Aluminum Tooling Answers Hard Questions
Check your preconceptions about aluminum production tooling at Phoenix Proto’s door.

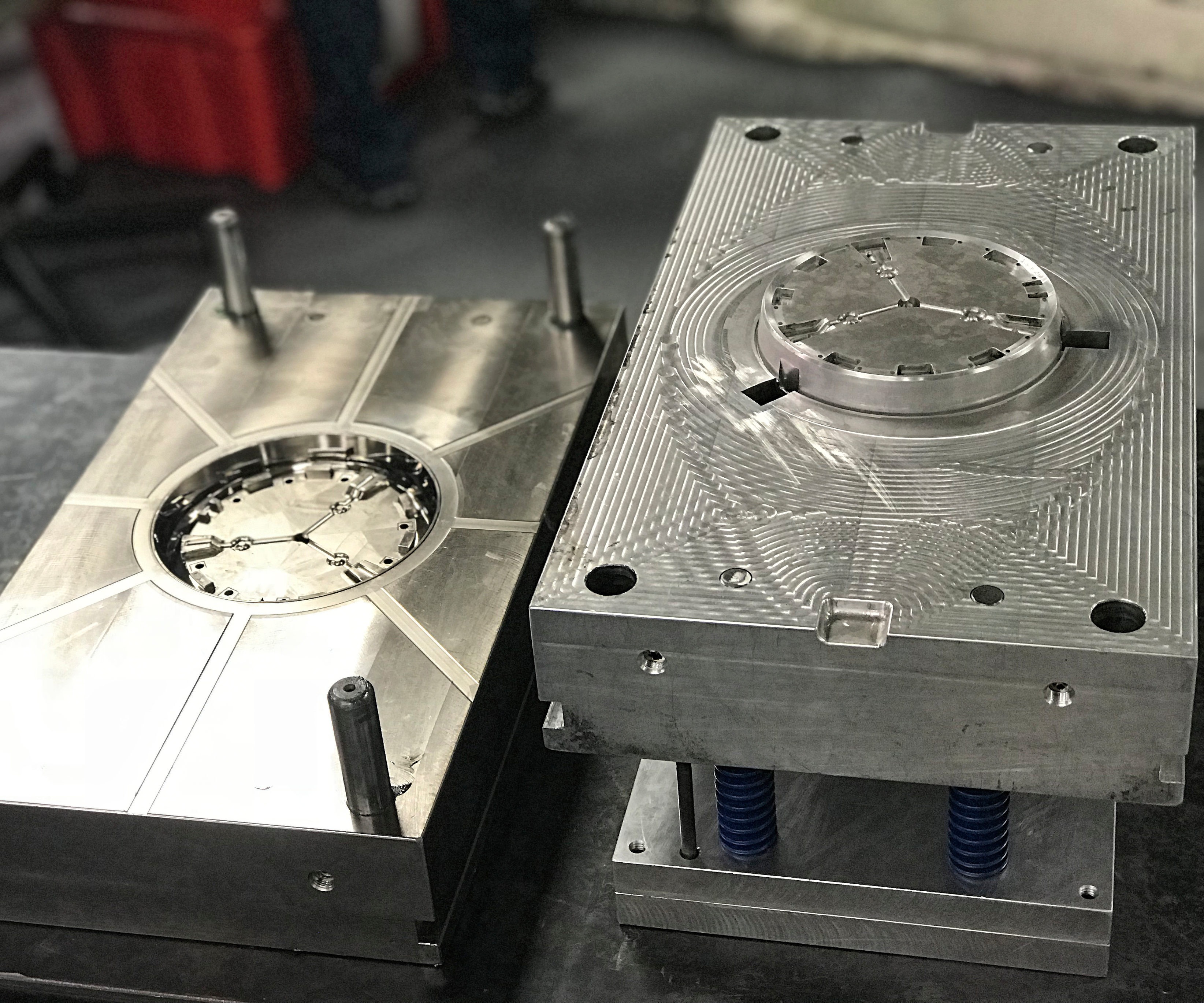
The "a" and "b" sides of an aluminum production tool, with the left side featuring a hard surface coating.

The chrome-plated PC/ABS part made from this hard-coated aluminum tool features a Class A surface finish.


The year 2018 marked four decades in aluminum production tooling for Bob Lammon, CEO of injection molder and moldmaker Phoenix Proto Technologies, Centreville, Mich. Nonetheless, the continued skepticism his company’s core competency arouses yet today is in many ways unchanged from the late 1970s. The hardened-steel tooling crowd has same queries and assumptions.
Can you hit the same tolerances in aluminum that you can in steel? Yes. Is it stable? Yes. Will it move? No. Can you do a revision in aluminum? Yes. Can you weld aluminum? Yes, it laser welds. But you can’t achieve a Class A surface finish in aluminum. Yes, you can. You can’t do side actions. Actually, you can. You can’t run 100,000 parts or 1 million shots. Yes, you can.


“I’ll take a couple briefcases of parts to show customers,” Lammon explains. “A lot of them like to touch and feel and see the parts, and they’re like, ‘Hey, that’s impressive. Did that come off of aluminum?’”
Started in 2008, Phoenix Proto works exclusively in aluminum and always has (except for one brief lapse into tool steel). It runs many of the molds it builds in-house on its seven injection molding machines, which range in clamp force from 55 to 385 tons. Tool production resides in the front of its facility, including seven CNC machining centers, three of which are high-speed with spindles running at up to 42,000 rpm. Tool making is lights out, thanks to an automated pallet system. The bulk of the 40-person staff—28 employees—work in the tooling department, building 300 to 400 molds annually. The remaining 12 staff are occupied with molding and quality. A proposed 20,000-ft2 expansion would give Phoenix room for 15 presses and expand its CNC department.
For a brief time, Phoenix Proto produced some steel tooling, before returning to its wheelhouse in aluminum—a move that pleased employees. “When we were building in steel, and I said, ‘We’re going back to 100% aluminum,’ my employees were like, ‘Yes!,’” Lammon recalls.
Part of aluminum tooling’s appeal for Phoenix Proto employees, and definitely its customers, is the enhanced pace of an aluminum tool manufacturing. “You can build an aluminum tool so much faster,” Lammon says, “and these parts that come off the tool—they look like parts that come off a hardened steel production tool.”
The speed factor derives partially from the relative ease with which aluminum can be machined compared with hardened steel. Spindle speeds and feed rates are higher with aluminum, which also allows cutting in some instances where steel would require EDM, eliminating the time and cost of making an electrode. For tools running harsher plastic materials, or to extend mold life, Phoenix Proto has some aluminum molds hard coated, working with Bales Metal Surface Solutions.
Aluminum tooling doesn’t fit every project, but the number of applications it potentially could fit is significant. “There’s a lot of project life out there that fits 100,000 parts or less,” Lammon says. “Tons of products. Is aluminum a choice for running millions and millions of shots? No—go with hardened steel. But how many companies are out there that want 5000, 25,000, 100,000 parts? Those are prefect for aluminum.”








Related Content

Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
Hot Runners: How to Maintain Heaters, Thermocouples, and Controls
I conclude this three-part examination of real-world problems and solutions involving hot runners by focusing on heaters, thermocouples, and controls. Part 3 of 3.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More