
Micro-Layers Enter Blow Molding
Taking coextrusion blow molded bottles beyond six layers while maintaining conventional wall thicknesses is at the core of a new micro-layer approach developed by Dow.

Parison with 30+ layers of HDPE and LLDPE shows the effectiveness of the technology.
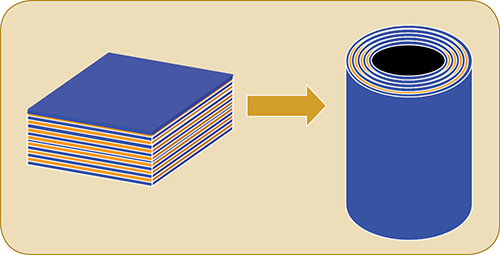
Dow’s novel micro-layer approach, borrowed from flat-die extrusion, combines materials into a planar stack outside the die and then forms them into a tube inside the die.
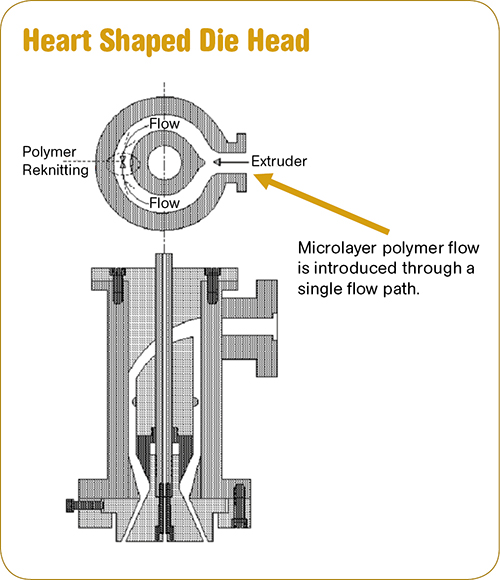
Flat stack of micro-layers enters the heart-shaped die head through a single entry point.
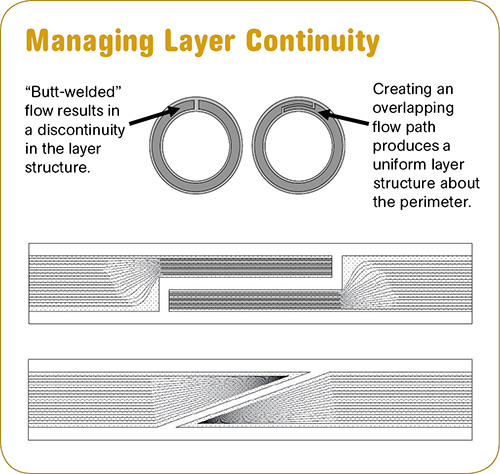
Overlapping the edges of the flat micro-layer stack as it forms into a tube maintains a uniform layer structure, without a gap at the weld line.
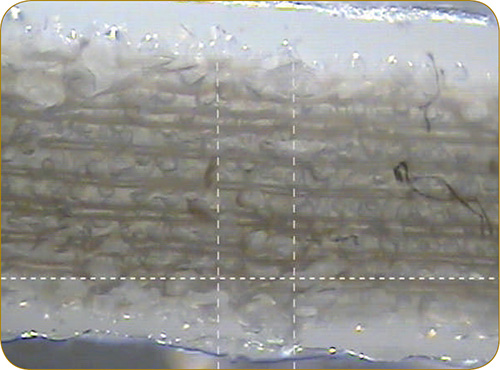
This bottle cross-section shows alternating foamed and solid micro-layers—an extension of Dow’s coex concept.


Taking coextrusion blow molded bottles beyond six layers while maintaining conventional wall thicknesses is at the core of a new micro-layer approach developed by The Dow Chemical Co., Midland, Mich. The new technology, which can produce bottles with anywhere from 30 to 100 layers, was presented by Sam L. Crabtree, research scientist in the Materials and Parts Processing R&D group at Dow, at the recent Annual Blow Molding Conference in Chicago of SPE’s Blow Molding Div. (blowmoldingdivision.org).
Coextrusion of flat film and sheet with multiple—even dozens—of layers has been developed by Dow and others. Some firms have also demonstrated ability to coextrude blown film with 100+ layers. As we reported in June, Crabtree’s colleague Dr. Joseph Dooley discussed Dow’s research in blown film at the SPE ANTEC conference in Boston this past spring. Micro-layer blow molding was the next logical step.


Coextrusion blow molding today typically produces at most six-layer structures for enhanced barrier, strength, scratch resistance, printability, and anti-static properties. The most common applications are fuel tanks and bottles with view stripes or multicolor decoration.
But micro-layer coextrusion with alternating layers of complementary materials can achieve higher performance than a conventional multi-layer structure with the same volume of material, says Crabtree.
MICRO-LAYER FORMATION
A multi-layer parison is typically formed by each extruder feeding a separate, concentric, heart-shaped or spiral mandrel in the die. “Conventional blow molding coextrusion is constrained by spatial limitations stemming from the use of multiple extruders feeding a complex mandrel and die design,” says Crabtree.
To overcome this problem, Crabtree and several other researchers at Dow developed a technique that produces a stack of alternating micro-layers of material before the material enters the die. “These layers can be fractions of a millimeter and are the result of coupling a novel layer multiplication technique with unique die-head geometries to produce structures with a significantly greater number of layers,” says Crabtree.
Dow’s approach first forms the desired number of layers in a flat, planar stack—based on a concept for extruding film and sheet patented in 1971 by D. Chisholm and W. Schrenk—and then shapes them into a tube inside the head. The tubular parison is formed inside a heart-shaped annular crosshead die and mandrel with a single entry point. A single entry point supports integrity of the structure, according to Crabtree.
He also notes that where the edges of the original planar layer stack are joined to form a tube creates a weld line. “Weld-line management is very important in order to maintain layer continuity and integrity,” says Crabtree. “Butt-welded flow paths can significantly impact the performance and look of the product. A trick we borrowed from Dow patented blown film technology is to overlap the flow paths of the melt to minimize reknitting issues.”
In its lab, Dow created a 350-ml Boston round bottle with a uniform 1.25-mm wall that contained 33 alternating layers of HDPE and LLDPE. Dow also produced a parison with 100 layers. Dow used a machine with two 1.5-in. extruders and a 1.25-in. extruder, as well as Dow-designed feedblock and “layer multiplier.” The crosshead-style die had 1 in. diam. and 0.060-in. fixed die gap. The die was “modified to manage the micro-layer flow path.”
Dow also produced a 30+ layer bottle with alternating layers of foamed material between solid micro-layers. Weight of the Boston round bottle was thus reduced by 30%.
The micro-layer approach may bring benefits to molders who bury post-consumer reclaim (PCR) in the core of a product. “Dividing the PCR into layers and alternating each layer with virgin polymer could diminish the loss in part properties, since each PCR layer is bounded on either side with virgin material,” says Crabtree.
If the system is designed properly, a molder should not see a change in material flow rate, processing temperatures, or shear. “Even though the material is traveling along multiple paths, and along smaller paths, the total flow rate and the shear, whether it is a three-layer or 25-layer structure, is approximately the same because the summation of the cross-sectional area is the same,” says Crabtree. Dow’s rule of thumb is that there should be no greater than a 3X difference in viscosity at a given shear rate between the different layer materials.
Crabtree says Dow has filed a patent application for the technology and will look to license it when the patent issues. Dow also seeks partnerships to optimize the design and function of the tooling and machinery and to enhance control of the overall process. Crabtree says single-head blow molding machinery, such as a rotary wheel, can be an excellent option for this technology, while accumulator-head, stretch-blow, and shuttle machines may present more obstacles to success, because controlling the integrity of the layers may be more challenging.








Related Content

Foam-Core Multilayer Blow Molding: How It’s Done
Learn here how to take advantage of new lightweighting and recycle utilization opportunities in consumer packaging, thanks to a collaboration of leaders in microcellular foaming and multilayer head design.
Read More
Multilayer Solutions to Challenges in Blow Molding with PCR
For extrusion blow molders, challenges of price and availability of postconsumer recycled resins can be addressed with a variety of multilayer technologies, which also offer solutions to issues with color, processability, mechanical properties and chemical migration in PCR materials.
Read More
What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
How to Extrusion Blow Mold PHA/PLA Blends
You need to pay attention to the inherent characteristics of biopolymers PHA/PLA materials when setting process parameters to realize better and more consistent outcomes.
Read MoreRead Next

Nano Technology Moving Fast Into Blown, Flat Film
New technology to process nano blown films unveiled by Dow at Antec. Nano cast film, sheet advances too.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More