New Machines & Processes Unveiled By Wittmann Battenfeld
At an open house in Kottingbrunn, Austria, last month, Wittmann Battenfeld GmbH showed what it has been doing to make good on its pledge to reinvigorate the venerable Battenfeld name and its reputation for innovation.



New MicroPower all-electric micro-molder comes in 5 and 15 metric tons.

All-new MacroPower two-platen line initially will span 800 to 1600 tons. Servo-driven hydraulic pump is a highly recommended option.
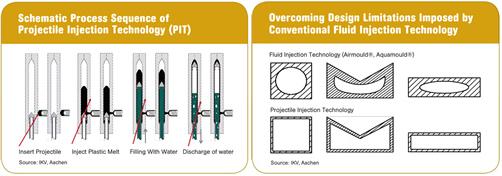
Projectile injection technology (PIT) allows Aquamould water assist to achieve thinner, smoother, and more uniform walls. Pre-molded insert is propelled through the cavity by water, shaping the internal surface.
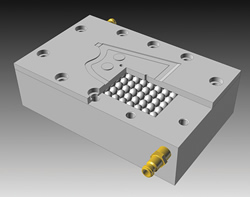
New ball-filled mold technology provides a large surface area for heating and cooling.
At an open house in Kottingbrunn, Austria, last month, Wittmann Battenfeld GmbH showed what it has been doing to make good on its pledge to reinvigorate the venerable Battenfeld name and its reputation for innovation. The firm unveiled three major new product lines—large machines, micro-molding machines, and an expanded range of all-electric presses—as well as new side-entry robots for IML and two novel molding technologies for water-assist and heat/cool “Variotherm” molding. “We kept our promise,” summed up Dr. Werner Wittmann, head of he Wittmann group. The molding demonstrations at Kottingbrunn were a preview of some of the new things that Wittmann Battenfeld will present at the K 2010 show in Dusseldorf, Germany, this October.


A PAIR OF MICRO-MOLDERS
Wittmann Battenfeld (wittmann-group.com), whose U.S. office is in Torrington, Conn., has completely redesigned the former Battenfeld Microsystem 5-ton machine and came out with two models of the new MicroPower series in 5 and 15 metric tons. These are all-electric, as before, but are more attractively priced (the 15-tonner costs the same as the old 5-ton model), and also more modular, so that molders can buy a basic model or one with integrated robot, rotary platen, and other features. They are also said to be quieter, and they use Wittmann Battenfeld’s standard Unilog B6 control.
One basic change is revising the former three-step injection system into a two-step screw-plunger system. It has a backpressure sensor just in front of the stationary screw and injection pressure sensor directly behind the injection plunger. According to senior product manager Martin Ganz, the system provides gentle, first-in/first-out metering with accuracy of 0.005 g, and the 14-mm-diam. screw can handle conventional pellets. Shot capacities are 1.2 and 3 cc, though shots as small as 50 mg can be delivered. The injection nozzle extends through the mold to the parting line. But the system is designed so that the melt is moving before it reaches the parting-line gate, for maximum acceleration control, Ganz says. Injection speed and pressure can be up to 750 mm/sec and 36,275 psi. The plunger empties on each shot, with no material left over. The MicroPower 15 was demonstrated molding 0.0035-g acetal micro-connectors in two cavities (120-mg total shot size) with a cycle time of 4.5 sec.
This compact system is designed for clean-room use. Internally, all the working modules are attached to a central beam elevated over a base plate. This provides easy access and space to mount a robot, stacker, QC monitoring camera, loader, dryer, and mold temperature control unit (TCU) inside the enclosure. A clean-room filter module can be mounted on top. The optional rotary platen allows part demolding and/or insert loading in parallel with injection.
Wittmann Battenfeld has come out with micro auxiliaries for the MicroPower system. One is the W8Vs2 jointed-arm SCARA robot with three servo axes. Another is the Drymax Micro 2 compressed-air dryer with loader, which has 0.4- to 1.5-liter hopper capacity. A third is the Tempro-Plus-D-Micro-100 hot-water TCU with two circuits, direct or indirect cooling, and pump capacity of 12 to 30 liters/min. More modules will follow, the company says. The system can be supplied for metal/ceramic powder or liquid injection molding (PIM, LIM).
BIG MACHINES, SHORT FOOTPRINT
Wittmann Battenfeld also introduced a line of compact two-platen machines called the MacroPower series. An 800-m.t. model is available now for delivery by the end of July. A 1000-ton unit is coming this fall and 1300- and 1600-tonners are planned for next year. Even smaller and larger sizes will come eventually, says Werner Wittmann.
These machines are based on separate clamp and injection modules to facilitate transport. The clamp has a fixed platen with four clamping cylinders and very short tiebars that withdraw from the moving platen during mold opening. The moving platen contains the tiebar locking mechanism. Two traveling cylinders are mounted diagonally on the outside of the platens. The moving platen rides on clean, low-maintenance linear guides. An optional mechanism on the fixed platen can retract one tiebar, which is said to be sufficient for mounting the largest molds. The injection unit, with two pulling cylinders for short footprint, also runs on linear guides. These machines come with Unilog B6 control system (running on Windows XP) and “extremely sensitive” mold protection. MacroPower is said to be the shortest large injection machine: the 1000-m.t. model with medium injection unit has maximum length under 34 ft (with screw fully retracted).
MacroPower machines are available with conventional hydraulics, encased to minimize noise. But Wittmann Battenfeld president and CEO Georg Tinschert recommends the option of a servo-driven hydraulic pump “90% of the time” because it can save up to 25% in energy use (a “conservative” estimate) even though it costs 6% to 7% more.
ALL-ELECTRIC LINE GROWS
As we reported in December, Wittmann Battenfeld introduced its EcoPower electric machine line at the Fakuma show last fall. The initial model was 110-m.t. It has now been joined by a 55- and 180-m.t. models. A 240-tonner is due for the K 2010 show and a 300-m.t. unit by the end of the year. They have a beltless injection unit and direct-drive clamp. No cooling water is needed, except on the feed throat (when necessary). The Unilog B6 control integrates software for controlling Wittmann auxiliaries—robot, dryer, loader, and EcoTemp TCUs. The latter can be installed under the injection unit inside the machine frame.
EcoPower machines come either in fully electric versions or with integral servo-driven hydraulic power pack to operate the ejector, core pulls, and nozzle movement. It uses no cooling water and recovers braking energy to help power the heater bands. (All recovered power is used within the system.) Fast barrel change is possible with a mechanism that allows the barrel to be raised—while still heated—to allow the screw to be pulled from the rear.
SIDE-ENTRY ROBOTS FOR IML
Wittmann Battenfeld also introduced a pair of all-servo side-entry robots for in-mold labeling. The W827 Primus is an economical version for either flat or wrap-around labels. The more sophisticated Flex version can handle all types of label configurations and can integrate camera inspection. Both have the R8 control with software that integrates not only with the B6 control but also with other systems, like the Polaris control on machines from Husky Injection Molding Systems Ltd., Bolton, Ont. (husky.ca).
WATER ASSIST GETS A BOOST
Wittmann Battenfeld has enhanced its Aquamould water-assist technology with a novel capability developed together with the Institute for Plastics Processing (IKV) in Aachen, Germany. Called “projectile injection technology” (PIT), it involves placing an injection molded plastic insert in the mold at the point where water is injected. When water is introduced, after partial filling of the cavity with melt, the water pushes the insert “projectile” forward. The projectile creates the internal profile of the water-filled cavity, which allows much thinner, smoother, and more uniform walls than are normally possible with water injection. The projectile can remain embedded in the part or can be shot into the overflow channel and recycled. Although PIT adds cost and limits design options, it can save considerable amounts of material.
NEW MOLD TECHNOLOGY
“Ball-filled mold” technology for faster heating and cooling was developed by the Plastics Institute in Ludenscheid, Germany. Wittmann Battenfeld acquired the patent rights and now licenses BFMold technology for a one-time fee. BFMold replaces conventional cooling channels with a large recess under the mold cavity. This recess is packed tightly with steel balls and is flooded with heating/cooling medium. At present, it is intended mainly for relatively flat parts, such as TV frames or cellphone covers.
With BFMold, the entire flat surface of the cavity is heated or cooled, and the thickness of steel between the cavity and the heat-transfer medium can be reduced because the steel balls provide support. While BFMold can be used for normal cooling, it was developed with “Variotherm” heat/cool molding in mind. This technique heats the mold during injection and quickly switches over to cooling after the cavity fills, resulting in easier filling of thin walls, glossier surfaces, better replication of mold detail, and reduction of stresses and weld lines.
Tests with a clear cover over the ball-filled cavity show a smooth, straight flow front between the cold and hot water during temperature switchover, allowing fast changes. Wittmann Battenfeld developed the Tempro plus C160/2 Vario dual-zone hot-water unit specifically for BFMold.








Related Content

Kurz Opens New Plant in Vietnam
The maker of decorative thin films invested 37 million euros in the new 60,000-m2 plant in Quy Nhơn, which joins regional production facilities in China and Malaysia.
Read More
In-Mold Labeling Applied to Medical
In collaboration with multiple partners, Arburg will showcase IML for centrifuge tubes at Fakuma 2023, eliminating printing or other downstream steps.
Read More
In-Mold Labeling Adjustment Head
Beck Automation says the new adjustment head targets production of small medical consumables packaging.
Read More
Breaking News From NPE2024
Here is a firsthand report of news in injection molding, extrusion, blow molding and recycling not previously covered.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More