
Injection Molding Wood-Plastic Composites
Injection molders are just becoming acquainted with this new class of molding materials. It pays to learn some basic processing guidelines before jumping in.




In their natural color, WPCs provide an “organic” look and feel with a light brown color and consistent grain. Birdcage bottom.

Calibration dials

Bank ATM

WPCs can be dyed with excellent results.
Wood-fiber/thermoplastic blends have already made a name for themselves in extruded decking and fencing boards. Now they are moving into injection molding. Some injection molders are hesitant to experiment with new materials like wood-plastic composites (WPCs). Molders that have experimented with them have encountered a number of challenges, including inconsistent quality, inconsistent supply, and generally greater difficulty in working with WPCs in comparison with more familiar injection molding materials.
However, recent developments in the manufacture of WPC compounds have significantly improved the quality, consistency, and capability of this environmentally friendly material. In fact, the latest generation of WPCs can be run smoothly through traditional injection molding equipment with minimal adjustments to process settings and no physical hardware modifications. However, these materials do have some processing characteristics that distinguish them from familiar molding resins.


WPCs can be made with a variety of plastics, such as polyethylene, polypropylene, and polystyrene. What’s more, WPCs are just one category of an emerging family of materials that can be termed “thermoplastic biocomposites.” Besides wood, these biocomposites can utilize other natural fibers such as rice hulls, palm fiber waste, or flax. The molding guidelines outlined below apply specifically to wood-fiber/PP blends, but the general principles are believed to be generally applicable to other thermoplastic biocomposites as well.
Why use TP biocomposites?
There are many compelling reasons to create products and components out of thermoplastic biocomposites. As they contain up to 50% organic fibers, these materials offer injection molders a material option that is more environmentally friendly than typical petrochemically derived polymers. In addition to the “green” factors, thermoplastic biocomposites reduce a molder’s exposure to increasing petroleum prices, reduce the energy costs associated with production, and produce an end-product with great structural rigidity, an aesthetically pleasing finish, and new, highly marketable performance capabilities.
Wood/PP biocomposites tend to be lower in cost and weight than unfilled resins or glass-filled resins. WPCs are competitive with calcium carbonate-filled or talc-filled PP in cost, performance, and processing. But WPCs have the advantage of lower density, which reduces their effective cost and can be beneficial in transportation and other uses that put a premium on light weight. Applications can include automotive, construction, sports, toys, and other consumer goods.
Good candidates for injection molding with WPCs are parts with thick walls and ones that would benefit from excellent rigidity and dimensional stability. However, they should not be subjected to excessive impact, since WPCs are less shatter-resistant than some traditional injection molding materials. While WPCs are best suited to parts with thick walls, processors can compensate for thinner walls by blending WPC with additional neat polymer.
WPCs offer the combined properties of wood and plastic—excellent moisture barrier plus the ability to be screwed or nailed like wood, along with an organic look and feel.
Materials selection
To ensure the quality of finished components, it is critical to utilize high-quality thermoplastic biocomposite pellets. There are two main areas of the pellet composition to focus on:
- Dryness. Surface moisture should be less than 1.5% while internal pellet moisture should be less than 1%. Failure to control moisture content can result in visible splay and increased brittleness.
- Proper encapsulation and uniformity. Pellets should be clean and relatively consistent in size and shape. There should be no fines, chads, or streamers. In addition, there should be no powdery residue, which is a sign of improper equipment design or maintenance on the part of the pellet manufacturer.
One of the benefits of the current generation of WPCs is that they can be blended very efficiently with additional unfilled PP or other resin. In this manner, molders can still reduce their material costs and obtain the “green” benefits of the material while tailoring the wood-fiber level. Through blending, molders can achieve different performance characteristics—for example, improve the shatter resistance of components such as car bumpers or increase the structural rigidity of neat resin.
Processing guidelines
When molded using proper temperatures, speeds and a non-restricted flow path, WPC parts will exhibit uniform color and dispersion of wood fibers, minimal stress, smooth surfaces, and no evidence of gassing. The two most important principles to keep in mind for molding WPCs and other biocomposites are to avoid excessive heat and shear.
While traditional thinking might suggest that the wood fiber in WPCs would act as a flow inhibitor, the reverse is often true. Wood/PP actually flows very quickly at relatively low temperatures and pressures (generally similar to mineral-filled PP). As a result, injection molders can achieve significant energy savings. They can also achieve shorter cycle times and higher productivity due to reduced filling and cooling times.
Typical temperatures for molding wood/PP composites are 340 to 370 F (171 to 188 C) for the rear zone, 360-390 F (182-199 C) for the middle zone, 380-410 F (193-210 C) for the front zone, and 390-410 F (199-210 C) for the nozzle tip.
Molding pressures of course depend on the design of the part as well as the runner system and gates. That said, injection molding with WPCs generally requires less pressure than molding with traditional materials.
Filling speeds for WPC molding deserve attention. While the material tends to flow very quickly, it is important to avoid excessively short fill times as the material is shear sensitive. Increased heat due to overly fast fill times typically manifests itself in a telltale resin-rich streaking on the surface of the component. This streaking is remedied simply by slowing down the injection rate.
Given the lower temperatures used for molding WPCs, hold times are often lower than with regular materials.
The nozzle tip used in the molding process should have an orifice as close as possible to the diameter of the sprue to minimize shearing. Smaller tips may cause increased shear as well as discoloration caused by overheating of material as it enters the mold.
Injection molded WPC components are rather “natural” in appearance, with a light-brown tone and a uniform grain. However, a high-gloss finish is achievable, and the material can be dyed in various colors with excellent color uniformity.
Tooling tips
Typically, runner systems should have a generous flow path with minimal obstruction in order to minimize shearing of the material. Likewise, injection gates should be as large as the mold will permit. Gates that are too small will cause excessive shear and possible discoloration, as well as a resin-rich appearance at the gate region.
Commercial WPC Pellets
JER Envirotech uses waste or byproduct natural fibers and virgin or recycled thermoplastics to compound molding and extrusion pellets and to extrude composite panel boards. These products resulted from joint research with the National Research Council of Canada. JER offers more than 60 WPC pellet formulations (tradenamed JERtech) for injection molding and extrusion, including flame-retardant grades. Most are based on wood fiber and PP.

JER Envirotech utilizes unique compounding techniques that reduce the internal moisture levels in pellets well below 1%. This allows JER to create injection molding formulas with fiber loadings between 30% and 50% and masterbatch formulas with up to 60% fiber loadings. Through proper encapsulation of the bio-fiber and thorough blending of the fibers throughout the composite, JERtech pellets mold easily with standard tooling and dies and offer minimal shrinkage and thermal-expansion coefficients.
Ideally, parts should be gated directly into a thick section of the part. In cases where an edge gate is required, we recommend a gate width of at least two-thirds the thickness of the part wall.
Gates should be located so as to avoid joining of flow fronts and weld lines at points that may be susceptible to stress in use. Breakage is more likely to occur at such weld lines.
Molder training program
Since WPCs are so new to most injection molders, JER Envirotech has developed a molder training and accreditation program designed to qualify and educate customers on the proper use of its biocomposites. Through accreditation, injection molders (and extruders) gain the knowledge to obtain the best results from these materials. The end result is a consistently high-quality product that accurately reflects the skills and experience of the molder as well as the inherent quality of the biocomposite compounds.
Molding Case Study

WPC parts molded in a family tool designed for ABS/PC.
Baytech Plastics ran JER’s WPC pellets in an unmodified two-cavity family mold of P20 steel, designed for ABS/PC electrical covers. The trial showed that WPC pellets based on semicrystalline PP resin mold well in tooling designed for an amorphous plastic.
The temperature profile was as follows:
Front nozzle: 370 F, instead of 500 F typically
used for the ABS/PC.
Center zone: 355 F instead of 500 F for ABS/PC.
Rear zone: 355 F vs. 500 F.
These pressures were used:
Filling: 1050 psi vs. 1200 psi with ABS/PC.
Parts molded in ABS/PC tool: (top to bottom) 100% PP-based WPC; TPO/WPC blend with 20% wood; TPO/WPC blend with 10% wood.
Pack/hold: 150 psi vs. 200 psi.
The optimum fill time was 2.4 sec for WPC compared with 3.5 sec for ABS/PC.
The total hold time was 4.6 sec instead of the typical 7 sec for ABS/PC.
The finished component weighed 20% less than the ABS/PC component (100 g vs. 125 g).
Baytech Plastics also performed a successful blending trial. TPO was mixed with PP-based WPC pellets at a ratio of 1:2 to achieve a wood loading of 20% and at a ratio of 2:1 to achieve a wood loading of 10%.
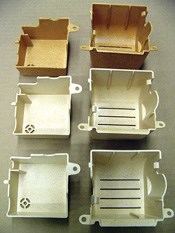
Parts molded in ABS/PC tool: (top to bottom) 100% PP-based WPC; TPO/WPC blend with 20% wood; TPO/WPC blend with 10% wood.
Bill Hunnicut is v.p. of global sales and marketing for JER Envirotech in Delta, B.C., Canada. This article was prepared in collaboration with Spencer Brown at custom molder Baytech Plastics, Midland, Ont., and Scott Prill of compounder AlphaGary Corp., Leominster, Mass. JER thanks them and their colleagues for their help in developing data for this article.

Related Content

BASF Highlighting How They 'Make, Use and Recycle Future Solutions'
NPE2024: BASF is using its proprietary computer-aided engineering tool Ultrasim when designing for sustainability in a broad range of industries.
Read More
PHA Compound Molded into “World’s First” Biodegradable Bottle Closures
Beyond Plastic and partners have created a certified biodegradable PHA compound that can be injection molded into 38-mm closures in a sub 6-second cycle from a multicavity hot runner tool.
Read More
Avantium and U.S.’s Origin Materials Aim to Accelerate Production of FDCA and PEF
The partnership aims to bring together both companies’ technology platforms to produce FDCA from sustainable wood residues on an industrial scale.
Read More
At NPE2024, Follow These Megatrends in Materials and Additives
Offerings range from recycled, biobased, biodegradable and monomaterial structures that enhance recyclability to additives that are more efficient, sustainable and safer to use.
Read MoreRead Next

Beyond Decking: Wood Composites Branch Out
Extruded decking still drives the embryonic wood-filled plastics market. But injection and compression molded wood composites are coming on strong, and extruded profiles are moving toward more complex millwork shapes.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More