
Molders’ Block: Dealing With Foreign Materials in a Hot-Runner System
Understanding plastic flow can help you understand how foreign materials move—or don’t move—through your hot-runner system.



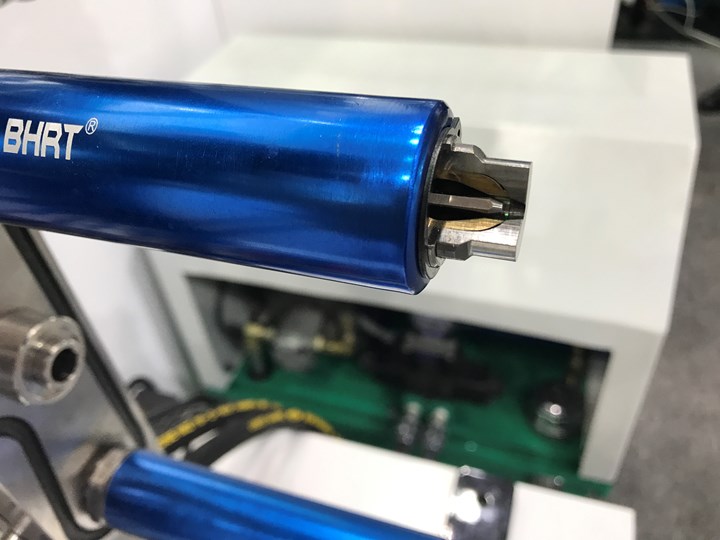
Determining whether foreign material blocking a hot-runner nozzle tip is a one-time issue or an ongoing contamination event is a key first step in dealing with the situation. (Photo: Tony Deligio)
Over the last two-plus years, manufacturing has become more challenging than ever. These challenges haven’t been unique to the plastics industry; all manufacturing has been impacted as demand for many products continues to increase while there is also a decline in availability of raw goods. The increased pressure to keep jobs running in order to meet our customers’ and, ultimately, consumers’ demands during this global pandemic has forced injection molders to run under sub-optimal conditions.
Shorter runs and more frequent mold changes have become business-as-usual due to many shortages. These shortages have extended from resins to the steel we use to build mold components and even to the labor needed to package product. Let’s just say that these are interesting times that call for creative solutions in order to stay ahead or as close to ahead as possible.


I recently came across a molder struggling with a metallic foreign material (FM) contaminating the hot-runner system on a high-cavitation, multi-level mold. Of course, it happens to be one of the molder’s highest priority jobs that supplies one of its highest volume customers. During our first conversation I was told that there was no way this molder could afford to take the mold down long enough to have the hot-runner system thoroughly cleaned. Although this was a difficult situation, it did provide an opportunity to challenge everyone’s perceptions on how plastic was flowing through this hot-runner system and why the FM was taking so long to make its way through that system.
The first rule of plastic flow—whether in the cavity, a cold-runner system, or through a hot runner—is that plastic flows in the direction of least resistance.
First let me say that it is never recommended to allow the FM, metallic or otherwise, to pass through a hot-runner system. The best course of action is to send the system to an oven or fluidized bath to rid the flow channels of all plastic and contamination. You could also purge a hot-runner system with a purging compound if this were a single-level mold but with a multi-level mold this is a much more difficult process to say the least. At the same time, we need to protect the supply chain whenever possible for our customers and consumers.
First Rule of Plastic Flow
Whenever we are discussing plastic flow—whether in the cavity steel, a cold -unner system, or through a hot-runner system—the first rule we need to remember is that plastic flows in the direction of least resistance. This is extremely important when a foreign material invades a hot-runner system. In the case above, the FM was a non-ferrous metal that was completely obstructing the hot tips on many cavities. A quick inspection of the material-handling system showed no obvious signs of an entry point for the FM; but even as the hot tips were replaced, they would almost immediately block off again. This molder continued to mold, thinking that as the job would run, the FM in those drops would be pushed towards the tips with each shot.
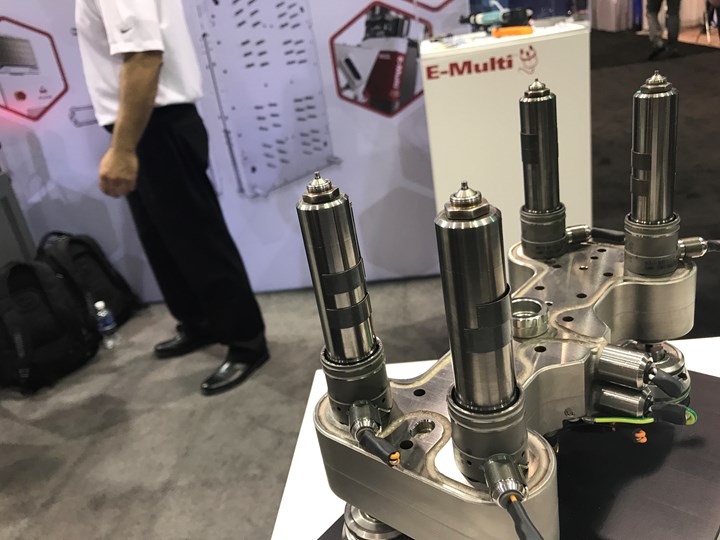
Best practice when experiencing foreign material contamination of a hot runner is complete disassembly and cleaning, but that isn’t always possible. (Photo: Tony Deligio)
I had him repeat that to me again to make sure I had understood his theory: “As it runs, the metal in the drop gets pushed closer to the tips.” My response: “How high do you think the viscosity of the material is in those drops with the tips completely blocked off with metal?” I waited a moment before answering the question myself: “Infinitely high.”
Suspended State
If plastic flows in the direction of least resistance, than nothing is happening in those drops that have been completely occluded by metal. This means that any FM in those hot-runner drops is suspended in the position it was at the time when the plastic could no longer flow through the gates. That metal isn’t going anywhere, and as soon as you open up the gate, by removing the metal or replacing the hot tip, then and only then will it move again.
But, based on the orifice size of the hot tip, it is very likely that another chunk of FM would block off the gate shortly after it is unblocked. This is one reason why even a one-time event that introduces FM into a hot-runner system can mimic an active event of contamination. If plastic can’t flow, neither will the FM, and it isn’t going to cut its way to the front of the line, like me at a donut shop.
In addition to the gate orifice diameter being much smaller than the diameter of the FM making its way through the hot-runner system, these particular hot tips also had a vest-cap installed in the space between the hot tip and the gate insert. Depending on the design of a vest cap, it can significantly reduce the effective plastic flow area. What do I mean when I say “effective” flow area?
Due to the fountain flow of plastic, pressure can only be transferred cylindrically through the center of the plastic flow. This area is commonly referred to as the effective flow area. Think of it this way, if you have a cold runner cut in a rectangle that measures 10 by 20 mm, the effective flow diameter is going to be just under 10 mm. It is as simple as drawing the largest circle you can inside a cross-section of the runner.
And yes, for those wondering, it is a waste of material to use non-cylindrical flow channels and a waste of time to increase the width of a tab gate in only one direction. Keeping these flow characteristics in mind, I knew any sort of protrusion of the vest cap into the gate would significantly reduce the diameter of the effective flow area, and any FM working its way through was going to cause an obstruction.
If plastic can’t flow, neither will the FM, and it isn’t going to cut its way to the front of the line, like me at a donut shop.
That is another reason why it can take a great deal of run time and unblocking of gates for contaminants to work their way out of a hot-runner system—and I haven’t even mentioned dead stops yet.
Dead spots are any areas inside the hot runner that are mismatched or any turn in the melt channel that was created by cross drilling and plugs. The mismatch can create an area where plastic is unable to escape, causing it to degrade and carbonize over time—or for our FM, to hang up and break off later as the melt flows pass over it. The turns created by cross-drilling are very similar. Cross-drilling creates a sharp corner on the inside of the turn and a dead spot on the opposite side. The circular flow of plastic allows this area to be filled but doesn’t allow it all to be cleared out by the next shot, so the plastic just sits in that area and cooks. This can cause a small bit of carbon to break off, leading to contamination in your parts, and just like the mismatch, it can also allow for FM to hide and show itself again, making molders think they have an active contamination event.
At the end of the day, when something like metal makes its way into your hot runner system the best thing to do is to have the system completely cleaned in an oven or a fluidized bath. Since we all live in the real world, one that has doesn’t allow downtime, we may have to work through issues we’d prefer not to. Understanding how plastic flows can help you determine if you have some old FM coming through the system or there is an active contamination event.
ABOUT THE AUTHOR: Robert Gattshall has more than 22 years’ experience in the injection molding industry and holds multiple certifications in Scientific Injection Molding and the tools of Lean Six Sigma. Gattshall has developed several “Best in Class” Poka Yoke systems with third-party production and process monitoring such as Intouch Monitoring Ltd. and RJG Inc. He has held multiple management and engineering positions throughout the industry in automotive, medical, electrical and packaging production. Gattshall is also a member of the Plastics Industry Association’s Public Policy Committee. In January 2018, he joined IPL Plastics as process engineering manager. Contact: (262) 909-5648; rgattshall@gmail.com.

Dealing with foreign material contamination of a hot runner will protect it, the mold and the molded parts from any unwanted particulates. (Photo: ThinkStock)








Related Content

Hot Runners: How to Maintain Heaters, Thermocouples, and Controls
I conclude this three-part examination of real-world problems and solutions involving hot runners by focusing on heaters, thermocouples, and controls. Part 3 of 3.
Read More
Plate Design for Synchronous Valve Pin Movement
Heitec’s type 64.086 Syncro Plate for valve-gate systems, which is distributed in North America by Technoject Machinery, enables fully synchronous motion with valve-pin positioning accuracy down to 0.01 mm.
Read More
Hot Runner System for Commodity Resins
NPE2024: Mold-Masters’ EcoONE series hot runner system is optimized for processing commodity resins for simple, cost-sensitive applications.
Read More
Cold Deck for LSR Molding
After field testing, validation and refinement with customer feedback, Husky announced the introduction of a cold-deck system for direct gate molding of LSR.
Read MoreRead Next

Tool Maintenance: A Molder’s Must-Have
Equipping a toolroom for proper mold maintenance and repair takes more than just the right technology.
Read More
Understanding—and Using—Decompression to Your Advantage
Decompression—aka suckback—is a very important setting on an injection molding machine. On today’s machines, molders typically get the option to set decompression before and after screw rotation/recovery. Are they using this feature to their advantage?
Read More
Is It Time For Injection Molding Machines to be Standardized?
If you looked at four machines from four different suppliers, you’ll find four different sets of icons and terminologies, all in different layouts.
Read More