


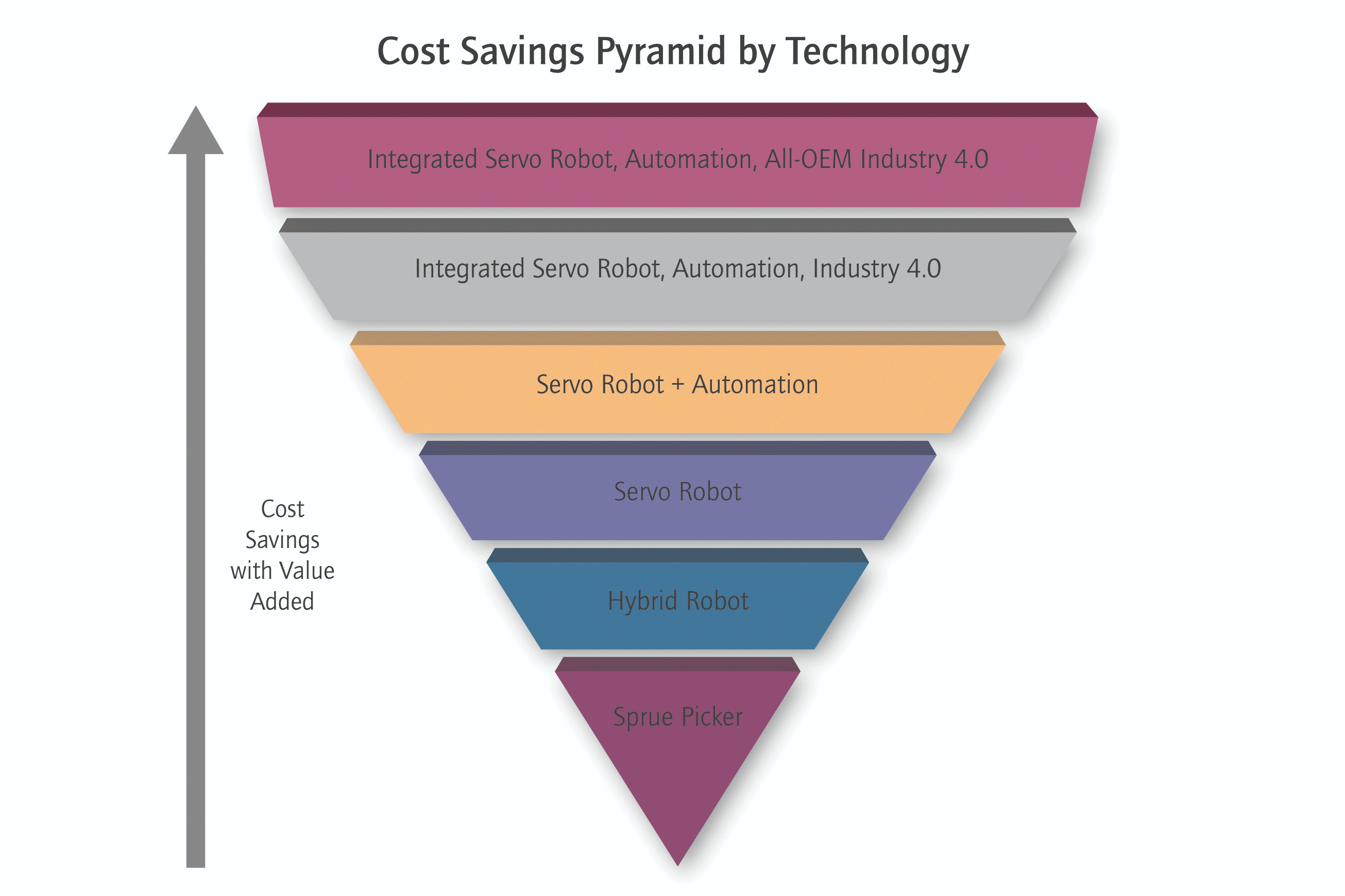
FIG 1The “Cost Savings Pyramid” shows how greater technology investment yields greater cost savings and returns. (Images: Wittmann USA)
In today’s global economy, where plastics molders are constantly pressured to squeeze their prices and their profit margins, it’s important for them to find the best ways to increase their efficiency and productivity. This can be difficult for molders using outdated machinery and equipment. While adding robots and automation to their process is certainly a helpful step that reaps immediate benefits, even greater cost savings can be realized when molders take the leap into fully integrated and automated Industry 4.0 workcells.
This article will examine the evolution of injection molding cost-saving automation, starting with the early implementation of robots and automation, to today’s fully integrated Industry 4.0 workcells. Six key stages of technology and cost savings will be examined:


1. Sprue picker;
2. Hybrid robot;
3. Servo robot;
4. Advanced servo robot + automation;
5. Fully integrated Industry 4.0 workcell;
6. Fully integrated “all-OEM” Industry 4.0 workcell.
We will also show the actual cost savings and benefits for each of these areas, and examine what new technologies may be on the horizon that will help molders continue to compete and succeed in the 21st century.

FIG 2 Simple pneumatic sprue pickers started the trend toward molding automation some 30+ years ago.
Sprue Pickers -- Where It All Began
Let’s start at the beginning. The idea of automating injection molding for cost savings has been around for decades, and today robots are found in virtually every molding shop, in one form or another. Thirty-plus years ago, at the early stages of this technology, simple pneumatic sprue pickers were bolted on top of molding machines to remove runners while the plastic parts dropped under the mold area and collected in bins or were carried out by conveyors.
Robot suppliers often had to prove the pickers’ value to injection molders based on cost savings, even for these simple, relatively inexpensive devices. The purchase justification for the sprue picker was based on the labor savings of molding machine operators not having to handle the sprue and runners for separation from actual molded parts. With “pickers,” the molding machine operators could now focus on the parts themselves. By today’s standards the savings in direct labor were minor, but they were real. It was just the beginning of the key role that robots and automation would play in providing major cost savings for molders.
Cost savings with simple sprue picker:
• Direct labor: ¼-operator annual labor cost savings ~$5000 to $15,000;
• No operator hand sorting of runners from parts;
• No marred parts from parts-to-runner contact;
• Mold protection from “stuck” runners and mold pin damage.
Even the simplest sprue picker provides savings in direct labor, damaged parts and prevention of mold damage from stuck sprues.
Hybrid Robots – a Step Up
At about the same time that sprue pickers hit the injection molding market in scale, more advanced top-entry linear pneumatic and simple electric/pneumatic hybrid robots were being offered to the injection molding market for whole-shot “pick-and-place” demolding. These robots were not just limited to demolding sprues and runners; they could do a bit more.

FIG 3 The next evolutionary step was the appearance of hybrid electric/pneumatic robots in the late 1980s and early ’90s, which could handle more than just sprues and runners.
With top-entry hybrid robots, cost justifications were based on the plastic parts being gently and cleanly demolded without the parts having to go through the potentially dirty and violent event of “free-fall” dropping at mold ejection. These early robots were comparatively slow by todays’ standards and not very user-programmable, but they did yield fewer damaged parts and rejects, which resulted in higher quality and higher throughput efficiency, and thus cost savings for the molder.
With these top-entry robots, operators were no longer needed to open machine gates at every molding cycle and demold by hand. Manually demolding by “swinging gates” are cycle-time parasitic because they cause longer, profit-punishing cycle times. Even worse, gate swinging creates cycle times are inconsistent, which is not good for the molding process. But these robots lowered and regulated cycle times and therefore were a welcome relief for molders.
Early hybrid electric/pneumatic top-entry robots made cycle times shorter and more consistent.
With these new hybrid top-entry robots, the parts would be picked and placed on a table or exit conveyor while the runners were dropped into bins or directly into granulators for reclaim or proportional hopper feeding. This process would feed an operator via conveyored lanes of plastic parts that they would inspect, possibly add value to the parts, and then package them in a box for WIP or shipment. Mold damage risks were reduced by verifying that parts and runners were removed from the mold. All considered, it was a good technology advance with good cost savings.
At a price several times that of top-entry sprue pickers, hybrid robots needed to pay for themselves within one to two years on average, as dictated by most molders to be a sufficient ROI. These simple robots, primitive by today’s standards, were more expensive than sprue pickers but they yielded more savings. Like any investment, it’s only expensive if it doesn’t pay for itself within an economically reasonable period of time. As a business decision, the cost justification was sound and made the molder more competitive.
The hybrid top-entry robot cost-savings math was primarily the same formula as a sprue picker, but it also saved a greater percentage of parts from getting damaged, as it would gently pick and place them on an exit conveyor. Eliminating damaged parts and or contamination risks of dirt and grease, had great QC value, though savings varied according to the material cost, machine tonnage and end-user requirements. The hybrid robot proved its value in its era, and thousands were purchased and put to work industry-wide.
Cost savings with top-entry hybrid robots:
• Direct labor: ½-operator annual labor cost savings ~$25,000 to $50,000;
• No marred parts from runners;
• No sorting runners from parts;
• No mold damage;
• Clean, damage-free parts with conveyor placing;
• Cycle-time savings (no manual gate swinging).

FIG 4 In the mid-’90s, full-servo Cartesian robots with three to five axes set a new benchmark for value-added injection molding automation.
Servo Robots – More Performance, More Savings
Over time, there were orders of magnitude greater cost savings from evolving machine-tending robots. The late 1980s and early 1990s were the early stages of a permanent large-scale trend in molding automation in the U.S. and the world. With each successive year, the robots grew more advanced and proved they could do more and more work for molders. Cost savings increased as the robot technology capability increased.
By the mid-1990s, the full-servo CNC linear robot appeared. This robot type was far more advanced than any simple pneumatic or hybrid electric robots; it could do more than pick and place, was more accurate and was much faster. But the purchase price was double or triple that of hybrid robots. The justification math for molders needed to be carefully considered. Early on it was not an easy “sell” for molders to purchase servo robots; there was some “sticker shock.”
The linear or Cartesian servo robot average price range of $25,000 for a model to service small injection machines to $100,000 for one to serve large machines required careful ROI study; but the math, in fact, worked. It was usually a smart investment for molders. The value-added capability that servo robots brought to the table with the ability to sort parts, box, inspect, weigh, count, label, insert etc. was far more than any picker or hybrid robot could perform. In addition, they had more servo axes for greater motion control (three-plus axes and five axes are common) for use in more tedious value-added operations, had far faster speed and were becoming fully custom programmable by the user. Over time molders experienced this value and learned to plan their production with the capabilities of the servo robot in mind rather than just a molding-machine “bolt-on” afterthought.
Full-servo Cartesian robots provide more value-added automation opportunities.
Cost savings for the more advanced servo robot included all the value that the hybrid robots and pickers offer plus what they could do to reduce molding cycle times, increase machine throughput and do more value-added work at the machine. Cost savings from these more capable robots still had the robot paying for itself in a year or so. Molders who implemented servo robots as early adopters had a market edge and became the market leaders. Thousands of servo robots were (and continue to be) purchased for injection molding parts handling; they are now ubiquitous in the industry by necessity for molders to compete.
Cost Savings with Servo Linear Robots:
• Direct labor: one to two operators annual labor-cost savings of ~$50,000 to $125,000+;
• All the benefits of hybrid robots, plus:
• Less risk of health-insurance claims for repetitive operator motions (e.g., carpal tunnel);
• Faster molding cycles, greater production throughput;
• Value-added cost savings such as degating, sorting, inspection, boxing, labeling, insert loading, assembly.
Market Globalization Forces Greater Cost Savings
Thus, plastic injection molders experienced the benefits and cost savings of sprue pickers, hybrid robots and ever more capable, full-servo robots. However, as evolving robot technology was making U.S. molders more cost efficient, the plastic molding market also evolved by becoming more globalized; international competition became fierce. By the early 2000s, U.S. molders quickly found themselves competing with lower-cost countries like Mexico and China.
Today, the markets are firmly globalized and super-competitive; now even so called low-cost countries are utilizing robots and automation to cut costs, improve quality, increase throughput and streamline production.
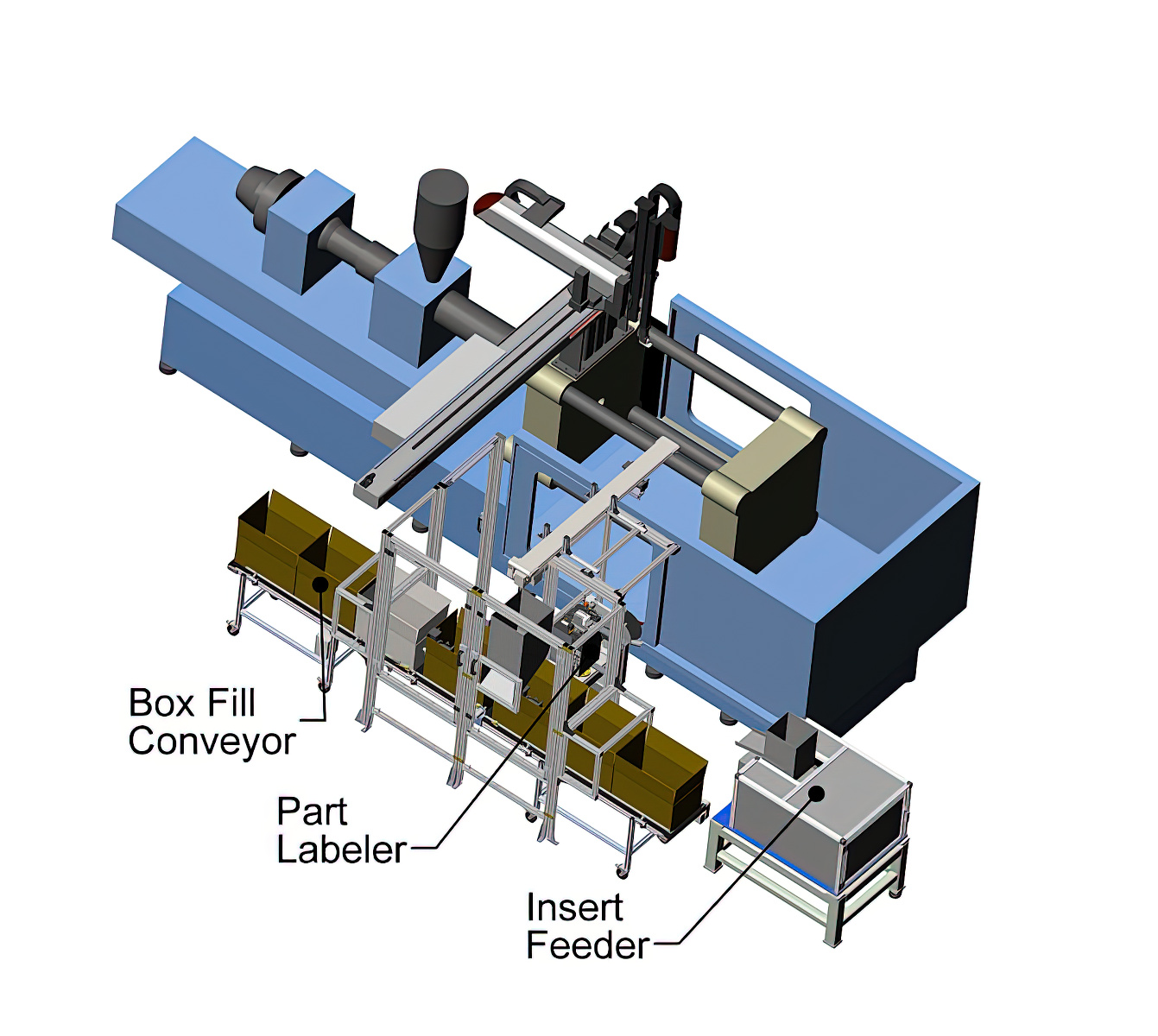
FIG 5 Since around the year 2000, global competition promoted the “robot-plus-automation workcell to prominence in injection molding.
Additional Savings from Custom Automation
Since approximately the year 2000, molders here and abroad have had to consider the robot plus automation for additional cost savings to be profitable and more competitive in the global marketplace. Beside-the-press custom automation is the natural value-added extension of the modern full-servo robot. As we’ve shown, robots have evolved higher capability and with it their cost savings. But many robot suppliers’ in-house integration and custom engineering capability have grown over time as well. They now offer molders custom automation and value-added solutions that complete the workcell with minimal direct-labor input to optimize cost savings at the machine. These more capable robot and automation suppliers also save the molder from any third-party custom integrator costs. One less supplier in the project may mean one less layer of cost for the molder while making project management single-sourced: That’s what a good value-added robot supplier offers.
Smaller, low-cost robot suppliers typically can offer only simple pick-and-place type solutions without custom automation. Can that make the molder more globally competitive? Ninety percent of the time, the answer is no. And so the molder might save upfront cost on the robot purchase but yet lose larger cost savings by having to go to a third-party integrator or having to use direct labor at the machine for secondary operations that could have been performed by the robot beside the machine. That’s just not a good recipe for market competitiveness.
Pro Tip: Molders should run plans for a new project by a capable robot supplier before the mold design is completed. Why? Because robots with custom automation should not be an afterthought to the purchase of a molding machine and/or mold. Too often, robot and automation suppliers are approached by molders to automate a mold or molding process after the machine and mold are designed and purchased, when it might be too late to maximize cost savings for the workcell. For example, a well-designed mold-cavity layout as advised by the robot supplier before the mold is built can reduce significant costs for custom automation for post-molding part-handling stations such as sorting, trimming, inspection and packaging.
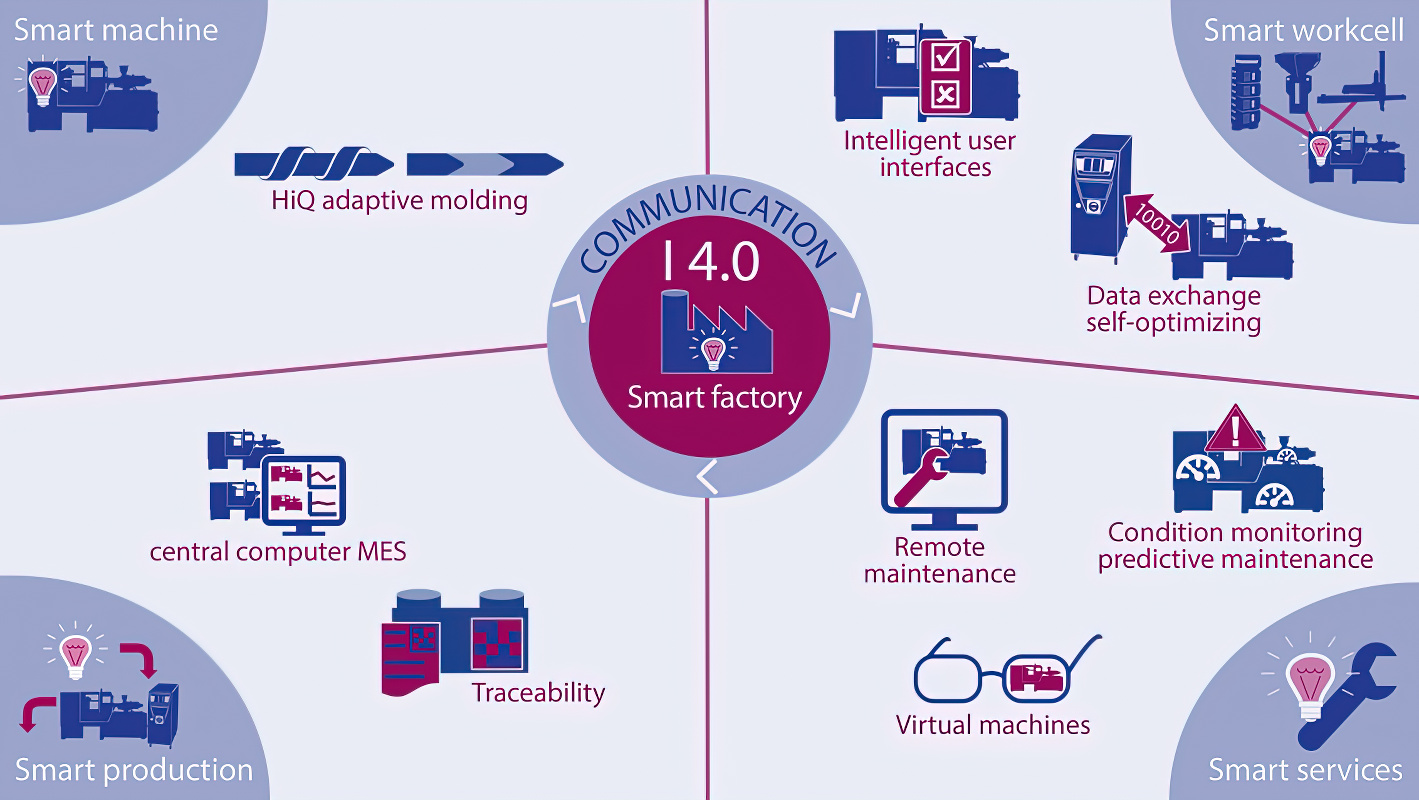
FIG 6 Industry 4.0 made “smart” workcells with interconnected devices integrated at the injection-press controller as a hub for setup and monitoring. “All-OEM” workcells with all devices and the press from the same source make integration easier and more comprehensive.
The Pinnacle of Cost Savings
Today, when you visit a molding facility, you’ll often see many molding workcells that are a hodgepodge of mixed-brand equipment within the workcell that are non-synchronized, non-interlinked; have dissimilar software with different user interfaces, setup procedures and learning curves. They are not collectively interfaced to the molding machine controller display for setup, viewing and control as in an Industry 4.0 configuration.
Therefore, workcell managers must tend to each device (dryer, blender, TCU, robot, loader, granulator etc.) and “tune” it to the workcell process needs each time a mold or process is changed. This is arduous, redundant and certainly not time-efficient. Note that in mixed-brand, non-4.0 workcells, each individual device and brand might be familiar and of good technical quality; but when examining them as a whole, it is often not the optimal way to design and manage a workcell.
However, Industry 4.0 connects the various workcell devices to the molding machine, which serves as a central control hub; while “All-OEM” Industry 4.0 has the added advantage of all workcell devices – including the molding machine – being of the same brand, same software, same interface for easier interconnectivity of devices to the molding machine, with superior device control and data management, while also making the purchase simpler as a bundled single-source purchase.
Today, the advent of Industry 4.0 makes integrated workcells the new molding automation paradigm.
This holistic approach leads to a level of Industry 4.0 that is newly unique in the marketplace but is available today. Now, all-OEM Industry 4.0 allows for true “Plug and Produce.” Admittedly, this calculus may not be obvious, because we are conditioned to examine and compare equipment specifications from a range of suppliers; but we should think less about individual workcell devices and more about project management, risks and execution as a whole when purchasing equipment. A well-executed project is more important than some discrete brand feature.
The cost savings idea going forward is that with smart molding production and workcell planning – Industry 4.0 or All-OEM Industry 4.0 – the project manager should consider all the molding workcell devices working together as an “orchestra,” each with its own critical role, but working “in concert.” This is analogous to sports teams. The most successful sports teams are the ones that do the best job of working together and not just as a group of talented individuals. Their success is based on team performance, and that of production workcells should be as well.
To achieve higher workcell production performance, a more synchronized, interconnected (with a common protocol), better integrated workcell is needed. Therefore, the molder should consider an alternative to purchasing a mold, then a machine, then a robot, then automation, then auxiliaries, as a series of individual brand “favorites.” Rather, they should think about specifying equipment more “in parallel” for a better coordinated, better “team-managed” project.
“All-OEM” workcells with the molding machine and auxiliaries from a single source allow for a new level of integrated control and data exchange.
This is a new project-management level for “Plug and Produce” that is the new benchmark for the injection molding workcell. Recipe setups of “like-minded devices” will be quick and easy when stored centrally at the 4.0 machine workcell. Further, with internet connectivity, the workcell manager can respond to machine and process events quickly, from anywhere, and with direct supplier support. And note that All-OEM devices are not just simply “mirroring” the user-interfaces of various workcell devices, they actually share common interlinked software for far better inter-device communication and central precision control. Process engineers will appreciate the benefits of actual device control versus just viewing or simple value changes at the machine user interface. When configuring or commissioning a device or workcell, the devices will greet and recognize each other immediately from the initial plug-in and setup. The speed and accuracy of optimally tuning the workcell and recovering from a downtime event can’t be matched today with a plug interface standard for multi-brand devices. If the goal is higher workcell uptime, then faster downtime recoveries are needed. This is where Industry 4.0 and All-OEM 4.0 prove their value and cost savings. And those molders who require workcell and device “validation” will enjoy the benefits of 4.0 that much more.
All-OEM Industry 4.0 Cost Savings:
• All workcell devices with OEM brand-matched interfaces centralized to the machine hub;
• Faster, adaptive, repeatable and easier workcell setup for better process management;
• Workcell multi-device status monitoring and control via matching OEM software and not just limited “mirroring” on the machine screen;
• Faster cycle times with robot “mold following” for higher workcell throughput;
• Custom automation value-added at the machine without need of a third-party integrator;
• Access to exportable data for better QC and traceability including ERP and MES tools;
• Predictive maintenance and condition monitoring for better uptime management and downtime event recovery;
• Secure online support anywhere, anytime to troubleshoot the machine and all OEM-matched devices in the workcell.
Does All This Cost More?
Molders can, of course, purchase a “low-cost” general-purpose molding machine and then buy all the other necessary equipment afterwards “à la carte.” But often, the initial sweet taste of upfront price savings might come at a backside cost – a lost opportunity cost. Price and Cost are not the same, and a missed opportunity cost now is a potential missed cost savings in the future.
Industry 4.0 and especially All-OEM Industry 4.0 integrated equipment technology can prevent missed cost savings, while purchasing a single-sourced “bundle,” offers price advantages as well as the benefits of matching control “DNA” and inherently easier project management.
Molders can avoid the challenges and inefficiencies of being their own workcell integrator with Industry 4.0 technology. And non-4.0 coordinated devices can never communicate process data to and from the machine as efficiently as 4.0 allows. And the molding machine, with its large graphical screen interface, logically should be the central hub for control and management of all workcell devices.
Individually specifying and purchasing equipment “à la carte” is mostly a legacy of project management of the past, from a time when all the equipment devices were more simple and the market was not so brutally globally competitive. But greater competition requires smarter project management for greater cost savings. Call it “value-added project management” with lower risk, higher reward via smarter supplier collaboration.
Buying individual workcell components à la carte is a “legacy of the past.”
Defining the cost savings and benefits of this new paradigm requires thinking beyond the pricetag. For example:
• What is the worth of near-zero project-launch risk management by purchasing a complete turnkey All OEM 4.0 workcell?
• What is it worth to have the confidence that the project will be well executed, well managed, pretested and pre-proven prior to shipment?
• What is day-to-day ease of workcell setup, 100% accurate and repeatable, worth?
• What is the available QC and process data (MES, OP-UAC), worth from such a 4.0 system?
• Does the available process data of a 4.0 system allow the molder to bid on higher-margin business?
• Can an All-OEM 4.0 workcell be the centerpiece and showcase of what the value-added molder can offer its customers and prospects?
The main point here is to remind molders that they are purchasing cost savings as much as they are buying equipment. The progression of technology outlined here is also a progression of cost savings. Better technology yields more cost savings. To some extent, this is an economics article disguised as a technical equipment article. So keep this in mind when the question arises, “Why should I pay more for this piece of automation?” The real question is: Are you interested in cost, or value?
About the Author
Joe Varone has been involved with injection molding robots since 1991 and for the past 16 years he has been a Regional Manager for the Wittmann robot division in the Southeast U.S. He has worked with hundreds of injection molders on over 1000 applications with robots and automation in every market segment on molding machines from 15 to 4000 tons. Contact: (615) 337-0155; joseph.varone@wittmann-group.com; wittmann-group.com.








Related Content

Automation in Thermoforming on the Rise
Equipment suppliers’ latest innovations exemplify this trend driven by factors such as labor shortages, higher-speed thermoformers and tighter quality control.
Read More
Processing Megatrends Drive New Product Developments at NPE2024
It’s all about sustainability and the circular economy, and it will be on display in Orlando across all the major processes. But there will be plenty to see in automation, AI and machine learning as well.
Read More
BMW Group Vehicle to Adopt 3D Printed Center Console
A vehicle coming to market in 2027 will include a center console carrier manufactured through polymer robot-based large-format additive manufacturing (LFAM).
Read More
Five Ways to Increase Productivity for Injection Molders
Faster setups, automation tools and proper training and support can go a long way.
Read MoreRead Next

Fakuma: High-Speed Robot Series Extended
Wittmann Battenfeld will extend its Sonic series of high-speed robots at Fakuma, introducing the Sonic 108 targeting smaller injection molding machines.
Read More
Robot Controllers Evolve Toward Greater Flexibility, Connectivity, Ease of Use
Robot controls have undergone steady and fairly rapid evolution. If all your robot controls are not of the latest generation, this overview could convey what opportunities upgrading may offer, as well as a sense of where the technology may be going next.
Read More
Wittmann Shows Its 'Pathway to 4.0’
Wittmann Battenfeld’s operating work cells demonstrate self-adjusting machine controls, auxiliary equipment fully integrated with the injection press, and predictive-maintenance programs.
Read More