
How to Improve Production of Catheters and Stents
Advances in downstream extrusion equipment have boosted production control.
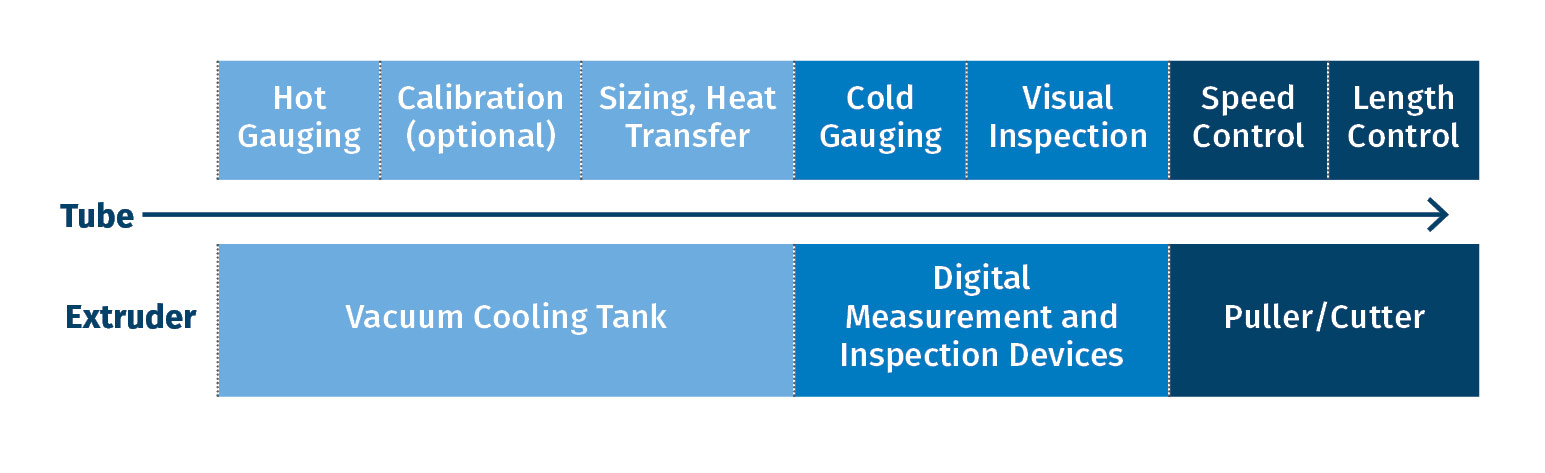
FIG 1 Typical steps in medical tubing extrusion.

FIG 2 Pullers today are computer-controlled and servo-driven. They can pull extruded tube through the process at extremely precise rates, or adjust speeds in very small increments.

FIG 3 Controlling the size of small-diameter, single- or multi-lumen medical tubing has required machine builders to scale down the size of previous vacuum-sizing machinery to provide greater process control.

FIG 4a Extruded tubing passes through an immersed ultrasonic gauge, which reads its wall thickness and displays real-time output on a screen (next photo). Photo: Zumbach Electronics

FIG 4b Wall-thickness readings from the gauge are displayed on control panel in real-time. Photo: Zumbach Electronics
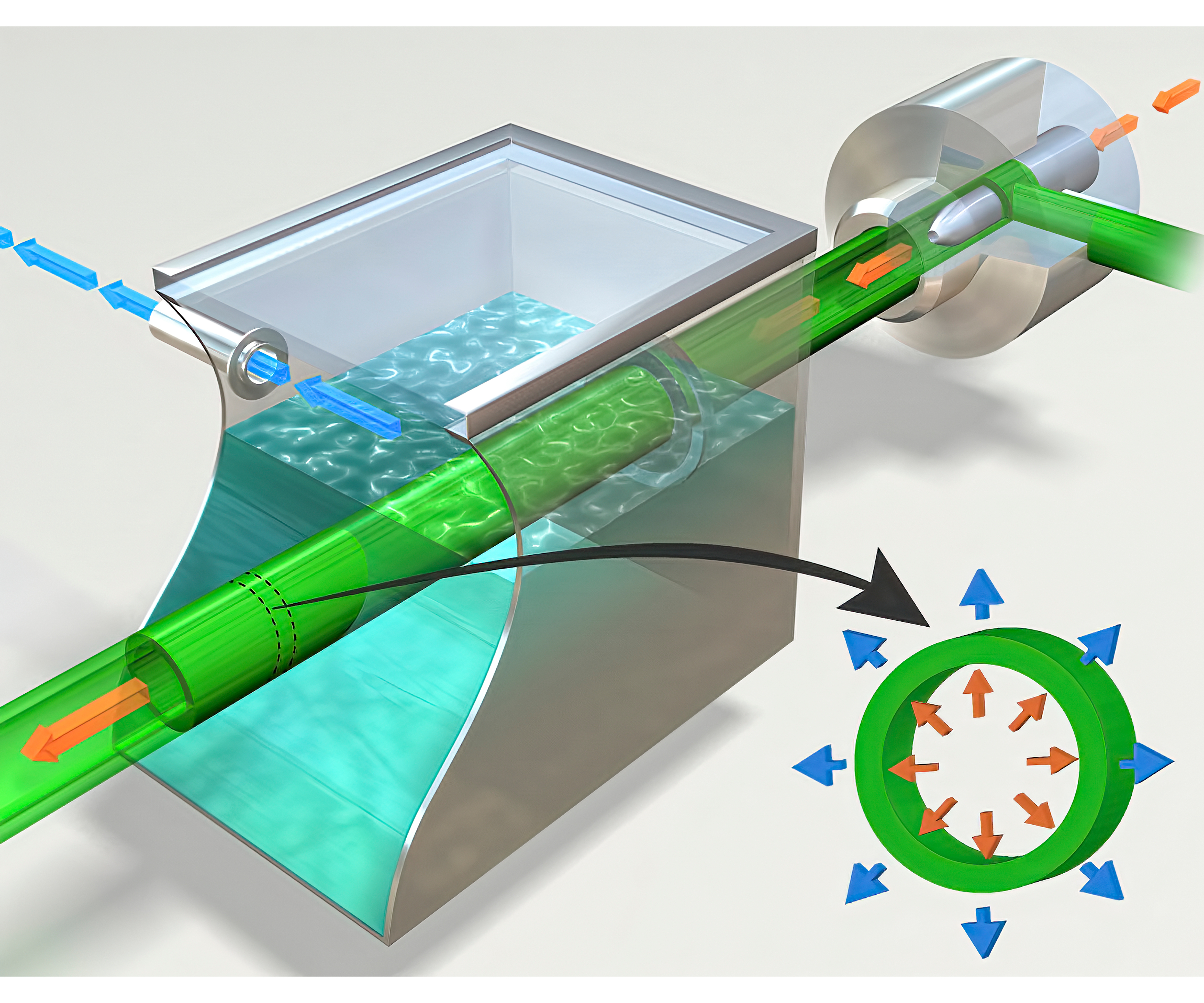
FIG 5 Shown here is non-contact tube sizing in a vacuum tank. Hot tubing (green) passes through the extruder crosshead (top right), where it receives a burst of positive air pressure (orange). The combination of positive air pressure inside the tube and low external pressure in the vacuum tank water sizes the tube.
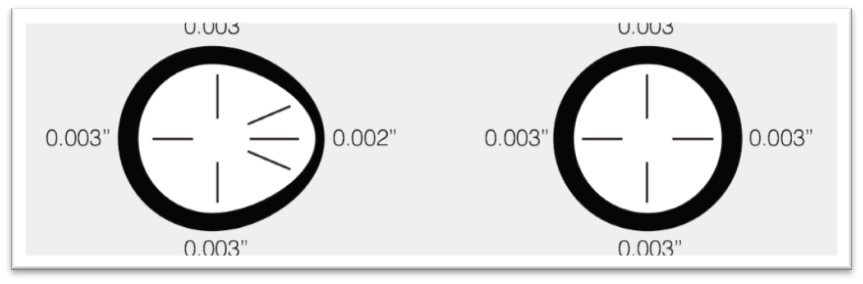
FIG 6 Problems with tube ovality (left) may result from several issues, such as a misaligned die or leakage of cooling water.



The increasingly sophisticated uses of medical tubing demand that processors exercise ever-greater control over key process factors such as quality, precision, repeatability, traceability and cleanliness. Often, they must do so while producing increasingly complex tubing configurations, including micro-bore tubing sizes (less than 0.060-in. diam.) for heart and brain catheters; multi-lumen structures for diagnostic, interventional, and therapeutic uses; and complex bump profiles—all while meeting tight tolerances for tube structure and material properties.
Repeatable extrusion isn’t an art. It’s a science that starts well upstream with the fundamentals of material selection, blending and plastication. At the point of extrusion, die temperature, material pressure and, in many cases, air-assist pressure play critical roles in forming the tube profile. But finishing the molten tube into medical-grade product is the domain of a growing range of downstream tools.


Years of development efforts by extrusion equipment makers have resulted in a steady stream of improvements that make production of catheters and stents more repeatable, controllable, and automated than ever before, while reducing the need for off-line, manual quality-assurance, cutting and finishing work.
Starting from the extruder, medical tube production typically follows a six- or seven- step process that encompasses several different types of equipment, including the vacuum cooling tank, several gauging and measurement devices, a puller and a cutter, as seen in Fig. 1.
STARTING AT THE END
Because precise regulation of the speed of medical tube extrusion process is crucial to a quality product, let’s begin by considering the puller or, in many cases, the puller/cutter, which is typically the last piece of downstream extrusion process equipment. Pullers today (Fig. 2) are computer-controlled and servo-driven, so they can pull extruded tube through the process at extremely precise rates or adjust speeds in very small increments. By maintaining highly consistent line speeds, today’s pullers help to maintain very precise control over tube wall thickness. Or, by varying line speed, pullers can make real-time changes in tube dimensions, from changes in wall thickness to more complex features.
Improved process controls enable the puller to coordinate line-speed changes with changes in air-assist pressure at the extrusion die. This makes it possible—with the help of pre-programmed recipes—to automate tube OD and wall-thickness changes and to repeatably produce “bumps,” “bubbles” or tapers in medical tubing.
And because the puller’s servo drives track position and speed so accurately, measuring and cutting finished lengths of medical tubing—even with complex taper-bump-bubble shapes—is relatively easy. Continuous positioning and quality data is collected from in-line sensors and gauges, then used by the puller’s computerized control to manage cutting operations. Should sensors detect an unexpected variation in tube quality, its position can be marked and the defective section automatically cut out and discarded. Traveling-table cutters make it possible to measure/cut tube lengths continuously at line speed.
BACK TO THE BEGINNING
Now, with speed and length control out of the way, let’s return to the beginning of the extrusion process, to the point where the tube is leaving the extruder and passing through air on its way to the vacuum/cooling tank.
Controlling the sizing of small-diameter, single- or multi-lumen medical tubing has required equipment machine builders to scale down previous vacuum-sizing/cooling equipment, reduce water turbulence, and provide finer, more precise quantification and control of vacuum level, water temperature, and water flow (Fig 3).
Within these tanks, extruded tube typically undergoes several different operations:
• Hot gauging: The first of several sensors in downstream extrusion controls is an ultrasonic gauge. Positioned under water in the first 12 to 18 in. of the vacuum-cooling/sizing tank, this gauge measures tube OD and wall thickness before the tube has had a chance to cool. Hence the name—“hot gauge.”
Reading wall thickness at four points around the circumference of the tube, the gauge measures the uniformity of the tubing wall and allows for on-the-fly control of this important variable (Fig. 4). This is a substantial improvement over other control techniques that provide no feedback until farther downstream in the process. Use of a hot gauge at the head of the extrusion line enables puller speed to be adjusted immediately to increase or decrease the wall thickness of the tube. The puller, in turn, has been tuned to make smaller incremental adjustments so that, together with the faster gauge readings, it can produce extremely tight wall-thickness control.
Continuous positioning and quality data is collected from in-line sensors and gauges, then used by the puller’s computerized control to manage cutting operations
• Sizing: Drawing a vacuum within these cooling/sizing tanks serves multiple purposes. By drawing vacuum to reduce the pressure of the air and water within the tank, the tank creates a pressure differential that allows air within the extruded tubing to expand outward, which is essential for sizing. Sizing may be aided by a calibration tool, or not, depending on the application.
For simple, single-lumen tube designs made of non-sticky polymers like PEEK, polycarbonate, or HDPE, a “contact sizing” process is often used. This involves passing the tube through a calibration tool. The differential pressure between the vacuum tank and the air inside the still-warm tube—at atmospheric pressure—causes it to expand outward until it is limited by the calibration tool.
More and more tube designs, including multi-lumen tubes, are sized using a “non-contact” process, which is the preferred way to size tubes made of popular, but sticky medical tube materials, such as urethane (TPU), that will not pass smoothly through a calibration die. This method injects an air-assist—a bit of positive air pressure—through the back of the die and into the tube. As seen in Fig. 5, the differential pressure—this time caused by pressure in the tube rather than vacuum outside—helps the tube to expand and hold even complex profiles.
No matter how the tube is sized, drawing vacuum in the cooling tank also can be a significant aid to the cooling process. The negative pressure of the vacuum prevents cooling water from leaking out the opening where the extruded tube first enters the tank. Preventing this leakage, or drool, by keeping the tank/water interface vertical, like a wall, is essential to continuous, even cooling around the extruded tube profile. If a leak is allowed to occur, it cools one portion of the tube wall first, leaving hotter material in the other portion to “draw down,” causing a thinning (and often a bulge) in that section of the tube wall, as shown in Fig. 6. Thus, even a minor leak of cooling water can cause major tube ovality problems.
• Heat Transfer: The other major job of the vacuum/cooling tank, of course, is to transfer heat away from the hot tube, enabling it to cool properly. The rate of heat transfer must be carefully regulated to ensure that the polymer retains the most desirable molecular structure and mechanical properties. Steady, gradual cooling is conducive to tubing that requires a crystalline structure. If tubing materials are cooled too quickly, their molecules will take on an amorphous structure, resulting in less-than-optimal performance. For example, tubing made with nylon that is cooled gradually develops a more crystalline structure and exhibits better elongation and burst strength than similar tube that is cooled rapidly.
There are two basic ways to slow heat transfer and promote more even cooling: One is to increase the distance from the extrusion die to the cooling tank. This gives the tubing more time in air, which has a low rate of heat transfer. But this may not be practical. The second option is to increase the cooling water temperature, since warmer water will extract heat from the polymer at a slower rate.
Ultimately, if you’re serious about making tube extrusion a repeatable and scientific process, you should develop and utilize specific cooling-water temperatures for each material and each line speed. The latest vacuum-cooling tanks enable precise control over water temperatures (to ±1° F) and flow rates so that optimal rates of heat transfer are maintained. Such precise temperature control ensures consistency in material properties, sizing and quality.
There are two ways to slow heat transfer and promote more even cooling: One is to increase the distance from the extrusion die to the cooling tank. The second is to increase the cooling-water temperature.
Downstream from the cooling tank, the now-cooled tubing passes through two more inspection steps:
• Cold Gauging: First is a laser gauge, which measures the final OD and wall thickness/ovality of the tubing. If your process is working properly, this “cold gauging” step should be relatively simple, essentially confirming that upstream process controls are responding as expected to control tube quality.
• Visual inspection: A bit farther downstream, medical tubing lines typically add an additional monitoring tool, an automated vision system that can inspect finished tubing for non-programmed variations or flaws in the tubing, such as gels and surface imperfections. Flawed sections are digitally “marked” so that the cutter can cut out and remove them.
• Cutting: Depending on the material being extruded and cut-quality standards, a number of highly precise cutter designs can be used on catheters and stents. For example, state-of-the-art puller/cutter technology can maintain cut-to-length tolerances of ±0.015 in. or better on even small microbore tubing (down to 0.008 in.) when used with specialized input devices. It uses a fly-knife cutter, which chops through the tubing with a high-speed rotating blade.
Medical Tube Production: Features and Controls
|
Tube feature |
Primary Process Controls |
|
Tube Profile |
Extrusion die |
|
Tube OD |
Internal air-pressure differential (air-assist or vacuum) Calibration tooling (if used) |
|
Wall thickness |
Puller speed Extrusion die alignment |
|
Concentricity/ovality |
Extrusion die alignment Cooling water interface |
|
Tube Bumps/Bubbles/Tapers |
Programmed ‘recipes’ coordinate changes in puller speed and air-assist to effect repeatable tube-profile expansion or contraction |
|
Physical/material properties: Structure (crystalline/amorphous) Elongation Burst strength |
Heat-transfer rate in cooling tank (more gradual cooling fosters crystalline structure and increases elongation, burst strength.) |
For more challenging applications, where a fly-knife cutter might deform or fracture the tubing, a planetary cutter can be offered for brittle, shatter-prone tubing materials. Planetary cutters utilize a spinning blade that rotates around the tube, slicing rather than chopping though it. This gentle, lathe-like action cuts without causing tube deformation or generating particulates.
Combining the inputs of in-line gauges and vision systems with servo pullers and software-based control systems makes new levels of extrusion automation possible. Processors can create specialized programs (or “recipes”) for repeatable, automated production of value-added tubing features. For instance, taper or bubble tubing requires repeated adjustment of OD during extrusion so that one end of each cut-to-length section is larger in diameter than the other. Today’s software and control features make production of these complex features simpler and far more repeatable. And, together with particle-free cutting methods like planetary cutting, they also make it possible to automate precision cutting and finishing operations that until recently had to be done manually, off-line.
ABOUT THE AUTHOR
Chris Weinrich is director, packaging & medical, for the Conair Group, Cranberry Township, Pa. He joined Conair in 2012 and assumed his current role in 2017. He was previously general manager for Conair’s downstream extrusion business. Prior to joining Conair, Weinrich worked at Xaloy Inc. for eight years, where he was global product and sales manager. Before that, he worked in the Extrusion Division of Milacron for 15 years, holding several positions in technical service, engineering and product management. Contact: cweinrich@conairgroup.com; conairgroup.com.

Related Content

What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
Get Color Changes Right In Extrusion Blow Molding
Follow these best practices to minimize loss of time, material and labor during color changes in molding containers from bottles to jerrycans. The authors explore what this means for each step of the process, from raw-material infeed to handling and reprocessing tails and trim.
Read More
Consistent Shots for Consistent Shots
An integral supplier in the effort to fast-track COVID-19 vaccine deployment, Retractable Technologies turned to Arburg and its PressurePilot technology to help deliver more than 500 million syringes during the pandemic.
Read More
‘Monomaterial’ Trend in Packaging and Beyond Will Only Thrive
In terms of sustainability measures, monomaterial structures are already making good headway and will evolve even further.
Read MoreRead Next

Four Keys to Consistent Tubing
Because of their use in critical applications, processors of medical tubing have little or no room for error.
Read More
A Culture Built on Innovation in Medical Tubing Extrusion
Microspec was born out of innovation, and 28 years later continues to set the global standard in medical tubing by developing high-precision multi-lumen catheters—among other tubing products—by refusing to believe “it can’t be done.”
Read More
Teel Plastics: Where Science, Tech, Quality and Innovation Meet
This family-owned custom profile and tubing business controls its own destiny by controlling, well, everything.
Read More