
New Ways to Salvage Plastic Waste
European plants are the first to use several new technologies for solvent-based recovery of PVC wire coatings, centrifugal recycling of post-consumer nylon carpet, and mechanical separation of multi-material flakes.



Laser Labor Adlershof in Berling installed its first automatic NIR system to identify and separate eight different resins as flakes pass by on a wide conveyor belt.

Solvay's Vinyloop process, which goes commercial this December in Italy, precipitates PVC compound out of solution into free-flowing balls, saving the cost of compounding and repelletizing.
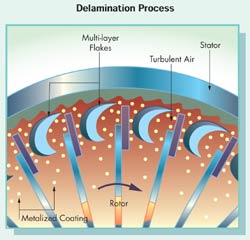
Result Technology's accelerator delaminates multi-layer metalized flakes. A new module also separates delaminated components with an air stream.

TiTech is installing the first system that can automatically sort clear and light-blue tinted PET bottles from a mix of colors.
European plants are the first to use several new technologies for solvent-based recovery of PVC wire coatings, centrifugal recycling of post-consumer nylon carpet, and mechanical separation of multi-material flakes.
Western Europe recovered 32% of its post-consumer plastic waste in 1999, the latest year for which the Association of Plastics Manufacturers in Europe (APME) has figures. This achievement was driven largely by legislation. The German Duales (or Green Dot) System mandates 60% recovery of post-consumer packaging. Italy requires recycling of used motor-oil bottles. And the European Commission is busy setting timetables for recycling autos and electronics.


But these laws say nothing about what happens to the plastics after they are "recovered." Little of Europe's recovered post-consumer plastic—only 11% of total plastic waste—is actually recycled, according to Neil Mayne, head of APME's technical center in Brussels. Fourteen percent of recovered plastic is shipped abroad. Twenty-one percent of plastic waste is burned for energy. In fact, European recyclers' business is in difficult straits, Mayne noted at Identiplast, the APME conference on recycling technology held recently in Brussels.
The bright note, however, is that several new technologies are being commercialized for the first time, holding the promise of significantly higher levels of plastics reuse for something other than boiler fuel. These processes include solvent-based separation of PVC, delamination and sortation of multi-material composites like car dashboards, and high-speed automatic resin identification for post-consumer packaging.
Solvent-based PVC recovery
Two recently developed solvent-based separation technologies are being used commercially in Europe to recover compounded PVC at much lower cost than virgin compounds. "Vinyloop," developed by Solvay SA with several industry partners, recovers PVC from wire chop after the copper is removed. The wire chop contains about 50/50 PVC and rubber, so these materials are first separated with an electrostatic separator from hamos GmbH to yield material that's 85% PVC, 15% rubber.
The patented Vinyloop batch process then dissolves the PVC in an MEK (methylethylketone) solution and uses special filtration to remove natural and synthetic fibers, crosslinked PE, vulcanized rubber, PP, PUR, paper, metal, and other contaminants. Steam is then injected into the solution, causing the PVC to precipitate into small round balls. The solvent is distilled off, condensed, and reused. After drying, the PVC balls are free-flowing and have a bulk density similar to that of virgin compound.
The reclaimed PVC is typically gray because of the mixture of colors in the original wire chop, and it contains all the various additives and stabilizers of the original compounds as well. Resin properties aren't diminished because no heat history has been added. The recovery process never gets hotter than 240 F. Best of all, the PVC spheres can be used as is. "Vinyloop is profitable because you don't have to repelletize," says Bernard Vandenhende, a Solvay recycling engineer who helped develop the process.
Vinyloop can handle all sorts of PVC waste, such as wire or flooring, and makes a compound that potentially can go right back into the same application. It can't, however, mix wire chop with flooring regrind, for example. The lead stabilizers in wire are compatible with each other, and the tin stabilizers in PVC flooring are all compatible. But lead and tin stabilizers don't mix—they turn the material brown.
A large-scale Vinyloop pilot plant in Brussels has been running since 1999. Construction of the first commercial-scale plant started in March in Ferrara, Italy. It is expected to be running by December. The plant cost $7.2 million and can recover 22 million lb/yr of PVC at a cost of about 13¢/lb, Solvay says.
A second 20-million-lb/yr Vinyloop plant is planned at Ferrari SA, a maker of tarpaulins in Peage en Roussillon, France. The plant is to be running by 2004 to recover PVC and PET fiber from PVC-coated tarpaulins used for tents, truck covers, and outdoor banners. The reclaimed PVC should be suitable for flooring or other industrial applications. Solvay says it has 10 other licenses or joint ventures under discussion globally, all awaiting results from the Italian plant. To be profitable, a Vinyloop plant has to produce at least 22 million lb/yr.
A second solvent-based recycling technology removes PVC from whole automotive wire harnesses. This process was developed by Delphi Automotive Systems in Wuppertal, Germany, in cooperation with the University of Wuppertal. It was commercialized three years ago by Wietek GmbH, an automotive recycler in Nohfelden-Eisen, Germany. Delphi's process yields PVC compounds that cost about 20% less than virgin compound, says Wolfgang Diegmann, Delphi's head of environmental technology and recycling.
The wire-harness process uses ester and ketone solvents in far smaller amounts than Vinyloop. The solvents don't dissolve the PVC but only soften it to the consistency of yogurt, making it easy to separate from the shiny copper wire, recovery of which pays for the process. Wietek has patented a way to separate the plastic from solvent in a centrifuge. Because the wire isn't chopped, there's no dust, filtration, or metal separation needed.
The process recovers about 500,000 lb/yr of usable PVC compounds from Delphi's scrap wire. The process reportedly can be used for other materials too. Wietek also has a proprietary solution-based recycling process for ABS and ABS/acrylicrecovered from shredded car grilles and lamps and metalized plumbing parts.
Centrifugal separations
Another new European separation approach uses a combination of heat and spinning to separate plastics that are amalgamated with each other, like regrind of over-molded auto parts. This technology, also developed by Delphi with the University of Wuppertal, starts by putting whole parts in the basket of a centrifuge, then heating them with hot nitrogen (oxygen is purged to prevent degradation). The temperature has to be controlled within ±5° F, so just the lower-melting material softens and will thereby come off in the centrifuge.
The process has been tested on batches of several kilos and uses a fifth of the energy required to produce virgin nylon—2.7 kwh/lb vs. 13.6 kwh/lb, says Delphi's Diegmann. Delphi also recovers PP from car interior pillar trim consisting of nylon fabric backed with PP. The fabric doesn't melt, so it is left in the centrifuge after the PP melts and is removed. The process can also separate PC from metalized coatings on CDs, leaving the metals in the centrifuge and producing clear, reusable PC, Delphi says. Since the process uses only heat, there are no hazardous chemicals to dispose of.
Another European technology that combines heat and centrifugal force is a rotary delamination process from Result Technology AG. It uses a high-speed rotor, which whirls at 600 ft/sec inside a ribbed drum to create high shear forces of 3500 Gs at the rotor/stator interface. This force rips apart pre-chopped flakes of multi-layer plastics. Metallic layers deform into small balls, while rigid plastic chips tend to keep their shape and flexible ones stretch and elongate. The altered shapes facilitate mechanical separation later.
There are 14 commercial applications of Result Technology accelerators in Europe and the Far East. They range in output from 2200 to 11,000 lb/hr and are used mostly to separate metal-plastic composites such as aluminum-coated PP or PE film or metalized PVC blister packs. Some applications are more unusual. A 5000-lb/hr installation at Retec Recycling und Umwelttechnic GmbH in Leipzig, Germany, separates ground post-consumer computers, among other waste. A Swedish user recovers metals from auto shredder residue.
A third user separates multi-material regrind from dashboards at a company near Hannover, Germany. Dashboards consist of a rigid substrate like ABS, a PUR foam layer, and a soft skin—often of PVC. The regrind starts as 15-mm chips. After delamination in the accelerator (at a rotor-tip speed of 280 ft/sec), the PUR foam particles are 3.5-mm, the ABS chips are 1.2 mm, and PVC flakes are 0.25 mm. These can be separated into 99%-pure ABS and 97%-pure PVC, the user reports. With secondary mechanical separation, both streams reportedly can get to 100% purity. Operating cost is about 5¢/lb.
Result Technology's latest development is to combine centrifugal delamination with separation by density. Last fall, the firm developed a module that goes on top of the delaminator. It has an air deflector that separates heavier and lighter fractions, such as aluminum from plastic.
Result Technology has tested this separation-delamination accelerator on beer-bottle flake of PET with nylon barrier layers. The bottle regrind is 95% PET in a six-layer composite of cellulose label, PET, and nylon. The accelerator delaminates them at rotor-tip speeds of 360 ft/sec. The PET flakes are unchanged in size (5 to 25 mm), while the cellulose and nylon are stretched to greater than 40 mm and can be whisked in an air stream out the top of the delaminator. The 99%-pure PET flakes fall out the bottom.
A new plant to recover nylon from post-consumer carpet also uses centrifugal technology. In April, Polyamid 2000 AG in Premnitz, Germany, installed a system of 12 Censor centrifuges from Baker Process (formerly Bird Machine Co.) in the U.S.. The plant is expected to process 240 million lb/yr of waste carpet, generating 20 million lb of virgin nylon 6 plus 26 million lb of nylon 66 and other engineering plastics.
Polyamide 2000 takes in dirty used carpets. First wool, PET, PP, and any other non-nylon carpets are identified by a Raman spectroscopy device and removed. The non-nylon carpets are burned to provide energy to run the recovery plant. Meanwhile, the nylon carpet is shredded and ground very fine. The ground material goes through a two-stage centrifuge system. The 12 centrifuges are all of 35-in. diam., each with a throughput capacity of 260 lb/hr. Eight of them comprise the first-stage separation, and four centrifuges are for the second stage. The first stage separates calcium carbonate-filled rubber backing from the nylon. The rubber backing is either sold for compounding or burned for plant energy. The second stage further separates contaminants from the nylon 6, which is then depolymerized, distilled, and repolymerized into new nylon 6. The process is expected to produce virgin nylon at the same cost as standard nylon.
New powers of detection
A new near-infrared (NIR) flake-identification system developed by LLA Laser Labor Adlershof is said to be the first infrared device that can correctly identify the resins in black plastic chips. Research data presented at Identiplast by DaimlerChrysler AG of Germany show that the device can be used to sort flakes from shredded automotive parts. The system uses a proprietary wavelength between 1.5 and 2.2 microns to identify ABS, ASA/PC, PC, acrylic, PP, PS, PUR foam, PVC, and nylon.
LLA's multiplexed system links 32 probes to one spectrometer and can scan flakes on a 1-meter-wide conveyor belt moving at up to 2 meters/sec. Flakes are separated with air jets. LLA also incorporates a second array of probes from Hamamatsu Co. in Tokyo. These use wavelengths of up to 2.5 microns and a specialized indium-gallium-arsenide array as the photodetector.
A small line is running at Steremat Montageautomatisierung in Berlin. A larger line will start there in September. It will sort 2200 lb/hr of flakes into eight fractions. The flakes will travel on a 10 x 15 meter conveyor belt. The line at Steremat is LLA's first system capable of indentifying and sorting flakes. For now, the system needs the flakes to be roughened to make the black polymer identification, but LLA is working with a new light source that will soon eliminate the need to roughen the plastic.
NRT National Recovery Technologies in the U.S. announced at Identiplast a detection technology that was jointly developed with Dow Chemical Co. to distinguish between conventional PET bottles and PET bottles that contain barrier material such as nylon. The technology works at high speed and applies both to whole bottles and flake. Until a patent issues, NRT won't describe the technology in detail.
SORTEChnology 3.0 is the name of the German DSD system's sortation plant in Hannover, Germany, which started up 18 months ago. It is the world's first fully automated sorting and recycling plant. Known as Sortec for short, it is owned by Der Gruene Punkt–Gesellschaft fur System Technologie mbH. It takes curbside packaging and sorts it into tin cans, aluminum, paper drink cartons, PET, PS, PE, and mixed plastics. Sortec then automatically produces pelletized PS and PE, plus a polyolefin agglomerate that is used in blast furnaces.
More complex automatic resin sorting is done at A.R.T. GmbH's plant in Trier, Germany. It automatically sorts beverage cartons and packaging made from PE, PET, PP, and PS. Both plants use Autosort NIR resin identification modules from TiTech Autosort in Norway, which has offices in the U. S. Automated throughput of 9900 lb/hr generates greater than 95%-pure recovered PE, PP, and PS, while reclaimed PET is over 98% pure.
The latest TiTech NIR system is being installed at a separation plant of COREPLA, an Italian plastics industry organization in Montello, Italy. The system will separate light-blue and clear PET bottles. Six Autosort modules in two parallel lines will first sort all PET out of mixed bottles, then sort the clear from colored PET, and last sort the pale-blue tinted PET water bottles from other colors. Total planned throughput is nearly 22,000 lb/hr.








Related Content

Evolving Opportunities for Ambitious Plastics Recycler
St. Joseph Plastics grew from a simple grinding operation and now pursues growing markets in recycled PP, food-grade recycled materials, and customized post-industrial and post-consumer compounds.
Read More
A Recycling Plant, Renewed
Reinvention is essential at Capital Polymers, a toll recycler that has completely transformed its operation in a short period of time.
Read More
Scaling Up Sustainable Solutions for Fiber Reinforced Composite Materials
Oak Ridge National Laboratory's Sustainable Manufacturing Technologies Group helps industrial partners tackle the sustainability challenges presented by fiber-reinforced composite materials.
Read More
Multilayer Solutions to Challenges in Blow Molding with PCR
For extrusion blow molders, challenges of price and availability of postconsumer recycled resins can be addressed with a variety of multilayer technologies, which also offer solutions to issues with color, processability, mechanical properties and chemical migration in PCR materials.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More