
Minimize Sheet Gauge Variation by Roll Design
‘Hour-glass’ sheet gauge can be avoided through a reverse-bending roll design that is out of patent and freely available.
.jpg;width=70;height=70;mode=crop;format=webp)


Over 20 years ago, a reverse-bending roll design was developed and patented to offset chill-roll deflection, permitting the manufacture of flat sheet with greater roll width. Conventional chill-roll deflection under uniform nip loading is proportional to the fourth power (L4) of the roll length. So it takes a significant change in shell thickness to offset the deflection of the nip force as the roll width increases, and this weight also adds to the deflection. The combination of deformation resistance of the polymer and the roll weight itself becomes limiting in controlling sheet gauge as the width increases. This is particularly true of polymers that have greater resistance to deformation or nip pressure, such as HMWPE.
There was a solution that has disappeared in recent years, from a company that had a patent on a unique roll design. The company has gone out of business and its patent has now expired, so anyone can now use that design. It was called a “Contrabend” design because it deforms under load in the direction opposite to that of a conventional roll. The design requires a good understanding of structural design and coolant flow; but done correctly, it does not reduce the performance of the roll in any way. The calendering and cooling performance are exactly the same as a conventional roll.


It works on a simple principle of a center-supported or cantilever configuration rather than a traditional end-supported design. The result is a design that allows matching the deflection of the middle to the top roll in the same direction so that bending of one to the other results in a parallel roll gap and sheet gauge. The deflection of the Contrabend roll is still to the fourth power of the length (L/2 )4; but since it’s supported in the middle, it has half the length being center supported.
A correctly designed reverse-bending roll does not reduce the performance of the roll in any way.
There is no loss in cooling performance, because the coolant flow and the outer-shell thickness can remain the same. Prior to the expiration of the patent in 2015, a significant number of these “reverse-bending rolls” were made and used at sheet manufacturing facilities. I recently had occasion to design one for use on a 23.5-in. diam. × 63-in. wide roll stack with a 17.75-in. diam. top roll to correct the “hour-glass” sheet gauge resulting from deflection of both the top and middle rolls.
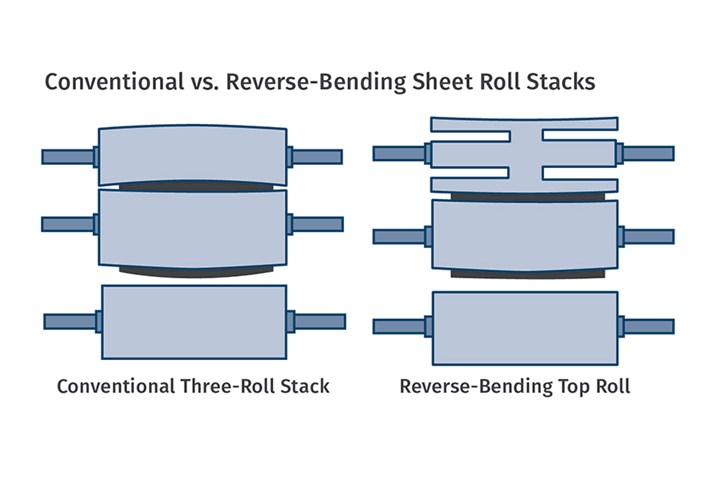
Reverse-bending top roll is center supported rather than end supported. It can bend to match the deflection of the center roll—opposite to the usual direction of top-roll deflection—thus maintaining uniform sheet gauge. Deflection is exaggerated here for visual clarity. (Image: J. Frankland)
Also, it has become common for sheet-line manufacturers to use a smaller-diameter top roll to facilitate ease of “string up” and provide additional safety to the operating people, because they do not have to reach through the nip. This further increases the deflection of the top roll. However with the top roll bending in the same direction as the middle roll, a much smaller top roll is easily available with no sacrifice in sheet gauge.
The drawing shows roll deflections exaggerated for clarity. In most cases, the roll deflection of both the conventional top and middle roll is each less than 0.002 in., but added together is 0.004 in., which is unacceptable for many high-tolerance sheet products. It is helpful to know the inner and outer shell thicknesses of the middle roll to match the reverse-bending roll as closely as possible; but this is not absolutely necessary, since as it can be closely approximated from the resulting sheet-gauge variation with an existing middle roll.
ABOUT THE AUTHOR: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724)651-9196.








Related Content

How to Select the Right Cooling Stack for Sheet
First, remember there is no universal cooling-roll stack. And be sure to take into account the specific heat of the polymer you are processing.
Read More
How to Effectively Reduce Costs with Smart Auxiliaries Technology
As drying, blending and conveying technologies grow more sophisticated, they offer processors great opportunities to reduce cost through better energy efficiency, smaller equipment footprints, reduced scrap and quicker changeovers. Increased throughput and better utilization of primary processing equipment and manpower are the results.
Read More
What to Know About Your Materials When Choosing a Feeder
Feeder performance is crucial to operating extrusion and compounding lines. And consistent, reliable feeding depends in large part on selecting a feeder compatible with the materials and additives you intend to process. Follow these tips to analyze your feeder requirements.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so the barrel appears to be turning clockwise around a stationary screw.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More