
Extruder Upgrades Pay Off Big for Sheet Processor
Extrusion
A $65,000 upgraded paid for itself in less than a month.

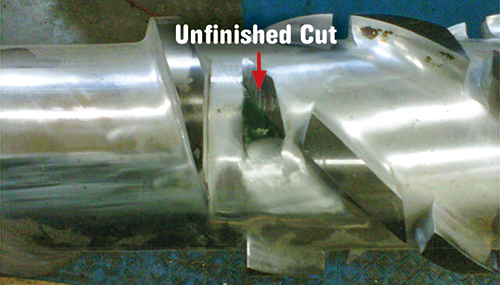
On a problematic sheet line, the screw was manufactured incorrectly. As shown above, a cut on a mixer at the end of the screw was never finished.
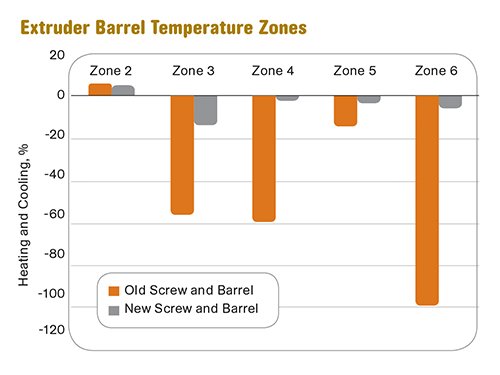
Graph shows heating and cooling at the temperature zones along the extruder barrel. Positive values indicate heating, negative values indicate cooling. The new screw/barrel combination requires significantly less cooling to maintain barrel temperature setpoints.


To what extent can a well-designed screw and barrel improve the efficiency of an extrusion operation? A leading sheet extruder and thermoformer recently found out. A $65,000 upgrade to these key extruder components made last year by this major North American packaging supplier paid for itself in 25 days.
The processor, which requested anonymity, worked with well-known extrusion consultant Chris Rauwendaal of Rauwendaal Extrusion Engineering (REE), Auburn, Calif., to refurbish an extrusion line at one of its plants dedicated to polystyrene cups. This particular line has no oven to reheat the PS sheet before thermoforming. Instead, it relies on a series of four small rolls to cool the sheet to the optimum temperature just prior to inline forming.


While very compact and energy efficient, this type of setup places high demands on the extruder to maintain a homogeneous melt at a consistent temperature, Rauwendaal explains. “Because sheet cooling is limited, melt temperatures must be kept low to achieve high line output,” he states.
But the line had been giving this processor problems for months before the firm called in Rauwendaal. For one thing, the melt temperature was too high (473 F). The extruder temperature profile was set to minimize the melt temperature, but resulted in vent flow of more than 1000 lb/day. Excessive barrel cooling was also necessary to achieve this melt temperature.
Second, oil was building up on the cooling rolls, requiring regular cleaning that resulted in extra line stoppages. Moreover, maximum forming speed was limited to 25 cycles/min, and the line was generating many poor-quality cups that packers had to remove before shipping.
The extruder barrel had a non-standard internal diameter; the ID had been honed to 4.51 in. and had significant scouring in zone 6. And it turned out that the screw, which had been designed by REE, was not manufactured correctly: A cut on a mixer at the end of the screw was never finished. So at REE’s recommendation, the processor bought a new extruder barrel with high-efficiency air cooling. The Rauwendaal screw was modified to correct the manufacturing issues and increase the clearance in the first-stage mixer by 50%. It was also cut down to fit a standard 4.5-in. barrel.
PLOTTING THE IMPROVEMENTS
In order to quantify the effect of the new barrel and screw, company engineers and Rauwendaal used a data-collection system to monitor extruder screw speed, gear-pump inlet pressure, extruder melt temperature, and barrel heating and cooling. The data was downloaded into a spreadsheet for analysis, then charted based on 22,000 data points collected for each variable in a 50-min run.
This process proved useful in showing how long it took the extruder to reach equilibrium—30 to 40 min, even with all line upgrades. However, a histogram plot of the melt temperatures at equilibrium proved to be the most effective graph to display the effect of each equipment upgrade.
The histogram plot showed that the new barrel and cooling system reduced the extruder melt temperature by 8.4° F, allowed the barrel-temperature profile to be adjusted as desired, eliminated the extruder vent flow, and allowed an 8% increase in output.
The modified REE screw in the new barrel with the new cooling allowed a further reduction of 26.3º F in melt temperature; an additional 4% increase in output; a dramatic increase in cup quality (no damaged cups, best quality ever off the line); faster startups—since the line could be started at full regrind level of 53%, rather than gradually increasing it to the thermoforming tool’s scrap rate; and allowed external regrind addition without adversely effecting quality.
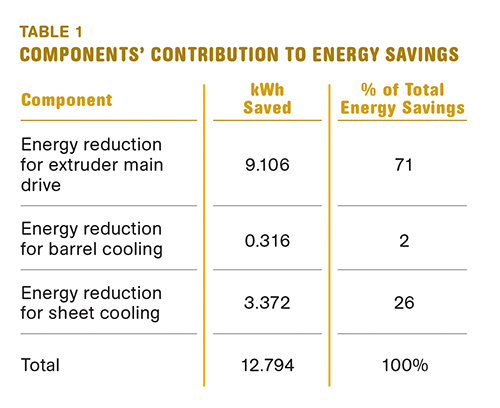
The processor and REE also charted heating and cooling at the temperature zones along the extruder barrel. This demonstrated that the new screw/barrel combination required significantly less cooling to maintain barrel-temperature setpoints. The components of energy savings are shown in Table 1. With average energy cost of $0.10/kWh, the daily cost savings through reduced energy consumption come to $30.70.
A bigger payoff for the processor came as the result of a drastic reduction in vent-flow scrap. “The new screw and barrel cut the previous vent-flow waste from more than 1000 lb/day to less than 50 lb/day,” the company says. “Savings related to vent scrap alone amounted to $780/day.”
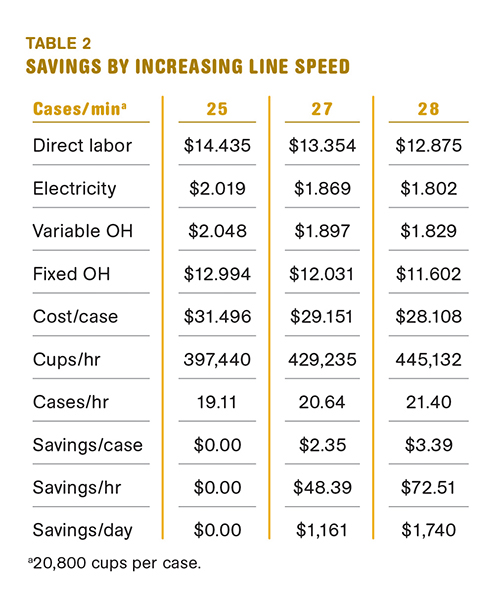
The most significant improvement in manufacturing cost comes from the ability to run at higher line speed. Table 2 lists the cost factors associated with line speed. At a line speed of 28 cycles/min, the total savings amount to $2550/day. For production of 300 days/yr, this amounts to savings of $765,000 annually. Says the sheet processor, “The cost of the extrusion upgrades was $65,000. With savings of $2550/day the payback was only 25 days—less than one month. Over the first year the extrusion upgrade resulted in net cost reduction of $765,000.”
The Rauwendaal screw will be retrofitted on another line at the processor’s plant.

Related Content

Roll Cooling: Understand the Three Heat-Transfer Processes
Designing cooling rolls is complex, tedious and requires a lot of inputs. Getting it wrong may have a dramatic impact on productivity.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
How to Select the Right Tooling for Pipe Extrusion
In pipe extrusion, selecting or building a complementary set of tooling often poses challenges due to a range of qualitative factors. Here’s some guidance to help you out.
Read More
Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Extrusion simulations can be useful in anticipating issues and running “what-if” scenarios to size extruders and design dies for extrusion projects. It should be used at early stages of any project to avoid trial and error and remaking tooling.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More