
Novel Molds & Machinery for Medical Molding
Injection Molding
The combined MD&M East and Plastec East shows in N.Y.C. in June presented intriguing developments for medical injection molders.


New micro-män 50 micromolding machine is Männer Group’s venture beyond hot runners and molds.
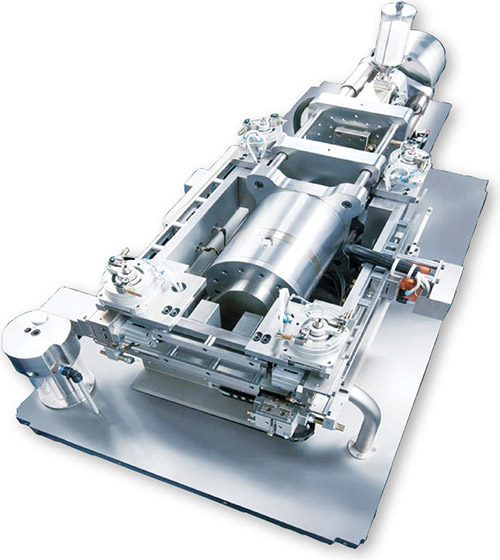
The “guts” of the 5.5-ton, all-electric micromän 50, mounted on a water-cooled base plate
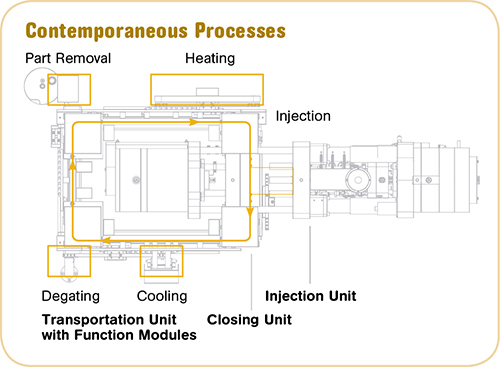
Männer’s “track-män” concept shuttles a mold half around the periphery of the machine for cooling, degating, part removal, and mold heating (Variotherm).

PMT molds are made by powder-metal injection molding at Polyshot’s sister company in Israel. It offers fast and low-cost replication of multiple cavities.
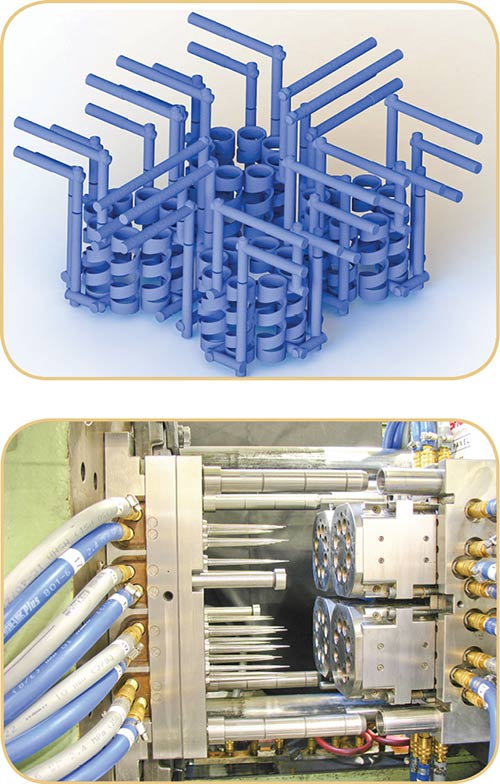
Polyshot’s new pipette tip molds boast the world’s smallest center distances between cavities. Super-high cooling capacity is afforded by spiral water channels in sleeves surrounding PMT cavities.
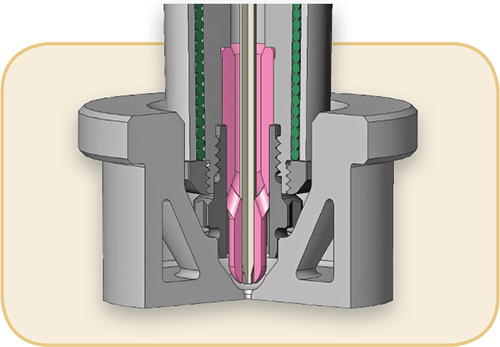
Polyshot’s newest Accutrak hot-runner nozzles are said to eliminate stagnant melt and gate burn marks with PC and acetal by ensuring that the insulating well is flushed completely on each shot.



The combined MD&M East and Plastec East shows in N.Y.C. in June presented intriguing developments for medical injection molders. Among them were an unusual micro-molding machine design, as well as innovations in hot runners and tooling.


NOVEL MICRO-MOLDER
Otto Männer of Germany, best known for hot-runner systems and precision molds, has launched its first complete micro-molding cell. First shown at the K 2010 show in Düsseldorf last fall, the micro-män 50 is a 5-metric-ton, all-electric machine of unique design. Its distinctive feature is the “track-män” concept: This is a standardized, two-piece mold half with a mold insert and integrated ejector package. This movable hot half travels horizontally around the periphery of the machine on a mechanical track.
After injection, the mold opens and the mold half leaves the clamp and travels to a cooling station, where it is contact-cooled by water cooling in the machine base plate. Then it travels on to the degating station, followed by a station for part removal by suction, and then to a two-stage induction-heating station. This system thereby applies a Variotherm heat/cool process outside the clamp area, so there is no cycle-time penalty. Multiple injection units can be installed in one cell for overmolding.
The clamp is moved directly by an electric torque motor and is said to be virtually wear- and maintenance-free. It has an opening stroke of 110 mm and max. daylight of 200 mm. Mold area is 200 x 200 mm. The two-stage injection unit comes with a 14- or 18-mm plasticating screw and a choice of three injection piston diameters. Shot capacity ranges from 0.4 to 1.7 cc or 0.4 to 1.7 g. Injection pressures are 2000 to 3000 bar (29,000 to 43,500 psi). The whole unit is mounted on a single-piece, water-cooled base plate. Overall dimensions are 78 x 39 x 81 in.
Several units have been sold in Europe and one to Nypro Inc., Clinton, Mass. Manner USA Inc. is in Lawrenceville, Ga. (maenner-group.com).
POWDER-METAL CAVITIES
In multi-cavity tooling programs for medical and other precision molding applications, key goals are exact uniformity and minimal cost in replicating cavities. Both goals reportedly can be satisfied by powdered-metal technology (PMT), in which the cavities are injection molded from a master cavity, using a mixture of metal powder and a small amount of plastic binder. Then, cavities are slowly “debinded” over a period of three to five weeks to obtain tight dimensional tolerances. Cavities can be machined after debinding.
Polyshot Corp., W. Henrietta, N.Y. (polyshot.com), is offering PMT tooling made by Israeli sister company Plasel Mold, said to be the largest moldmaker in the Middle East. PMT cavities are typically made of H-13 steel (though others are available on request) with feature tolerances down to 15 microns and cavity-to-cavity repeatability of less than 5 microns. Max. size is 70 x 30 x 25 mm. Cooling is typically through contact with a water-cooled mold base.
Advantages of PMT are said to include easy production of fine details and sharp corners, unique shapes that would be difficult or impossible by any other metalworking process, and short lead times to produce duplicates or spares.
Together with Plasel, Polyshot is offering uniquely designed pipette tip molds with PMT cavities. These tools have 32 cavities arranged in four blocks, each block having eight cavities in a circular cluster. The 110-mm center distance within each cluster is the smallest in the world, according to Polyshot president Doug Hepler. Overall mold size is 300 x 386 x 305-355 mm, depending on tip length. Tooling is modular, so different tip lengths can be produced.
The cooling capacity in this mold is also said to be the highest in the world. The PMT cavities are inserted into precisely fitting cooling sleeves with spiral water channels milled on a multi-axis CNC lathe that rotates the part while it mills the grooves. The sleeves are in two halves and can be disassembled for cleaning. Thermal pins (heat pipes) are inserted into the core pins for internal cooling without risk of plugged circuits. Polyshot has a demonstration pipette-tip mold at its plant.
In addition, Polyshot has a new hot-runner nozzle (pinpoint or valve gate) suited to medical applications. Its latest Accutrak nozzle is designed to flush the insulating well completely on each cycle, eliminating stagnant melt and resulting burn marks at the gate, which can occur with materials like PC and acetal.








Related Content

What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
For Extrusion and Injection-Blow Molders, Numerous Upgrades in Machines and Services
Uniloy is revising its machinery lines across the board and strengthening after-sales services in tooling maintenance, spare parts and tech service.
Read More
Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Extrusion simulations can be useful in anticipating issues and running “what-if” scenarios to size extruders and design dies for extrusion projects. It should be used at early stages of any project to avoid trial and error and remaking tooling.
Read More
‘Monomaterial’ Trend in Packaging and Beyond Will Only Thrive
In terms of sustainability measures, monomaterial structures are already making good headway and will evolve even further.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More