
Physically Foamed HIPS Is New Factor in Rigid Packaging
Foam Extrusion
Relief for escalating costs of packaging materials and an opportunity to address sustainability goals are two factors that have helped attract global attention to a new physical foaming technology for HIPS packaging.


Thin-wall, deep-drawn, rigid HIPS packaging with a foamed core and solid surface can be produced with new CO2RE Foaming Technology for sheet production on standard extruders and flat dies.

CO2RE Foaming Technology uses physical foaming—injection of liquid CO2 into the extruder barrel—to achieve material and cost savings in rigid, thin-wall HIPS packaging.
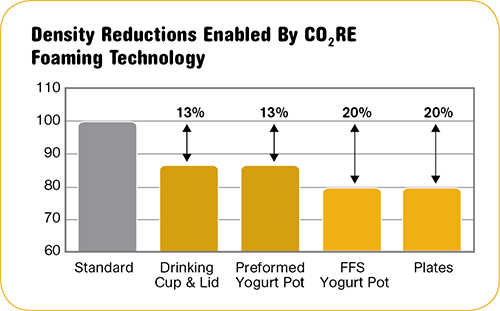
Typical density reductions with Styron’s CO2RE Foaming Technology are 13% to 20%, though one customer achieved 24% reduction.


Relief for escalating costs of packaging materials and an opportunity to address sustainability goals are two factors that have helped attract global attention to a new physical foaming technology for HIPS packaging. First introduced at the K 2010 show in Germany last fall, this liquid-CO2 foaming technology suitable for existing single-screw extrusion lines first came to commercialization at an Australian customer within the past month.
Dubbed CO2RE (pronounced “core”) Foaming Technology, this patented technique comes from Styron LLC, whose U.S. offices are in Midland, Mich. (Styron plans to change its name to Trinseo and recently moved its global operating center to Berwin, Pa.) It produces HIPS sheet with a foamed core and solid surface, suitable for deep-draw thermoforming into rigid packaging with walls as thin as 0.3 to 1.5 mm (0.01 to 0.06 in.). Overall density reductions can be 13% to 20%, though one licensee has achieved 24%. Thus, it does not compete with much lower-density PS foam sheet used in meat trays and clamshell packs, which is produced on specialized tandem extrusion lines with annular dies. By contrast, CO2RE foaming technology can be used on existing conventional single-screw sheet extrusion lines with flat dies at a modest conversion cost, Styron says. Liquid CO2 reportedly offers cost and performance advantages over chemical blowing agents. Initial targets for the technology are dairy packaging and disposable foodservice items like plates and cups.


GLOBAL INTEREST
According to John Case, Styron’s global marketing manager for packaging and consumer goods, CO2RE technology has attracted considerable interest over the past year in Europe, Asia/Pacific, South Africa, and Latin America. “We have lots of orders for samples and many customers are in various stages of process validation,” says Case. The company (styron.com) is currently assessing plans for introducing CO2RE in North America.
The first CO2RE licensee to bring actual products to market is REMA Industries in Australia. It introduced the technology with its Biorene foodservice products that contain an organic additive to make them biodegradable. REMA reportedly will implement CO2RE foaming technology to convert all its products from solid to foamed HIPS.
Another licensee, Intraplas in Portugal, is in the final stages of commissioning its first CO2RE line for form/fill/seal dairy packaging. Other packaging firms who made testimonials about the potential added value of CO2RE foaming technology on Styron’s website are Promens in Sweden and Fernholz in Germany, along with packaging distributor Toyota Tsusho of Japan.
Styron works with customers to validate the CO2RE process for specific applications at a demonstration facility in Terneuzen, The Netherlands. Styron describes the necessary equipment modifications as low cost—meaning 2 to 8 Euros per metric ton of annual output, depending on extruder size, as compared with material cost savings of 250 to 400 Euros/m.t.
Hardware modifications include a new screw, designed by Styron to provide good mixing of the CO2 with the PS melt. The blowing agent can be introduced through a vent port in the barrel. Additional extras are the liquid-CO2 storage and pumping system. Very little additional floorspace is required, Case notes. Styron reports that addition of liquid CO2 to the melt can enable higher output if the downstream system can handle it.
Foaming does produce some texture on the surface of products, but Case says this is perceived as an advantage by some customers. Alternatives to achieve a glossy surface are sleeve or in-mold labeling or coextrusion with a solid PS cap layer.








Related Content

Sheet Extrusion, Thermoforming Tips for PLA/aPHA Blends
Biopolymers like PLA and PHA are able to meet sustainability goals while also delivering the performance attributes needed in rigid food packaging. Here’s what testing has shown.
Read More
Making Gains in the Drain Game
AWD blends extrusion and thermoforming technologies with plenty of home-brewed equipment and processes to keep water away from where it isn’t supposed to be.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Origin Materials Unveils CapFormer for Producing PET Caps
Factory acceptance test completed at commercial scale.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More