
Air/Water Cooling Die Doubles Output of PE Pipe
A new high-output extrusion die for large HDPE or PP pipe (110 to 2000 mm OD) combines water-cooling of the melt before it leaves the die with air cooling inside the pipe.



Water-cooled Kryos die lowers melt temperature and air-cools the inside of the pipe, so the extrudate needs only half as much downstream cooling.

Sucking plant air back through the pipe via a hole in the middle of the Kryos die helps increase output by 35% to 40%.

Kryosys spray tanks are spaced 4 to 6 ft apart to balance internal air and external water cooling, but the pipe doesn’t sag.
A new high-output extrusion die for large HDPE or PP pipe (110 to 2000 mm OD) combines water-cooling of the melt before it leaves the die with air cooling inside the pipe. The combination can either double pipe output or reduce downstream cooling length by half, says Cincinnati Extrusion GmbH in Austria, which demonstrated its KryoSys line with the new Kryos die for the first time in September. The system produced 400-mm HDPE pipe with 36.4-mm-thick walls at over 2800 lb/hr. Yet total downstream cooling was only 40 meters long, whereas standard extrusion would require 85 meters of cooling at the same output rate.
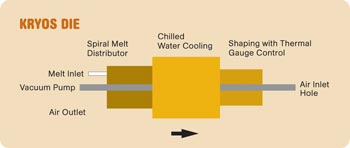
The Kryos die has three parts: melt distribution, melt cooling, and shaping. The cooling and shaping parts have a number of separate chilled-water cooling loops. The large-diameter cooling section in the middle of the die has several chilled-water spirals, which make the die so large that it’s mounted in its own motorized C-clamp to remove it for die changes and cleaning.


The elongated final shaping stage is sectioned lengthwise into segments that have both water-cooling loops and heating for tight temperature control to maintain uniform wall thickness of the pipe. Such die-based gauge control is uncommon in making thick-walled polyolefin pipe, notes Josef Dobrowsky, product manager for pipe at Cincinnati Extrusion. “But at the lower exit temperatures of the Kryos die, this ‘thermal centering’ works.” The die lowers melt temperature so that pipe exits at 320 to 350 F.
INTERNAL AIR COOLING
In addition to water-cooling the melt, the Kryos die sucks ambient air through the cut end of the pipe, back through the hot pipe, and out a hole in the middle of the die. This air flow renews the layer of air next to the inside surface of the pipe, which otherwise heats up and acts as an insulator.
Internal air cooling was developed by a Cincinnati Extrusion customer, Polyplastic Group in Moscow, Russia, which is named as co-inventor of the Kryos die on the patent application. Polyplastic is a large HDPE pipe producer with nine pipe plants and three compounding plants. It spent over three years developing the air-cooling technology and installed it first in production on a 400-mm-diam. die more than two years ago. Polyplastic now has 12 pipe lines running with internal air cooling in dies of 400 to 1200 mm diam. “Air cooling gives 35% to 40% improved output,” notes Miron Gorilovskiy, president and CEO of Polyplastic. Before collaborating with Polyplastic, Cincinnati Extrusion had been developing internal air cooling on its own, but from inside of the die out instead of vice versa, and combined it with water spray, which cooled too much.
One other internal air-cooling technology is known for pipe. It was introduced earlier this year by Inoex GmbH in Germany. As we reported in August, the direction of air flow for Inoex’s Maxflexx die is also the reverse of that in the Kryos die. Maxflexx blows compressed air downstream out of the die, rather than sucking ambient air upstream. Maxflexx reportedly boosts output by 17% to 20% or correspondingly reduces downstream cooling length. So far, it’s offered only for pipe diameters up to 200 mm. Inoex has two systems installed for PP and HDPE pipe.
BIG ENERGY SAVINGS
Cincinnati Extrusion calculates that energy use with its KryoSys line is less than half that for standard pipe extrusion. The Kryos die requires an air suction unit behind the die (drawing 3 kw) and a water chiller for the die (5 kw), but then needs only one 9-meter vacuum calibration tank (10.5 kw) and four 6-meter spray cooling tanks (4 kw each). Cooling-water circulation and heat exchange in all the tanks add another 122 kw, for total energy use of 156.5 kw.
In a standard pipe line, downstream cooling uses one 9-meter and one 6-meter vacuum calibration tank (10.5 kw each) and ten 6-meter spray cooling tanks (4 kw each). Much higher volume of cooling-water circulation and heat exchange takes 320 kw, for total energy use of 381 kw.
Heat removed by KryoSys air cooling can also be easily recycled for further energy savings. Drying and preheating plastic pellets in the hopper, for example, reduces energy consumption at the extruder by another 10%, Cincinnati Extrusion says.
Machine components are arranged slightly differently with KryoSys. The extruder is placed off-center from the die to allow for the air hole and suction unit behind the die. The die then feeds melt via an IRIS 40 spiral distributor at the edge of the die. Downstream spray tanks are spaced 4 to 6 ft apart, so pipe passes through ambient air (without sagging). This balances internal and external cooling. With a Kryos die, the pipe also has to be cut by a swarfless cutter to avoid sucking fines back through the hot pipe and into the suction pump.
QUALITY BENEFITS
Extruding the pipe at a lower temperature and cooling it evenly inside and out reportedly improve pipe quality by reducing residual stress. Adds Polyplastic’s Gorilov-skiy, “Pipe sags much less. Because the temperature gradient is uniform across the wall of the pipe, shrinkage is less and the cut quality improves dramatically. The cut surface has no bending and less thickness difference. That’s a big quality improvement for butt welding because there is no need to trim the pipe during installation to get to pipe wall of even thickness.”
The Kryos die comes in three sizes:
- Kryos 40 with output of 3500 lb/hr for 110- to 630-mm pipe diam.
- Kryos 63 with output of 5280 lb/hr for 250- to 1200-mm pipe.
- Kryos 130 with output of 6600 lb/hr for 630- to 2000-mm pipe. Cincinnati Extrusion is currently developing a Kryos die for PVC pipe as well.
The KryoSys line was demonstrated with a Kryos 40 die and Cincinnati Extrusion Rapidex 1500 high-speed (1500-rpm) PE pipe extruder, which has a large synchronous, permanent-magnet motor from Oswald Electromotoren GmbH in Germany mounted directly on a 60-mm, 37:1 extruder. The first two KryoSys lines went into production this year, both with Rapidex 1500 high-speed extruders.








Related Content

Part 2 Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Simulation can determine whether a die has regions of low shear rate and shear stress on the metal surface where the polymer would ultimately degrade, and can help processors design dies better suited for their projects.
Read More

Making Gains in the Drain Game
AWD blends extrusion and thermoforming technologies with plenty of home-brewed equipment and processes to keep water away from where it isn’t supposed to be.
Read More
Online X-Ray Inspection Boosts Extrusion Quality
Höhle uses Sikora’s x-ray measuring systems for inline quality control of extruded microducts.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More