
Automation Eliminates Contamination
Many molders use robots to boost output and repeatability, but SSI also uses them to prevent contamination of critical diagnostic products.

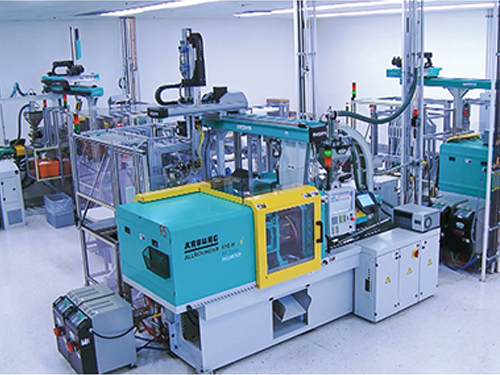
SSI has three automation cells making pipette tips, all built around Arburg injection machines. Developed by Sepro America, the automation is designed to increase molding efficiency and prevent possible DNA contamination.

SSI manufactures pipette tips by the millions for automated DNA extraction. Tips are packaged in trays of 96, which are stacked and packaged for ease of use. One key to SSI’s success is using servo-driven robots and downstream automation supplied by Sepro America.


“We use automation a little bit differently than most injection molders,” says Anthony McCracken, director of operations for Scientific Specialties, Inc. (SSI), Lodi, Calif. “Because our customers are testing for DNA, it is absolutely critical that there is no contamination on the products we manufacture. Where there are people, there is the potential for DNA contamination. Sure, robots don’t get tired and they don’t need to take breaks, so they do contribute to production efficiency. But the really critical thing for SSI is to put a barrier between the molding machines and the operators, and our robots allow us to do that very effectively.”
SSI has worked with Sepro America, Warrendale, Pa., as its sole automation supplier, using Sepro’s servo-driven robots and downstream systems to eliminate the potential for human contamination. Running pipette-tip molds with up to 32 cavities on cycles as short as 8 sec pushes SSI’s production north of several million individual products per day. Running at those rates makes scrap prohibitively expensive.


SSI has 12 Sepro robots, including nine that are installed on machines without downstream automation or with automation developed in-house. SSI operates 46 Arburg and three Negri Bossi injection machines, ranging in size from 50 to 220 tons.
SSI has three automation cells making pipette tips. It first called on Sepro to supply three-axis S5-15 robots. Then, almost three years ago, Sepro designed the first of three post-mold automation systems to work in conjunction with the three-axis systems SSI already had in place.
In operation, the robot’s end-of-arm tooling (EOAT) removes pipette tips from the mold. Because the tips are gripped at the narrow end, opposite the base, but need to go into their racks in the opposite orientation, the EOAT hands the tips off to a second fixture outside the molding machine for reorientation.
This fixture tilts 90° so it can place the tips point-down into a third fixture that shuttles them away from the molding machine and positions them above plastic drop tubes that guide them into their racks in the correct orientation. Each rack holds 96 tips, with a servo drive indexing the racks to receive three sequential drops of 32 tips. Along the way, a camera is used to automatically inspect each pipette tip, automatically removing any that fail.
All the automation cells were assembled at Sepro’s facility outside Pittsburgh and tested prior shipment to SSI in California. McCracken says he has another Sepro cell on order for delivery this month. This newest cell will include some additional features to facilitate quick mold change, since SSI produces pipette tips in several different sizes and wants to reduce changeover times from several hours to “just a few hours or less,” says McCracken.
Founded in 1990 by K.R. Hovatter, and his wife, Robbie, SSI competes in a global and highly competitive market with 100% U.S.-based production, thanks in large part to automation. “Time after time, we have seen companies try to take advantage of low labor cost in other countries, including China,” McCracken says. “But the issue of quality trumps labor costs in this industry. That’s why we’ve opted instead to put money into automation that allows us to be competitive while maintaining a very high quality standard and remaining a 100% domestic manufacturer.








Related Content

Process Monitoring or Production Monitoring—Why Not Both?
Molders looking to both monitor an injection molding process effectively and manage production can definitely do both with tools available today, but the question is how best to tackle these twin challenges.
Read More
Is There a More Accurate Means to Calculate Tonnage?
Molders have long used the projected area of the parts and runner to guesstimate how much tonnage is required to mold a part without flash, but there’s a more precise methodology.
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More
How to Design Three-Plate Molds, Part 1
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs, and keep the customer happy.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More