
Get Rid of Wrinkles In Blown Film
The biggest cause of wrinkles in the blown film process is instability of the bubble between the air ring and where the bubble reaches full diameter.


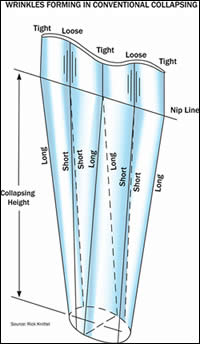
Bubble instability is the number-one cause of wrinkles. It exaggerates the differences in length from where each point around the bubble meets the collapsing frame and where the corresponding point meets the upper pull nip. These length differences create tight and loose bands, the latter of which can become wrinkles.
Stiffer resins are more prone to wrinkles in blown film and may require a series of mechanical devices (shown here) to hold the bubble more securely.
The biggest cause of wrinkles in the blown film process is instability of the bubble between the air ring and where the bubble reaches full diameter. Any deviation here from being perfectly centered exaggerates the differences in length from where each point around the bubble circumference meets the collapsing frame and where the corresponding point meets the upper pull nip. These length differences create tight bands and loose bands in the collap-sing process, and the loose bands can become wrinkles.
The stiffer and more crystalline a resin is, the more easily it forms wrinkles, and the harder the wrinkles are to eliminate, because the tight bands can’t stretch. So films made from HDPE, nylon, polyester, polystyrene, and polycarbonate are inherently more likely to wrinkle than films of softer resins like LDPE, LLDPE, and EVA.


Control melt temperature
Bubble movement is caused by random variations in melt temperature, to which the melt modulus of more crystalline polymers is more sensitive. Malfunctioning air-ring blowers and IBC system controls can cause considerable movement in the bubble but are easily diagnosed and corrected.
The next line of attack to stop bubble movement is to stabilize and homogenize extrusion melt temperatures. Check and adjust the profile of temperature setpoints on the barrel. The object of barrel heat is to provide as much conductive heat to the pellets as early as possible without causing a solids feeding problem. Conductive heat is usually applied from the feed section of the screw through most of the transition section to enhance solids feeding and soften pellets so less frictional heat is generated.
Frictional shear heating impar-ted by the screw is usually the cause of non-uniform overheating, which creates discrete domains of higher temperature melt. When these domains emerge from the die, they react to the air-ring cooling and cause bubble movement. Applying more conductive heat earlier can reduce the amount of shear imparted to the melt by lowering viscosity during compression in the screw transition section.
A temperature profile of warm-hot-cool-warm usually results in more stable extrusion temperatures. Initial settings should start with the resin manufacturer’s recommended melt temperature for the feed section, then 50° to 100° F hotter for most of the transition section, then the recommended starting temperature minus 50° to 100° F in the late transition and early metering zones, and then back to recommended melt temperature again for discharge. If temperature adjustment doesn’t fix the problem, sometimes a different screw design or resurfacing the screw flights will reduce shear and improve temperature stability.
Random temperature variations are also more likely to cause a problem with larger blow-up ratios, because more of the hot bubble is exposed to cooling air. The bubble can be made less sensitive to slight variations in melt temperature by reducing the area of unsupported bubble exposed to cooling air. The most effective way to do this is to reduce BUR, but that also reduces layflat width.
If you are saddled with a given die and required layflat, and are running stiff resins like nylon, acrylonitrile copolymer, or PC—which run well only at very low BURs—you can reduce the area of cooling without reducing layflat width by increasing the diameter of the bubble where it exits the air ring.
There are several ways to do this. Use an air ring with an upper-lip conical extension, thereby increasing the diameter of the bubble where the bubble is released from support in the major cooling-air stream. A longer intermediate conical air-ring lip and larger upper lip can accomplish this even more effectively. Also, you can use a closely stacked pair of air rings, the upper one larger than the lower, or an air ring that is over-sized for the die.
Hold the bubble still
If stabilizing and improving uniformity of extrusion melt temperatures and reducing bubble cooling area don’t eliminate the movement that causes wrinkles, you have to provide a mechanical means to hold the bubble more securely. The most commonly used stabilizing devices are bubble guides made of rollers. (Soft film materials like LDPE, which aren’t prone to wrinkling, can use stationary wood slats.)
The cage supplied with IBC systems is also an effective means of holding the bubble still. In addition, stiffer resins may require a more sophisticated circular bubble enclosure to prevent drafts, as well as a bubble cage starting just above the frost line.
Advanced bubble stabilization devices can also be used inside the bubble with either two- or four-sided collapsing frames. One, called an internal bubble spreader, is supported from the die and has arms that force the crease to preform in the bubble before it is collapsed completely. Another is an internal bubble mandrel, which is water-cooled so melt won’t stick to it. An internal mandrel requires separate control of the internal bubble pressure above and below the mandrel.
If wrinkles still persist, the last line of defense is altering the collapsing frame. The problem with two-sided collapsing is that it isn’t symmetrical, so some parts of the bubble collapse faster than others. One solution is to lengthen the collapsing frame. This treats the bubble more uniformly around its circumference, but exerts more frictional drag, so it reaches a point of diminishing returns. Low-friction segmented rollers or air-lubricated surfaces can be used to reduce drag, but these need maintenance and periodic cleaning, or they themselves can actually cause wrinkling.
A hinged or articulated four-sided collapsing system, which preforms the bubble into a square cross section, provides the most uniform collapsing without wrinkling for very stiff films made of PP, nylon, or PC. Low-friction surfaces here are a must.
—Edited by Jan H. Schut
Principal of consulting firm RK Associates LLC in Portland, Me., Rick Knittel has worked in troubleshooting blown and cast film equipment for more than 25 years, plus another 16 years in processing R&D for a large resin producer. He welcomes readers’ questions at knittelsportland@juno.com








Related Content

Part 2 Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Simulation can determine whether a die has regions of low shear rate and shear stress on the metal surface where the polymer would ultimately degrade, and can help processors design dies better suited for their projects.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Roll Cooling: Understand the Three Heat-Transfer Processes
Designing cooling rolls is complex, tedious and requires a lot of inputs. Getting it wrong may have a dramatic impact on productivity.
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More