
Tooling: Off-the-Shelf Conformal Cooling via Standardized Components
Ready-to-order conformally cooled cold-sprue and hot-drop bushings from Milacron’s DME business allow molders to reap the benefits of 3D printed cooling channels in key areas of the tool without the cost of one-off custom analysis, design and fabrication.
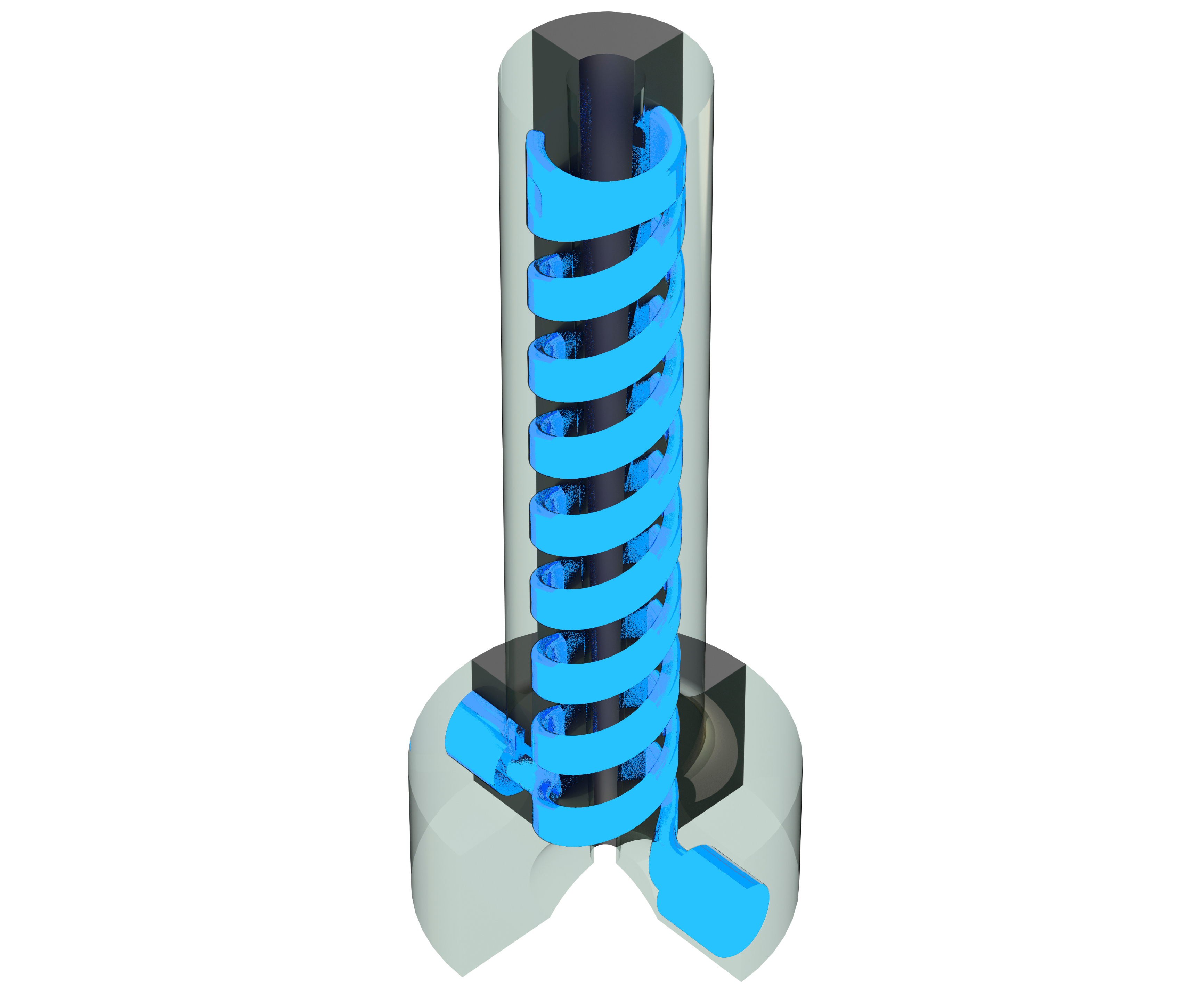
DME TruCool conformally cooled hot-drop bushing.
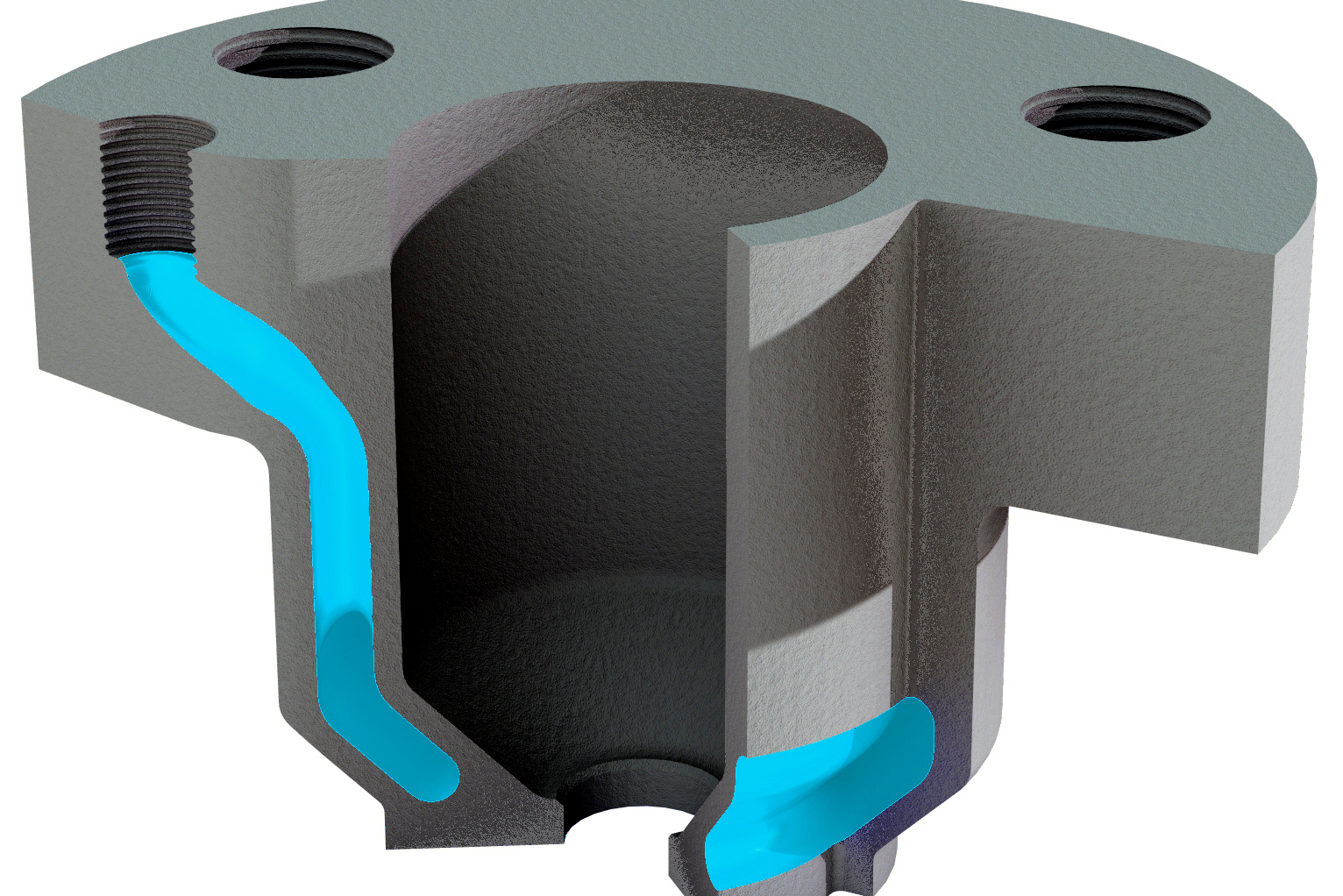
DME TruCool conformally cooled standard cold sprue bushing.

For the past two years, DME, a Milacron brand, has offered custom core and cavity inserts with TruCool conformal cooling, made by the direct metal laser melting (DMLM) 3D printing process. Recently, DME launched standard mold components incorporating conformal cooling technology. DME is starting with standard hot and cold sprue bushings.
David Moore, business development manager for DME, tells Plastics Technology that standardized components with conformal cooling can provide big benefits and lower upfront costs thanks to bulk production. “You don’t have to go through that analysis process; you don’t have to go through a design and trial phase,” Moore says. “It gives molders the freedom to add conformal cooling as a standard component instead of a custom-designed solution.”


DME’s entire B Series of cold sprue bushings with 1-in.-diam. shank will be available with conformal cooling. The components still feature the same external geometry, sprue taper and diameter, allowing them to act as a drop-in replacements for their conventional counterparts. The only difference is the addition of two ports for cooling inlet and the outlet. “They’re pretty much plug and play,” Moore says. “You can pull an old one out and put a new one in.” Molders or moldmakers would need to mill a channel in the back of the cavity block to accommodate the bushing’s water circuit. The bushings are currently printed from MS1 maraging steel, with a stainless version coming soon, and DME is also outfitting its A Series of cold sprue bushings, which have a ¾-in. shank, with conformal cooling channels.
For parts where the sprue’s diameter is the thickest section of the component, conformal cooling at the bushing could reduce cycle times that have been extended to compensate for the sprue. Stringing arising from ejecting too soon can also be eliminated, DME says. And since the sprue can be cooled more quickly, if a tool could benefit from a larger sprue—decreasing the amount of pressure needed to fill the mold—it could be used without impacting the process. Decreasing the amount injection pressure required might enable a mold to be run in a smaller press, Moore notes.
DME is also introducing bushings for hot drops and valve gating that will surround a nozzle tip with conformal cooling for greater control. Bringing cooling very close to the tip for greater control of valve-gate timing and solidification at the nozzle reportedly can help prevent gate blush and splay, as well as stringing. Made from H13 steel, the bushings have a few different options for face design and water-channel connections. The bushing can protrude through for maximum cooling, which would leave a witness mark; or a portion of the face can be milled off entirely so that the bushing is completely recessed.
To accommodate different drop-bore diameters, the center hole is smaller, allowing a molder to machine that opening to match the existing system. “This would work for a variety of different diameters and gating scenarios,” Moore says.
There are two versions of the hot-drop bushing: one shallow and one with a deeper draw. Moore says the versatility of the center bore diameter means it can be milled once it’s inserted in the tool to match the customer’s drop configuration is. Up next for the hot bushing line will be a larger diameter version. DME is also working on other conformally cooled standard components, including core pins.












Related Content

Back to Basics on Mold Venting (Part 2: Shape, Dimensions, Details)
Here’s how to get the most out of your stationary mold vents.
Read More
System Offers 'Lights Out' Mold-Channel Cleaning & Diagnostics
New system automatically cleans mold-cooling lines—including conformal channels—removing rust and calcium, among other deposits, while simultaneously testing for leaks, measuring flow rate and applying rust inhibitor.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read More
Where and How to Vent Injection Molds: Part 3
Questioning several “rules of thumb” about venting injection molds.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More