connectivity, flash memory, and a USB port. A single card allows the blender to communicate with other devices via Profibus, DeviceNet, and other fieldbus protocols. Software updates are now available via e-mail and a USB flash memory drive.
Motan’s GraviNet controls now include new IntelliBlend software that is said to optimize blend accuracy by use of preprogrammed “knowledge” of the best order in which to dose different types of ingredients, as well as self-correction after dosing each component. It also compensates for running short of regrind by upping the amounts of virgin and masterbatch.
Mould-tek’s new XLCP-220.6 multi-blender touchscreen PLC control operates in three modes: high-accuracy (better than 0.5 gram), standard, and high-yield (for maximum throughput). It allows remote monitoring and control by wireless/internet access. It also has flash memory storage and can change recipes and setpoints on the fly.
New from Process Control Corp. is a 5-in. color touchscreen panel for use with all its blenders, feeders, and gravimetric extrusion yield control systems.
New type of feeder
A reportedly unique dosing mechanism was introduced in the past year on the new ScrewDisc gravimetric feeder from Brabender Technologie. Developed for pellets and other free-flowing solids, it has a vertical auger that pulls material down through the hopper throat onto an attached rotating disc. Driven by a servo motor, the auger turns at a steady speed, and the auger flights are always full, ensuring a consistent bulk density. Metering is said to be very uniform onto the disc, which distributes flow over 360° without the pulsation that an auger alone imparts. Two models feed 15 to 1500 lb/hr and 55 to 5500 lb/hr. The feeder is designed for very quick material changes without tools. Up to eight feeders can mount on a common stand.
Brabender also recently introduced a quick-change feature for its FlexWall Plus feeder that allows the hopper, auger, and auger tube to be changed in seconds. Screw modules can be changed from single to twin augers.
Another flexible-wall screw feeder for hard-to-flow solids was introduced by Colortronic. Its C-Flex M has a removable quick-change hopper.
Colortronic also came out with the stainless-steel CD 70S single-screw feeder. Its gears are said to be “maintenance-free” and the screw can be removed quickly from the rear without tools. Control is volumetric or gravimetric. Feed rate is 1 to 1000 liter/hr.
Colortronic offers the new GH-F gravimetric control for feeding additives directly at the extruder throat. It uses Allen-Bradley hardware.
New from AEC is the redesigned TFH600 fluff feeder for edge trim and roll scrap. Its two-stage design mixes the fluff with virgin above the extruder throat. The redesign is said to reduce maintenance time and cost and make cleanout easier. Users also have more flexibility in placing the virgin resin inlet.
Small additive feeders were much in evidence at the show. As reported in May, Comet Automation introduced what it says is the industry’s first all-stainless color feeder, said to allow quicker cleanout and more uptime. The Color Xpert has an auger driven by a high-resolution stepper motor.
At least two firms showed new additive feeders that use a rotating hollow tube for pulsation-free dosing. Conair’s new TrueFeed is gravimetric and thereby self-calibrating. Starting at $3495, it costs less than 25% more than the company’s older BFH volumetric feeders.
AutoLoad, a unit of Universal Dynamics, also introduced economical “augerless” rotating-tube feeders. As reported in April, the On-Spec OS-1 is a volumetric version ($1895) and the OS-B a gravimetric model ($4495). UnaDyn itself offers higher-end versions of these feeders with more sophisticated controls.
Process Control Corp. has a new AFV Series of volumetric additive feeders aimed at injection molders. They can feed as little as 0.5 lb/hr, though larger models can go to 3500 lb/hr.
The company also came out with a gravimetric liquid feeder. It uses a peristaltic pump to continuously spray liquid color or other additive onto a column of pellets heading down to the machine throat.
K-Tron showed an improved version of its MT12 micro-ingredient feeder with auger and stepper motor to meter trace additives that often are preblended before compounding because they are difficult to feed accurately on-line. It handles 20 to 2000 g/hr in volumetric or gravimetric modes. The hopper and bottom agitator have been modified for improved flow.
Also new is the K-Tron Colormax B175 Micro Feeder for injection molders and single-screw extruders, which doses from a few granules or pellets at a time up to 6.6 lb/hr. This lightweight aluminum feeder uses a simple induced-flow rotating cone and a new CVC controller.
On the larger end of the range, the new K-Tron Colormax volumetric Posimax B350 feeder handles up to 2750 lb/hr. This screwless model uses the same positive-displacement mechanism as K-Tron’s Bulk Solids Pump (BSP) feeders, which are said to be unusually easy to clean. It joins the B200 model for up to 220 lb/hr.
As reported in April, K-Tron expanded its BSP line with two new models, the BSP-153 (similar to the Posimax 350) and the BSP-150 P, offering feed rates up to 9500 lb/hr.
K-Tron also introduced the K-Vision operator control panel, and color touchscreen capable of “quad-screen” display of multiple pages on one feeder or a single page on multiple feeders. This mid-level device also shows trend graphs, total throughput, remaining hopper inventory, and set vs. actual mass flow. It can control up to 16 feeders in a single process line (the previous model handled eight). It is OPC compliant for compatibility with PLCs and many other devices and supports Ethernet and fieldbus communications.
Eriez Magnetics showed its smallest vibratory feeder, the new model 6C. It has electromagnetic drive and feed trays 1 to 2 in. wide and 8 to 12 in. long.
Load ’em up
Hopper loaders were another big category of new entries at NPE. Evidence of the potential for low-cost Asian equipment to compete here was shown by AutoLoad, which is offering the Model SAL-6U-C self-contained loader from Shini of Taiwan. Priced at $950, this “ultra-quiet” unit comes with a stainless 6-liter hopper, automatic filter cleaning, throughput up to 450 lb/hr, and 1-year warranty.
Parent company UnaDyn brought out the LS Series 95B self-contained vacuum loader with Shop-Vac brushless motor (5 to 25 hp) that reduces maintenance. It’s said to be quieter than earlier models. This all-stainless model costs $2850, very close to the price of mild steel. Capacity is up to 950 lb/hr.
Other news in self-contained motor loaders includes Matsui’s new “mini central” Jet Loader that can fill six hoppers and costs less than past models that served only four hoppers. It has a digital timer and improved cyclone separator option that needs less frequent cleaning. Receivers have been redesigned with a sight glass for a level sensor in place of the former breakable glass tube, as well as larger openings to provide easier flow of regrind.
In addition, Matsui’s Aero-Power hopper, which loads and blends two materials and removes dust, now comes in more sizes—from 3 to 40 liters (the largest holding about 50 lb).
Stainless-steel SSL and SSIL Series loaders are new products for Sterling. Modular design makes it easy to reconfigure them. Hoppers hold 0.1 to 6 ft3 and throughputs run up to 1700 lb/hr. SSIL models have a Pyrex sight glass with level sensor.
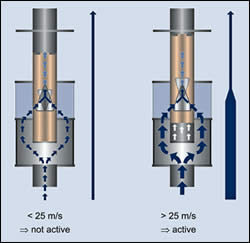
Motan’s Metro loaders have a new feature called Metro FC (Flow Control). It reduces wear on conveying lines and generation of streamers and angel hair by controlling conveying speeds. This self-regulating, variable-orifice mechanism mounted near the blower bleeds off any excess air (such as during purge cycles) so as to maintain a uniform conveying speed over long and short distances. The device needs no external power, since the orifice is opened by the conveying air flow and closed by the countervailing force of gravity.
Mould-tek updated its Silhouette Series of self-contained loaders. These stainless units costs $1250 and handle 1100 lb/hr.
Wittmann has three new series of self-contained motor loaders. As reported in May, the stainless Feedmax IMX 200 and 300 series convey up to 400 and 800 lb/hr, respectively. The company also redesigned its Model 2606 JIT (just-in-time) loader with a reusable filter consisting of a stainless-steel screen that is said to be easy to clean and to allow higher airflow than other filter media. An improved venturi nozzle design is said make the pick-up wand work more efficiently and convey more consistently. The loader is built of mild steel with a glass-tube center section (direct-mount 2006 version eliminates the tube).
Self-contained compressed-air venturi loaders in four sizes (up to 800 lb/hr) make up the new LC Series for molders from Process Control Corp. They come standard with a level sensor and clear outlet tube.
In vacuum receivers for central systems, Premier Pneumatics came out with the low-profile Model 2420 PVC compound receiver, which has large filter area to handle fine powders.
Mould-tek’s new vacuum receivers (0.33 to 2 ft3) are all-stainless instead of aluminum have single or dual valves mounted externally (rather than internally as before). The units have modular sections for easy expansion and provide easy access for filter cleaning.
New from Sterling are SSR vacuum receivers of stainless steel in 3 and 6 ft3 capacities. SSI models with sight glass have hoppers of 0.1 to 0.4 ft3.
K-Tron’s PCS batch weigh vacuum receiver is designed for multi-material batching from remote storage into a common weigh vessel (mixer or bulk bin) by a single vacuum source. Already successful in England, the unit was introduced to the U.S. at NPE. It combines a receiver and a weighing system to batch up to eight materials for a total of 44 to 3300 lb/batch.
Among miscellaneous other conveying components, UnaDyn introduced the Power Max-X Series vacuum pumps (5 to 25 hp), described as smaller and quieter than competing units. Its sound enclosure keeps noise below 85 dB and less than 80 dB for the smallest models. A belt guard enhances operator safety.
The latest from Pelletron is a ball diverter valve said to be the first that can be used in three directions. Modular design permits outlets at 45°, 90°, and 135°. It provides airtight powder conveying.
New conveying controls
“Simple but sophisticated” is the theme in conveying controls. Color touchscreens, distributed control, and Ethernet, fieldbus, internet, and wireless communications simplify installation and use of multi-station controls for materials handling. For example, Schenck AccuRate has upgraded its DG-2000 Group Manager with high-speed Ethernet communications between feeders and the host computer. The touchscreen interface can control 16 feeders, solids flow meters, and pumps. DG-2000 is run by the new CP-3 industrial PC. Based on Windows XP, it has two compact flash memory modules in place of a less reliable hard drive.
A range of new distributed I/O systems, both large and small, were shown by AEC. Its VacTrac 24/128 system can control 24 vacuum pumps, 128 loading stations, and 128 purge valves from one location with DeviceNet distributed network and Allen-Bradley PLC with 10-in. color touchscreen. The systems minimize wire runs for easy expansion and permit “hot-swapping” of components without downtime. The system can also save users money by allowing up to six pumps to share a manifold line. AEC, which is aiming this system particularly at blender installations, notes that one distributed I/O block can handle four hoppers, while previous systems required one I/O block per hopper.
AEC also introduced a medium-sized controller for injection molders, the VacTrac 10/80 distributed I/O system, which handles up to 10 vacuum pumps, 80 loaders, and 80 purge valves. It also has an Allen-Bradley PLC with 10-in. color touchscreen. It can control two hoppers per I/O block, such as two machines or one receiver with an extra feature such as a slide gate or compressed-air blowback.
AEC also offers smaller local I/O controllers with capacities down to 1 pump/four stations. The newest is the VacTrac 8/60 controller for eight pumps and 60 stations.
Conair’s new ControlWorks plantwide system monitors and controls blenders, loaders, dryers, chillers, and robots from a central location. This Ethernet-based “portal to the process” costs less than $5000. It uses ModBus or Allen-Bradley network protocols and is web-enabled so users can view process data, alarms, control screens, materials usage, and diagnostics remotely, even on a wireless PDA.
Also new is the IL-64 material-handling controller, which Conair describes as “mid-range” in price and function. It supports 32 loaders, 10 active pumps, and two backup pumps, but it can be expanded to 64 loaders and features such as ratio loading, reverse conveying for regrind recovery, fill-level sensing, and line purging can be added. It uses an Allen-Bradley PLC with 6.5-in. color touchscreen.
Motan introduced to the U.S. this year its MetroNet plantwide conveying control system. Based on a Siemens S7 control and small, icon-driven color touchscreen Webpanels at each station, the Ethernet network can support an unlimited number of conveying lines and loading stations. Wireless and internet communication are available. It is an open-architecture system based on Windows CE.net. One new feature is the ability to link Motan’s MetroNet conveying network, LuxorNet dryer network, and GraviNet blender network. Each Webpanel can monitor and operate any networked device throughout the plant.
Mould-tek’s new Excel Series XLCP-220 PLC controls with 6-in. color touchscreen can handle unlimited numbers of blenders, loaders, and pumps. They have a built-in web server that allows remote and wireless access, as well as recipe storage in flash memory. Distributed I/O makes the system flexible and easily expandable. Any station can be removed, transferred, and reconnected at any time.
Two new Ethernet control systems were introduced by Walton/Stout. Both use an “off-the-shelf” PLC and touchscreen with wireless access capability. The W/S Matrix Model 16x4 batch conveying sequence controller handles up to four vacuum pumps and 16 receivers.
The company’s new Vision 2 x 4 railcar unloading controller can be used with separate vacuum and pressure blowers or a single vacuum/pressure blower. It serves up to four silos (a fifth is optional). The system controls and displays vacuum, pressure, and timer settings as well as silo level and status of silo bin vents, pumps, blowers, and airlocks.
Wittmann has expanded its M7 control system to connect to other devices using the OPC open standard protocol. The M7 links a central controller and up to 240 networked dryers, loaders, blowers, filters, and valves with a CAN-bus data-interface cable. Wittmann chose OPC because it is already supported by PLC makers worldwide and by a variety of other automation equipment. This connection permits data exchange between the central materials-handling system and a company’s ERP system.

Related Content
PiovanGroup Announces Transition In Leadership In North America
John Erkert ascends to Regional CEO position for North America as industry veteran Kirk Winstead retires.
Read More
Cut Loading Time Through Direct Charge Blending
Direct charge blender loading, a vacuum-powered automation process, can dramatically improve loading time and reduce material costs. In this article, we address ten common questions to help you determine if the systems are right for your facility.
Read More
Conair Names New Head of Customer Care
Jared Helfrich to direct the efforts of the machine builder’s growing customer care group, combining its existing parts and service and repair organization with a new range of fast-growing customer services.
Read More
Five Quick Steps Toward Better Blending
Rising costs of resins and additives, along with higher demands for quality and use of regrind, place a premium on proficient blending. Here are some steps to get you there.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More