
Powder Injection Molding Helps PTI Thrive in Specialties
“We like challenges. We like to do things that other people are scared to do.”


Metal-powder injection molding (MIM) parts for firearms, military and aerospace components, and surgical instruments are a growing share of PTI’s business.

Seven of 24 presses at PTI are dedicated to MIM but they account for 50% of its revenue.
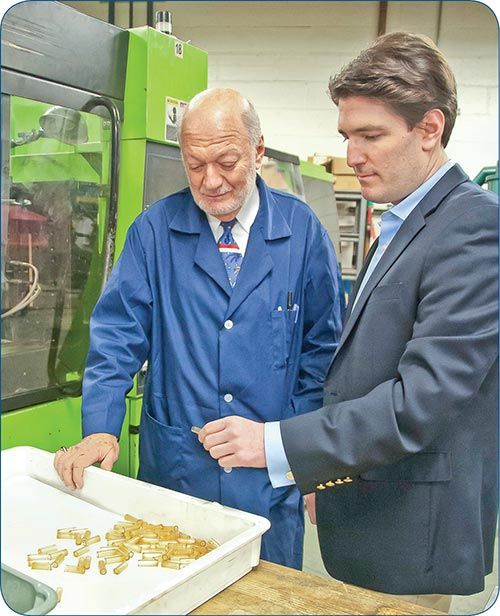
Specialty plastics molding at PTI includes an R&D project for the U.S. Army, molding machine-gun cartridges of Radel polyphenylsulfone (PPSU) as a lightweight replacement for brass. Left: Melvyn Goldenberg, PTI founder, chairman, and chief technology officer. Right: PTI president Neal Goldenberg.

Another tricky molding job is these nylon 66 chaff tubes for military aircraft. They contain 43% glass fiber, and have critical requirements for ultimate glass length and orientation in the molded parts. The end caps are also glass-filled nylon.

These nylon cases for oilfield sensors contain metal-coated glass fibers for electromagnetic shielding.

Neal Goldenberg says PTI can mold, debind, sinter, and finish-machine its own MIM parts; or it can perform toll debinding and sintering for other molders.

Mel Goldenberg stands next to an automated “pusher” furnace for sintering MIM parts. It operates at 1500 to 1600 C with a hydrogen atmosphere. (Escaping gas is flared at the ends of the tunnel.)

While the “pusher” sintering furnace operates continuously on long runs, this batch furnace is more flexible for short runs.

Tiny MIM parts for the tip of an endoscopic surgical instrument. These parts will shrink another 18-20% after sintering.

As part of its strategy to be a “one-stop shop,” PTI recently acquired Polmold, a nearby moldmaker founded by Henry Marzec, who will continue to manage it as a separate unit.

In-house compounding capacity, Ph.D.-level engineers, and a well-equipped testing and metrology lab are strategic assets for PTI’s specialty molding business.
Operations v.p. Steve Sesny shows off one of the new setup carts—part of PTI's lean manufacturing efforts—that help cut setup times dramatically.


“We like challenges. We like to do things that other people are scared to do.” Whether it’s tight-tolerance injection molding of high-performance plastics like PEEK or PPSU, metal-powder molding of micro parts the size of a fingernail clipping, or injecting 30-lb valve components of CPVC—Polymer Technologies, Inc. in Clifton, N.J., does a lot of things that other molders could not or would not touch. Adds PTI president Neal Goldenberg, “If there’s a material out there, no matter how difficult, we’ve probably molded it.”
Specializing in medical/surgical, military, and aerospace markets, PTI (polymertechnologies.com) is an interesting lesson in how a small, family-owned custom molder can survive and thrive in today’s ultra-competitive, globalized market. It’s a lesson that even larger companies might learn from.


“The key is knowing who you are as a business in this global battleground,” says Goldenberg. “Our strength is understanding what types of materials perform in aggressive environments—on the military battlefield, in the surgical theater, or at 30,000 ft in the air. Our niche is handling expensive, tough-to-work materials—understanding how to process them while minimizing waste.”
PTI helps many clients at the R&D stage, where they need guidance in choosing and evaluating materials, as well as in part design. He adds, “My goal is not to be the low bidder, but to convey the value proposition we bring to customers.”
PTI has thrived with this philosophy. After steady 5-6% annual growth for the last five years, it experienced only a small dip in the last recession and scored double-digit growth last year. It has steadily expanded its markets and technical resources through acquisitions, and just in February closed on the purchase of a nearby moldmaker. It’s all part of PTI’s strategic vision to be a “one-stop shop.”
STRENGTH IN MATERIALS KNOW-HOW
PTI’s not-so-secret weapon is its founder, chairman, and chief technology officer, Melvyn Goldenberg, Neal’s father. He was trained as an organic chemist, so he brings a scientific understanding of materials structure and behavior that few injection molding firms can match. On occasion, he even develops new material formulations for a job, using 38-mm and 70-mm Leistritz twinscrew compounding extruders.
Mel Goldenberg, now 70, started his plastics career in the 1960s at Mattel. He later joined Proll Molding Corp. in New Jersey, where he became chief of engineering. While there, he began consulting on the side, “helping people who were using the wrong material or not processing it right, because we understood things they didn’t, like stress analysis and birefringence.”
Mel started up PTI 1987 in Bloomfield, N.J., with two injection machines. Initially, his business was testing and debugging others’ tools, and making samples and developing process profiles for customers. Swimming-pool parts were PTI’s first big success, using flexible PVC and then CPVC, a heat-sensitive material that, if not processed correctly, degrades and gives off corrosive gases. Neal recalls one day when he was a teenager: “I came into the plant when they were molding CPVC, and I asked, ‘What’s that godawful smell?’ Dad replied, ‘That’s the smell of money.’”
PTI moved to a 45,000-ft² plant in Clifton in 1989 with 10 injection machines, and to its present 150,000-ft² location in 2004. PTI now has 24 presses of 38 to 650 tons and employs 70, including three Ph.D.-level engineers. It operates a 24-hr, six-day week.
Neal Goldenberg, who majored in finance and has an MBA in entrepreneurship and operations management, started working in his father’s plant as a teenager during summers and spring break. “My friends were in Cancun, and I was here measuring little end-cap parts.” After getting his first job at another firm (at his father’s insistence), Neal joined PTI officially in 1997 and became president last year.
MOLDING HIGH-TECH PLASTICS
PTI specializes in molding high-end thermoplastics such as PEEK, PEK, polyphenylsulfone (PPSU), polyetherimide (PEI), PPA, and PPS, as well as fluoropolymers like PVDF and PTFE. It also molds CPVC and medical-grade acrylic and PLA biopolymer for implants. As for everyday plastics, PTI molds a lot of nylon and even some HDPE for medical packaging.
Examples of some of the high-tech applications molded at PTI include a carbon-filled PPSU propulsion component for an aerial drone, and a box for an oilfield sensor made of nylon with metal-coated glass fibers for electromagnetic shielding. An R&D project for the U.S. Army involves molding cartridge shells for a lightweight machine gun out of Solvay’s Radel PPSU to replace brass and save weight. The difficulty with this part is the requirement to hold 0.003-in. concentricity. “We had to find a better way to hold the core in the mold,” Mel observes. PTI is also funded by Picatinnny Arsenal to convert the M249 ammunition drum from its current HDPE to a plastic with sound-absorbing properties to reduce the noise of cartridges rattling around in the magazine.
PTI claims the title of world’s largest producer of plastic components for chaff and flare missile-decoy countermeasure systems for aircraft. These include “chaff tubes” and end caps of glass-filled nylon 66, as well as pistons of clear PC. The tube is a demanding job: Molded of 43% glass-filled nylon with a special acrylic-modified rubber, the tube is 6 in. long x 50 mils thick. “We must preserve the glass length and its orientation to achieve the required physical properties,” Neal notes.
“We do a lot of overmolding over metal,” he adds. Applications like knee and hip replacements, surgical handles, pacemaker components, and fluid manifolds and control valves involve molding PEEK, PPSU, acrylic, or glass-filled nylon over cobalt-chrome alloy, titanium, brass, and aluminum. The firm is developing programming for a small six-axis robot to load and unload hot metal inserts and overmolded parts.
PTI molds mostly small parts: “The paperwork sometimes weighs more than the parts,” Neal says, “with all the certifications and traceability documentation.” But then there is also that 30-lb CPVC valve, molded on a 600-ton press.
METAL POWDER MOLDING: ‘A NEW WORLD’
An important avenue for growth at PTI is the emerging field of powder injection molding (PIM). Compounds of 80-90% by weight of fine-particle metal or ceramic powder together with a small amount of thermoplastic binder are molded and then subjected to a “debinding” process and then to sintering of the metal or ceramic powder. PTI is already well established in metal injection molding (MIM) and is making its first steps into ceramic injection molding (CIM).
MIM, in particular, is attracting growing interest from molders, owing to its above-average profitability. The attraction to customers is the ability to produce complex shapes in metal without a lot of expensive machining steps. It is also possible to mold and sinter refractory metals, like tungsten or molybdenum alloys, that are not castable. CIM has similar benefits, especially the minimization of machining steps, which cause high wear on cutting tools.
PTI is enjoying success with MIM in firearm components, military parts like ordnance fuses, surgical instruments, and high-temperature engine components for aerospace. MIM was 40% of PTI’s business last year and will be 50% this year. Neal sees PIM overall as continuing to grow in importance for the company. It fits into his “one-stop shop” concept: “For the customer, MIM means significant vendor consolidation. For one client, we replace his need for a machine shop, casting house, and laser welder. This cuts down on lead times, logistical challenges, and the ‘finger-pointing’ that sometimes occurs when a client has multiple subcontractors that have to work together.”
PTI got involved with MIM in the mid-1990s. “We did a lot of work for Allied-Signal (later Honeywell),” recalls Mel Goldenberg. “First, we beta-tested their MIM compounds and later molded commercial parts for them and then did sintering, too. So we saw the value in this technology.”
Ultimately, PTI bought the MIM business from Honeywell, which included equipment and key technical personnel. Today, PTI has seven injection machines dedicated to MIM in sizes up to 150 tons. These are mostly Arburgs and Engels, including the newest press, a 38-ton Arburg. There’s not much that’s fundamentally different about the machines, except for the barrel and screw design. In addition, molds must be built of highly wear-resistant materials, especially for CIM applications.
PTI has two kinds of sintering furnaces. A long, automated, “pusher” furnace runs continuously for high-volume jobs. The manually loaded batch furnace is more versatile and offers more flexibility for short runs and specialty aerospace metals like titanium, Hastelloy-X, and Inconel.
Some molders, recognizing the value MIM can offer their customes, are seeking to enter the MIM business just at the molding stage, since debinding and sintering equipment can cost millions and require specialized knowledge to operate properly. “We’re happy to do toll debinding and sintering for other molders,” says Neal. “We have even set others up with their own MIM capability as turnkey projects on a consulting basis.”
In addition, PTI makes its own MIM feedstock on the Leistritz twin-screws or (for smaller batches) in a pair of sigma blenders. Small batches are a good way to “dial in” the proper shrinkage on a new tool, which is a function of metal-powder loading vs. binder ratio.
The firm uses multiple binder systems, depending on the application. It can choose a system for thermal, catalytic, solvent, or aqueous debinding, depending on the job’s requirements for flow, corrosion resistance, “green strength” (after molding, before debinding), or “brown strength” (after debinding, before sintering). PTI regrinds and remolds green material from startup parts and runners.
There are a lot of ins and outs to the MIM process. For example, two separately molded parts can be co-sintered—assembled and fused together in the sintering furnace—to form a finished assembly. “That can save a lot in expensive tooling or make possible geometries that otherwise could not be molded,” Neal comments.
In general, he adds, “You don’t want to try to do too much in the tool with MIM. For example, it’s much less expensive to machine a thread into a sintered MIM part than to mold it in.” PTI uses MasterCAM software for finish machining of MIM parts in its multi-axis CNC machines. In the case of one circular part, it was necessary to hold the ID and OD within tenths of a mil. Given the substantial shrinkage that occurs during debinding and sintering, it made more sense to grind that dimension at the end of the production process.
There can be other steps after sintering: coining a metal part for straightness or roundness, or hot isostatic pressing (HIP) for additional densification.
“MIM is a different world,” Neal says. “There are so many secondary steps. You have to build a knowledge base of what can happen at every step. If you don’t have your process in control, you won’t discover that you even have a problem until after sintering, when there’s no going back.”
MIM has its own rules, he adds. For example, “No sharp corners in MIM.” And the material itself takes time to understand. Mel’s dictum is: “There’s one constant in MIM: Every part is different.”
In sum, the Goldenbergs agree that MIM business may be more profitable, but there major barriers to entry: “It’s expensive to get into this market. Maintenance of equipment is also expensive. Most of all, you need the right people who know how it works.” PTI leaped that last hurdle when it acquired Honeywell’s MIM engineers, like Steve Sesny, v.p. of operations at PTI, and Dr. Jerry LaSalle, v.p. of technology and engineering.
“MIM started to become popular about 15 to 20 years ago. Since then, nearly every company in it then has been bought and sold at least once,” Neal points out. “We’re about the only one still under the same ownership.”
NEXT: CERAMIC POWDER MOLDING
From MIM to CIM is “a natural evolution,” says Neal. “We started dabbling in it four or five years ago. CIM is really in its infancy, like where MIM was 10 to 20 years ago.”
He sees a good fit for CIM in surgical and dental instruments, optics, fluid control, and semiconductor manufacturing. Ceramic materials are very hard, wear resistant, inert (biocompatible), and good electrical and thermal insulators.
PTI is working with alumina and zirconia formulations and is looking into “exotics” like silicon carbide. The skills needed for molding, debinding, and sintering are basically similar to those for MIM: “Same church, different pew,” as Neal puts it. Shrinkages are much higher than in MIM, and the material is even more abrasive—“It’s like sandblasting everytime you send it through a gate.”
Similar to PTI’s approach with MIM, it leapfrogged the learning curve by purchasing binder technology from an independent CIM specialist, who now works with PTI as a consultant.
MOVE TO IN-HOUSE MOLDMAKING
PTI’s recent purchase of Polmold, a moldmaker located just a five-minute drive away in Wallington, N.J., is another step toward the one-stop shop. “Can a molder exist today without a mold shop as a partner?” asks Neal rhetorically. “It’s about gaining more control over scheduling and speed to market,” says Neal. “It will help with faster accommodation of design changes from the customer. You lose opportunity cost when a mold is not running.”
Polmold was started by Henry Marzec and his wife in 1989. It specialized in medical molds, such as for PEEK implants, as well as electronics, MIM parts, and complex shapes with moving slides and cores and tight tolerances. It occupies 12,000 ft² with six employees plus wire and sinker EDMs, four CNC machining centers, a CNC grinder, and over a dozen other machines. The firm also uses SurfCAM, AutoCAD, and SolidWorks software tools.
PTI was one of Polmold’s first customers and has worked with the firm ever since to build and repair PTI’s tools. Now, PTI will relocate the operation to 12,000 ft² in the PTI building. It will operate as a separate unit of the company with Marzec as general manager and will continue to serve its outside customers and possibly bring in new work, though PTI is expected to provide 90% of its business. PTI will retain its own 10,000-ft2 tool shop for repairs, maintenance, design, Moldflow simulation, and QC inspection.
Even with this added in-house toolmaking capability, Neal says, “We will still need outside mold shops, who have done a job before and have the right machines for certain tasks. Certain shops
specialize in certain geometries and we are happy with the relationships we have built up over the years.”
Mel Goldenberg sees this as a good time to have one’s own toolmaking capability, despite the lure, for some customers, of low-cost toolmakers overseas. “We have been pleased to see a strong resurgence of tooling work being done here in the U.S.,” he says. “Much of this is due to the realization that the cost savings from work done overseas in places such as China didn’t pan out the way people had hoped it would, when variables such as lost time and additional costs of rework were not a part of the original equation. And given the size of some of the tooling, transportation and import fees can make outsourcing very cost-prohibitive.”
Neal says PTI’s own experience with Chinese-built tooling a few years ago confirmed the adage that “cheap is expensive in the long run.” The number one concern, he says, is the materials of which the tool is made—“mystery metal.” He explains, “It doesn’t matter what it says on the side of the mold plate when the material does not behave as expected in terms of wear, heat treatment, or weldability.”
Then there are issues with delivery time—month-long shutdowns for Chinese New Year, for example—and language barriers, and issues that can arise anytime two parties must communicate technical matters over long distances rather than face to face.
Some customers, Neal says, have had molds built in China with the full expectation that, after an initial tryout in their plants, the tools would need to be sent out to Polmold for rework. “They built that into their costs.”
COMPETITIVE STRATEGIES
Although having many aerospace and defense clients insulates PTI somewhat from foreign competition, the firm recognizes the need for continuous improvement to stay competitive. For example, PTI received a $40,000 grant from the New Jersey Manufacturing Extension Program for training the staff in lean manufacturing principles and techniques.
As explained by operations v.p. Steve Sesny (who had Six Sigma Black Belt training at Honeywell), a consultant visited PTI to teach “value-stream mapping”—a method of minimizing the number of steps in a process. “We found that a process could be cut from 28 steps to six steps and its cycle time reduced from 15 days to two days, just by focusing on the reduction of NVA (non-value-added) time.”
One result of the training was the introduction of setup carts with all the tools needed for a mold setup in drawers with “shadow boards”—foam cutouts ensuring that each tool is returned to the correct place. In at least one case, this helped reduce mold setup time from 2.5 hours to 21 minutes.
Servicing highly quality-oriented clients, PTI is certified to ISO9001:2008 and complies with the ISO13485 medical quality standard. It also received SAE AS9100B aerospace quality certification in 2007 and again in 2011.
For a custom molder, PTI maintains an unusually well equipped lab, with notched Izod tester, Instron tensile tester, moisture analyzer, temperature chamber for conditioning samples, a furnace to test for carbon (binder) content of MIM parts, Rockwell hardness tester, and several advanced inspection devices. These include optical comparators, optical CMM, automatic touch-probe CMM, a microtome to slice and mount sections of MIM parts, and a digital photomicroscope to inspect MIM grain structures.
In one respect, however, PTI appears to break the rules followed by advanced molders. Though some of its molding presses are as new as 2011 vintage, most are over 10 years old. The oldest is a 1989 HPM 600-tonner.
So how does PTI mold with tight tolerances on older machines? Neal answers that the presses are lovingly maintained. “We have a strong preventive maintenance program. You can’t pay enough for a good maintenance staff.” He adds that PTI does a lot of short runs, so these machines have clocked relatively few running hours for their age.
But aren’t older presses slower than new ones? “We’re not in the business of running high-cavitation molds pumping out commodity parts. Saving 2 seconds of cycle time is not our niche,” Neal replies.
And what about energy usage—aren’t newer machines more efficient? “We have been discussing this. Electricity in New Jersey isn’t cheap,” Neal acknowledges. That’s why he traveled to Germany last month to investigate all-electric and hybrid presses.
But apart from all its technical expertise, what is fundamental to PTI’s business is good relationships with established clients. “We help them out in ways that go beyond what we were hired to do,” Neal says. “For example, a customer was buying the same part from us and from another molder. But the other molder’s parts were failing. Since the customer was under critical time pressure, it asked us to help the other molder solve its problem. We did so, and the customer never forgot it.”
Mel Goldenberg adds, “I never considered this a molding company. We do so many things and we are happy to do as little or as much as our customers want us to.”








Related Content

Injection Molder Bases Company Culture on Employee Empowerment
After more than two decades in the industry, Rodney Davenport was given the opportunity to create an injection molding operation in his own vision, and — in keeping with the product he was making — to do so from the ground up.
Read More
Inside the Florida Recycler Taking on NPE’s 100% Scrap Reuse Goal
Hundreds of tons of demonstration products will be created this week. Commercial Plastics Recycling is striving to recycle ALL of it.
Read More
Evolving Opportunities for Ambitious Plastics Recycler
St. Joseph Plastics grew from a simple grinding operation and now pursues growing markets in recycled PP, food-grade recycled materials, and customized post-industrial and post-consumer compounds.
Read More
Back in the Family Business
In its 45th year, Precision Molded Plastics has carved out a technology and market niche, growing not just when opportunities arise but when they make sense, after its leader changed careers to keep the family business from changing hands.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More