
Bonanza of Hot Runners & Controls Introduced at K 2010 Show
At the world’s largest plastics show in Dusseldorf last fall, hot-runner and controller manufacturers introduced a flood of new developments in speed, size, accuracy, and reliability.


Gammaflux TTC hot-runner temperature controllers have new Sequence Start and Even Cool software functions for automated, safe, controlled heat-up and cooldown of hot runners.
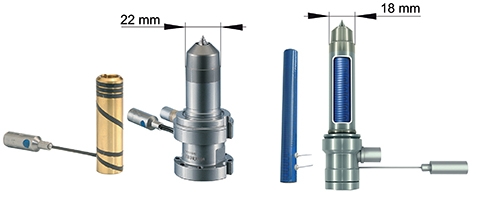
Gunther's new BlueFlow nozzle (right) is said to be significantly more compact than previous designs (left).

Ewikon's new HPS III-MH nozzle for low cavitation.



At the world’s largest plastics show in Dusseldorf last fall, hot-runner and controller manufacturers introduced a flood of new developments in speed, size, accuracy, and reliability. Mold-Masters, for example, brought out what it says was the most new products in its history. Mike Brostedt, Gammaflux director of market development, put it this way: “All of our new features are born of the recession. Everything here was specifically done to help solve a customer problem, or to prevent a customer problem.” One problem identified by Mold Hotrunner Solutions president Harald Schmidt is the need for more compact hot runners that allow production of more parts in the smaller all-electric injection machines that have become so popular. Efficient use of space as well as energy was a theme of several new hardware offerings at the show, most of which were aimed at smaller medical and electronic parts.


CONTROLLERS DO MORE
In 2009, Mold-Masters Ltd., Georgetown, Ont. (mold-masters.com), acquired UK-based controller manufacturer PMS with a goal to create a new global controller group and platform. The fruit of that investment is its new M Series Controllers. They feature “Future Now Technology” that enables system functionality to expand with changing requirements. The M Series is designed for user convenience with all major hot-runner systems and “plug-and-play” system architecture that does not require any external service. These controllers also can monitor water temperature in the tool and other signals as well. Mold-Masters provides a 10-year warranty, which it says is unmatched in the industry.
Gammaflux L.P., Sterling, Va. (gammaflux.com), introduced several major software enhancements to its line of TTC hot-runner temperature controls. These are intended to help molders start up and shut down safely, detect material leakage and prevent damage, and easily access important drawings and reports. According to Brostedt, one of the most common ways hot runners are damaged is during heat-up. The new Sequence Start feature automates this process. A simple, intuitive program allows operators to program timers for up to four stages of heat-up.
New Even Cool software from Gammaflux provides a reliable way to cool down the hot-runner mold and prevent material leaks. Even Cool gradually cools the mold on shutdown and keeps all hot-runner zones cooling appropriately within their tolerance range. Once the hot-runner system has reached its “cool-down” setpoint temperature, the controller shuts off all zones. According to Gammaflux, Even Cool is for sensitive molds with multiple drops.
PSG Plastic Service Group, Stevensville, Mich. (psg-online.de), combined new hardware and software in an entirely new family of hot-runner controllers, its profiTemp series. User-friendliness is said to be the biggest feature of the new line. All touchscreen displays are self-explanatory and intuitive, according to the company. Plain-text information on the LCD display explains all functions or keys. The number of control zones can be increased almost indefinitely, since profiTEMP is easily integrated into a network, according to PSG. A new leakage-control feature was developed in conjunction with a major automotive
OEM. “If there’s leakage in the mold, the controller will recognize this after the first or second shot and initiate a shutdown,” said PSG CEO Stephan Berz.
The profiTEMP controller uses quick-change circuit boards that control six zones each. When a card fails, a simple pull-out/push-in card replacement is all that’s needed. In the past, customers needed to ship the entire controller to the manufacturer for repair. ProfiTEMP also offers the MoldCheck function: With a single keystroke, the user obtains a complete diagnosis of the electrical condition as well as the full wiring of the hot runner. In addition, it runs a functional check of heaters and sensors. The controller can connect to the internet, from where PSG can download new firmware or perform remote diagnostics.
Husky Injection Molding Systems, Bolton, Ont. (husky.ca), expanded its Altanium Neo2 temperature controllers to 48 zones. It was first launched at NPE 2009 with two to 24 zones of control. More than 1000 had been shipped prior to K 2010.
Thermoplay of Italy (represented here by Alba Enterprises, Rancho Cucamonga, Calif., albaent.com) expanded the capabilities of its recently introduced Th-m6 controller, which now comes with 24 to 48 zones. As we reported in our September K show preview, Incoe Corp., Troy, Mich. (incoe.com), showed its new, patent-pending SoftGate control feature, which controls the opening speed of valve-gate nozzles to improve surface quality in large parts. Likewise, PSG introduced a solution for optimized control of pin opening times and speed in order to improve sequential valve gating.
SAVING ENERGY, TIME & COST
Günther (parent of Günther Hot Runner Systems, Inc., W. Chicago, Ill., gunther-usa.com) presented its all-new BlueFlow technology for nozzle heating, which is claimed to beat conventional heaters in productivity, energy consumption, and quality. The new heating elements are much slimmer, which allows for closer cavity pitch. The distribution of heating traces in each temperature-control zone is said to allow very precise temperature distribution for gentler treatment of the melt. Energy can be saved because the temperature in the current-carrying heating trace is lower than with conventional heating. Lower melt temperatures can also mean faster cycles. Fast thermal reaction of the nozzles reportedly allows faster startups. BlueFlow technology will sell for a 10% to 15% premium, but users will see rapid payback, particularly in new applications. Günther’s tests of various competing nozzles reportedly showed that BlueFlow achieves up to 50% energy savings.
Mold-Masters’ new Sprint VG all-electric valve-gate system is a new addition
to the company’s Sprint line of cap and closure solutions. It builds upon Sprint’s
reputation for fast color changes, lowest energy consumption available, and minimal maintenance. Sprint VG reportedly facilitates much faster cycles than ever before attained with closure valve gates. The E-Drive system with electric servodriven “synchro-plate” ensures equal movement of all valve pins and exact pin position with on-the-fly adjustment.
MORE VALVE-GATE ACTION
Mold-Masters also announced its new EVG individual-pin, electric valve-gate
actuator, which provides claimed energy savings of up to 90% and is designed for cleanrooms. The company also showcased its RAPiDE tooling technology designed for faster tool and color changes.
Other suppliers showed new versions of valve-gate systems, using plates to drive all the pins synchronously. Husky, for example, has expanded its UltraSync options to include electric, hydraulic, and now pneumatic plate-actuation options. And Thermoplay introduced plate-actuated valve movement with the ability to decouple any pin and leave it locked in the closed position in case a cavity has to be blocked. Micrometer adjustment of opening and closing strokes is accessible from the bottom plate of the mold.
Mold Hotrunner Solutions, Georgetown, Ont. (moldhotrunnersolutions.
com), introduced the Rheo-Pro iVG (Internal Valve Gate), claimed to be the world’s most compact back-to-back valve-gate system and the only one that operates entirely without seals. The compact nozzles makes it possible to build back-to-back “shortstack” molds with tip-to-tip length of only 285 mm and pitch or gate-to-gate distance of 63.5 mm.
Ewikon (U.S. office in Rockford, Ill., ewikon.com), introduced the HPS III-MH nozzle in a new, ultra-compact 24-drop valve-gate version for medical devices with very low distances between gating points.
PSG introduced a family of valve-gate actuators said to allow for exact pin positioning to 0.01 mm.
Hasco (U.S. office in Fletcher, N.C. hasco.com) has new Z107101 and Z107105 “universal” needle valves that avoid splitting the melt, as is common in
single-shot needle valves, and thereby eliminates weld lines. These new units are
also said to differ from typical needle valves in that they are modular and come
in a wide range of nozzle type and size with lengths up to 300 mm. Lower build
height is another advantage, Hasco says. The Z107101 is pneumatically driven and the Z107105 is hydraulic.
SIDE GATES & MULTI-TIPS
Also new from Husky was the beta release of the developmental Ultra Side-Gate. This patented design is said to simplify nozzle installation and eliminates the need for split cavities. It uses the unusual approach of assembling the nozzle tip to the cavity first and then sliding in the nozzle. The nozzle tip and nozzle body are both spring-loaded using Husky’s UltraSeal technology. The springs preload the tip against the nozzle, ensuring a tight seal. The standard approach is to assemble the tip to the nozzle first, which makes it hard to insert the nozzle into the cavity.
Hasco seems to have taken a related approach with its Multi Shot Z10440 nozzle for direct side gating of polyolefin parts such as sleeves and cannula tubes. Hasco says it eliminates costly split mold inserts by installing the tip first and the shaft afterward. Thermal expansion is compensated by the shaft, so the tips don’t move. Individual nozzle tips can be replaced from the parting line. Nozzles come with two to six tips.
Ewikon presented several new improvements of its HPS III-MH nozzles for side gating. The version for direct side gating is designed for up to 128 drops with up to eight tips per nozzle in a linear or radial arrangement. There’s also a new version with just one or two tips per nozzle (see photo, p. 13).
PSG introduced a new nozzle series for side-gating or angular injection. These come with one to four tips.
Thermoplay has two new special nozzles for lateral injection. One is the DL-8B for double-sided direct injection that requires a small tip and separation of the heated area of the nozzle from the part. It is suited to internal injection of parts like caps, other small parts, and extended containers. The firm’s new FL-1B nozzle for angled side injection (up to 45°) is aimed at parts requiring very small tips in critical gate locations.
Thermoplay also offers new multi-tip nozzles for long, tube-shaped medical parts. These allow direct injection into the annular cavity wall and help provide
uniform wall thickness.
MORE NEW NOZZLES
Two new compact, ready-to-install nozzle series from PSG made their debut. They are said to eliminate the need for complex machining and are simply slotted into the mold. Allround Kompakt comprises universal single nozzles for small to medium shot weights in ring-gate, open-gate, and open-nozzle configurations. Prima Kompakt is a line of valve-gate nozzles for single gates.
Hasco offers new standard multi-module hot-runner systems with two to six
drops, in which the customer defines the nozzle pitch. Previous standard systems
had fixed-pitch modules.
Although most of the hot-runner news at the show was aimed at small medical,
electronic, and packaging parts, Thermoplay developed a new system for large
parts like pallets, appliances, and auto bumpers and spoilers. They provide high
flow rates while reducing the thickness of the nozzle plate. The nozzles are screwed to the manifold and are said to provide perfect perpendicularity to the part. Patented expansion joints compensate for thermal expansion.
In addition, Thermoplay now offers hot-runner manifold systems for injection-blow molding. Unlike many common systems, the manifold has balanced flow channels and the nozzles are not threaded on, but are seated by mechanical compression. This allows the nozzles to be always centered in the cavity, reducing wear on the coupling zone. An outer body is screwed onto each nozzle so that it can be easily removed.








Related Content

How To Design Three-Plate Molds – Part 4
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs — and keep the customer happy.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read More
Design Your Tools for Moldability ... and Maintenance
In the initial design phase, when considering the structure and elements of the tool, are you designing them to be maintenance friendly? Canon Virginia has used this approach and preventive maintenance to make tool replacement a thing of the past. You can, too. Here’s how.
Read More
Where and How to Vent Injection Molds: Part 3
Questioning several “rules of thumb” about venting injection molds.
Read MoreRead Next

K 2010- Injection Molding New All-Electrics & Hybrids Balance Performance & Economy
The world’s largest plastics show, coming up next month in Dusseldorf, Germany, provides ample evidence of the growing sway of electric drive technology in injection molding.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More