Tablet Computer Shell Demonstrates Thermoplastic Composite Process
Close-Up: Thermoplastic Composites
Advanced materials and high-speed molding machines comprise a new turnkey system for thermoplastic composites.

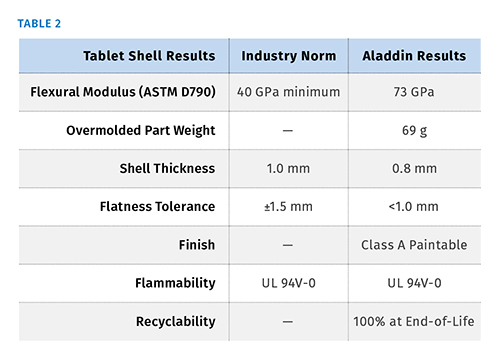
The Aladdin tablet shell exceeded industry norms and Aonix’s targets in performance and properties.
For the tablet shell, an Ultra-S carbon-fiber prepreg with modified sulfone polymer matrix offers superior resistance to deformation under load at a range of temperatures and environmental conditions.
Customized, fully automated Express machine systems consist of inline modules for feeding, IR heating, and molding or forming composite sheet blanks.


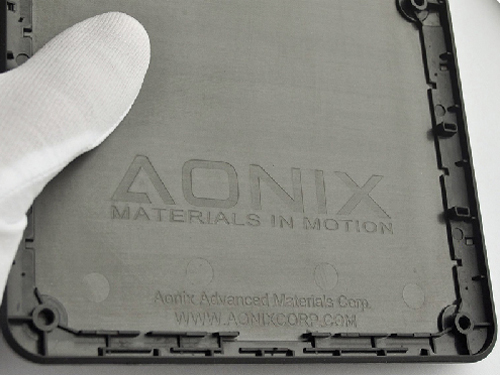
How does a young company with a novel turnkey program for thermoplastic composites—which ranges from part design, material formulation, and prepreg materials to automated molding and thermoforming machines—demonstrate its wares when its customers are reluctant to share their secrets? In the case of Aonix Advanced Materials Corp., Ottawa, Ont., the answer was to undertake an in-house project to design, develop, and manufacture a production-grade, carbon-fiber reinforced tablet shell.
Aonix was founded in 2008 by president and CEO Jerome Le Corvec, a consultant and professor of composite technology for more than 20 years with a reputation for creative and practical solutions to manufacturing challenges. His vision was to bring together mass-production techniques and high-performance thermoplastic composites in a way that would accelerate time-to-market while reducing final part cost. The company was formed for that purpose with its turnkey program comprising its UltraMaterials advanced composite materials and Express high-speed molding machines.


Le Corvec explains that UltraMaterials formulations are all based on amorphous polymers with novel, modified chemistries. They include Ultra S, a modified sulfone; Ultra-I, an imide-based thermoplastic; and Ultra P, a rigid paraphenylene. These materials boast advantages over semi-crystalline materials, such as easier processing: Heating and cooling can take place as fast as needed and there is no issue of having to develop a level of crystallinity.
The company produces its prepreg material blanks using primarily unidirectional carbon or aramid fibers. Aonix also has developed hybrids such as monolithic sandwich structures—stacks of unidirectional tapes made with carbon fiber on the outside and glass fiber on the inside. “We see ourselves somewhere in the middle with these materials—bridging the gap between nylon and PP composites and PEEK or PPS type composites,” says Le Corvec.
The customized Express machines are hydraulically operated, modified compression molding and thermoforming units that can transform a pre-consolidated blank into a part in a 1-min cycle. Currently used by Asian electronics manufacturers, the systems consist of inline modules for loading composite sheet blanks, infrared heating, and molding or forming.
Currently, UltraMaterials can be found in the products of global brands in both the consumer electronics and sporting goods markets. Aonix serves a global customer base from its Canadian headquarters and its regional headquarters in Taiwan. Aonix’s “second-stage” growth target for the next three-to-five years is the automotive arena, where its materials can be used to replace metals in underhood components, exterior panels, and parts subjected to high mechanical loads, such as frames. Pursuing aerospace applications is the company’s planned third stage.
TABLET PROJECT
For its “Aladdin” project, Aonix chose to make the shell of a 10-in. tablet computer. The Aladdin shell had to be production grade and premium quality—as good as, or better than, anything on the market. In particular, the shell had to be stronger, stiffer, thinner, and lighter than the industry norm.
Aonix needed a material that was “workable”—i.e., could support the full 3D geometry typical of mobile electronic-device casework. It had to be overmoldable to support the function and feature integration that is standard for such components. It had to produce a smooth, Class A paintable surface, the highest standard of premium finishes. And it had to be a recyclable material in order to meet the growing consumer expectation for sustainability. These requirements were derived from a survey of available tablets and the documented expectations of the tablet industry supply chain.
The single most important mechanical property for tablet shells is flexural modulus. Aonix specified 40 GPa (5.8 million psi) as a minimum requirement for the Aladdin shell, as it was the highest modulus requirement given by any of the mobile-device parts makers the company had worked with to date.
In addressing weight and thickness—each being a function of the other and of the material and manufacturing process used—Aonix noted that while a mobile electronic device needs to be lightweight, there is no industry norm for the weight or the thickness of a 10-in. tablet shell. In the absence of such norms, Aonix set weight and thickness targets for the Aladdin shells that would improve on those of a shell of the same basic design with materials that are the industry norm—e.g., ABS, PC, or nylon. Instead of the normal 1-mm thickness, Aonix set the target at 0.8 mm (0.0315 in.) and for the shell weight, it set an ambitious target of 80 g.
In tackling flatness, Aonix recognized that one of the greatest challenges in manufacturing very thin and light overmolded parts like the Aladdin shell is the tendency to warp due to the dissimilar behavior of the shell and overmolding materials. Notwithstanding this challenge, Aonix set the flatness tolerance target at ±1.5 mm (0.0591 in.), the industry norm for thick, heavy injection molded shells.
The finish quality for the premium product Aonix aimed to make also had to be premium grade, but since there is no specified industry norm for tablet finish quality, Aonix opted to target the automotive industry’s Class A paintable standard for its shell.
Flammability for the Aladdin was specified as UL 94V-0, the industry norm for mobile electronic devices. As for recyclability, the industry’s position is still evolving, but many manufacturers are working to increase the percentage of material that can be diverted from landfills. Aonix set a target of 100% recyclability for the Aladdin shell at end-of-life.
MAKING THE PREPREG MATERIAL BLANKS
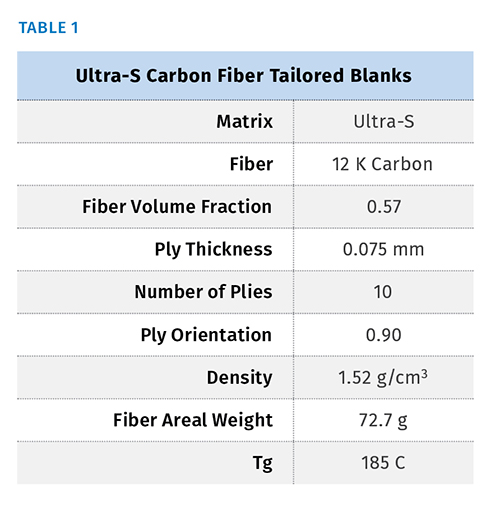
Aonix opted to use its Ultra-S modified sulfone polymer matrix with standard-modulus carbon fiber to tailor an UltraMaterial worthy of a high-end mobile electronic device. The design calculations for the shell showed that a laminate of 10 layers of unidirectional prepreg comprising Ultra-S and 57% by volume 12K modulus carbon fiber would yield a lightweight, strong, and stiff material with the requisite resistance to common chemicals and to deformation under load at a range of temperatures and environmental conditions (Table 1).
Aonix then manufactured the Ultra-S carbon-fiber prepreg and tailored blanks, and formed the Aladdin shells on its single-cavity Express high-speed molding machine. Cycle time with one cavity was 2 min. In mass production with multiple cavities, cycle time could be less than 1 min, according to Le Corvec. The shells were then overmolded with PPSU or nylon using standard injection molding equipment.
The company went through a prototyping and iterative design optimization cycle, which signaled opportunities to reduce overmolded material thicknesses and total part weight while making process adjustments to maintain the targeted flatness of the finished part.
Final Aladdin “production” samples met or exceeded all the industry norms and other targets set by Aonix. (Table 2). For example, the critical flexural modulus property was measured at 73 GPa (10.6 million psi), according to ISO ASTM D790—nearly twice the industry norm for tablet-shell stiffness under stress. The total weight of the overmolded part was a mere 69 g, almost 15% less than Aonix’s target of 80 g.
The flatness of the part was also exceptional. Through material tailoring and mold geometry optimization, Aonix was able to produce a tablet shell that consistently showed less than 1 mm (0.0394 in.) flatness deviation, compared with the industry norm for flatness tolerance of ±1.5 mm (0.0591 in.).
The Aladdin shell’s Class A paintable finish, UL 94V-0 certification, and the recyclability of the Ultra-S carbon fiber rounded out the positive results.








Related Content

Part 3: The World of Molding Thermosets
Thermosets were the prevalent material in the early history of plastics, but were soon overtaken by thermoplastics in injection molding applications.
Read More
Prices of All Five Commodity Plastics On the Way Up
Despite earlier anticipated rollover in prices for most of the volume commodity resins, prices were generally on the way up for all going into the third month of first quarter.
Read More
‘Monomaterial’ Trend in Packaging and Beyond Will Only Thrive
In terms of sustainability measures, monomaterial structures are already making good headway and will evolve even further.
Read More
Prices for PE, PS, PVC, PET Trending Flat; PP to Drop
Despite price increase nominations going into second quarter, it appeared there was potential for generally flat pricing with the exception of a major downward correction for PP.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More