




The plastics industry has recognized that it has to produce more sustainably if it is to meet the needs of end users’ changing consumption behavior and ever stricter environmental legislation worldwide. Recycling plays a key role in achieving this goal. Many plastics processing operations are facing the question of how to implement recycling on an industrial scale at the highest quality.
At this point, new hopes such as biodegradable plastics cannot meet the high expectations placed upon them. The plastic products will only degrade under very specific conditions. Educating consumers on proper disposal is proceeding sluggishly, and the waste industry is struggling to properly exploit this new material stream. Especially when it comes to packaging, conventional plastics such as PET, PE, or PVC will remain without competition for the foreseeable future. In order to consistently reduce effects upon the environment caused by the use of plastics, the plastics industry has no choice but to become circular.


In order to increase the percentage of secondary raw material for processing as much as possible, it is preferable from the perspective of the recycling company that waste plastic be as easy to process as new material.
For any of these recycling systems, mechanical equipment design must adapt to meet the changing requirements to handle light (low bulk density) and heavy (high bulk density) materials to ensure proper dosing. This article will address the evolution of recycling and what a processor should consider when evaluating his current feeding equipment and the feeder’s ability to monitor, trend and react to process variations. The availability of this data, and its management in accordance with Industry 4.0 automation, can allow the end-user to adapt to future manufacturing requirements which can include greater traceability, flexibility, adaptability and overall effectiveness.
In order to consistently reduce effects upon the environment caused by the use of plastics, the plastics industry has no choice but to become circular.
Challenges of Feeding Materials into the Process
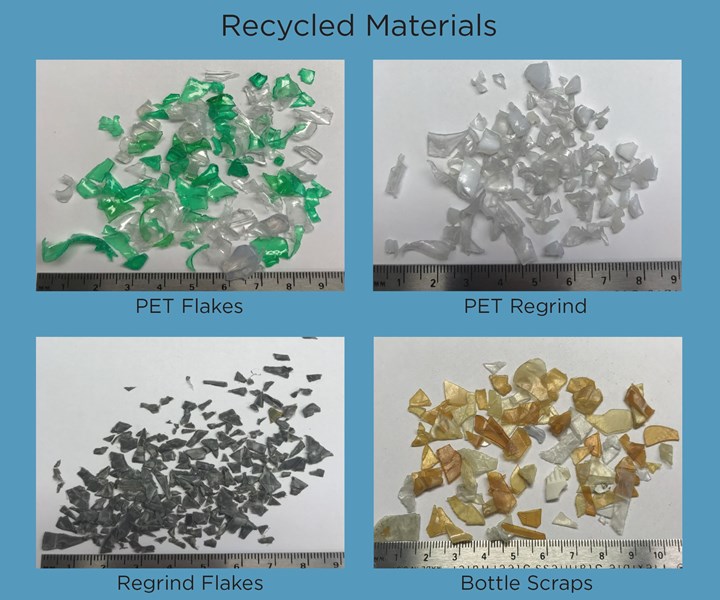
One notable difference between primary and secondary materials is especially important during feeding. Like practically any recycling material, waste plastics are heterogeneous in size, form and bulk density. Therefore, the correct choice of feeding technology is very important to ensuring optimal bulk material flow.
The most appropriate feeding technology for the application needs to be both technically suitable and economically efficient in terms of investment and operation. It is helpful to rely on providers that have mastered various technologies and can thus offer the right feeding system for any case. Some vendors offer, for example, weigh-belt, vibratory and screw feeders, in addition to others. Each technology has its own advantages—what is decisive is the process know-how that brings operational requirements and processes together.

Single-screw extruders, ubiquitous in plastics recycling, are operated primarily using volumetric feeders, which are suited only for feeding bulk materials with consistent density. When handling secondary raw materials, the bulk material characteristics described above can quickly lead to irregularities in flow behavior.
In contrast, twin-screw extruders—often used to upcycle secondary plastics to a better quality—are usually operated with gravimetric feeders, which operate far more precisely and, thanks to the weight signal, can react better to fluctuations in bulk density and material flow (Fig 1). Moreover, their feeding performance is precisely documented.
Handling Difficult-to-Flow Materials
In some cases, feeding recyclates presents challenges to feeding-equipment suppliers. Prior to picking the proper feeder, it is important to ensure that the material will be able to make it through the hopper to the feeding device. Due to variations in material sizes (Fig. 2), bridging (arching) or rat-holing may occur. Strands of recyclates that mesh together tend to form a bridge above the screw extraction device that can result in the feeder starving for material. The end result could be catastrophic to the integrity of the product recipe and result in off-spec product being generated. To combat this problem, vendors resort to external agitation (Fig. 3).
In the case of loss-in-weight (LIW) feeders, external vibration, including the use of standard vibrators on feeder hoppers, can cause interference with the LIW signal if the control system cannot filter out this vibration. Alternatively, there are some new control technologies available that utilize vibration applied to the hopper, such as the Coperion K-Tron ActiFlow bulk-solid activator (Fig. 4) that include an external drive tied directly into the weight system controls. This drive operates at a variable frequency and amplitude based upon the weighing and control system detecting non-uniform material flow by weight.
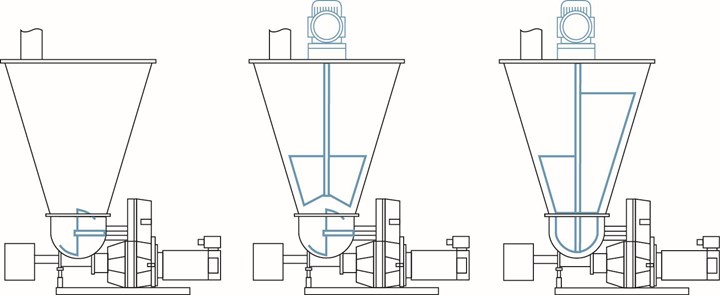
FIG 3 Various agitation systems are used by feeder suppliers to prevent bridging, which can be catastrophic to the integrity of the product recipe and result in off-spec product being generated
This real-time device activates the external vibration only when there is an upset in the LIW signal, such as in the case of rat holes or material bridges. This type of “smart” vibration device is also self-tuning, with the controller adjusting the frequency and amplitude to compensate for changes in the hopper fill level or material flow, thus preventing bridges or rat holes before they can form.
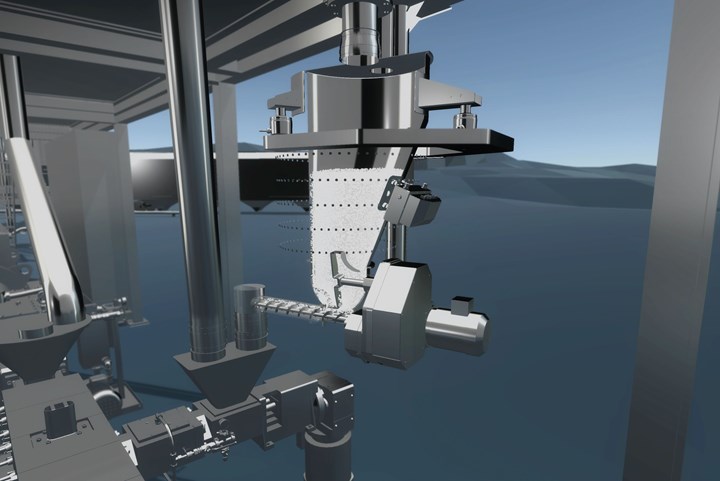 FIG 4 ActiFlow bulk solid activator is mounted outside the product zone and has minimal space requirements.
FIG 4 ActiFlow bulk solid activator is mounted outside the product zone and has minimal space requirements.
Feeding Technology
As comparatively simple components, weigh-belt feeders are reliable, gravimetric feeders that offer high precision and efficient process control. They can reliably feed large volumes of bulk material and materials with varying flow properties, since they weigh the bulk material prior to discharge and actively adapt belt speed. Weigh-belt feeders are suited, for example, for processing recyclates with fluctuating bulk density.
In many applications the weigh-belt feeder is combined with a screw feeder as a pre-feeding system in order to smooth out the mass flow or to reliably transport materials that tend to form bridges onto the belt. One further advantage is that, depending upon the situation, weigh-belt feeders, even with pre-feeders, often require less vertical clearance than other fixtures. Many weigh-belt feeders are available with optional heat-resistant silicone belts for applications where the bulk material is coming from a heated process upstream.
If smaller recyclates or flakes are being fed, or if glass fiber is added into compounding processes, vibratory feeders could be a viable alternative. These feeders are available in various sizes with a selection of tray configurations to choose from, appropriate for the application in question and for conveying a wide range of bulk materials. The absence of mechanical parts that are subject to wear is advantageous for continuous operation; vibratory feeders are practically maintenance-free as a result. The bulk material experiences no mechanical impact, either. The key to successful implementation is to ensure the material will flow from the extension hopper above the vibratory feeding module without an arch or bridge being formed.
If smaller recyclates or flakes are being fed, or if glass fiber is added into compounding processes, vibratory feeders could be a viable alternative.
However, in particular for companies who are dedicated to using the largest recyclate quantities possible, these feeding technologies are insufficient. If the material presents very irregular sizes or forms, under certain circumstances a screw feeder must be used—generally with a single screw. The feeder's rotating screw conveys and feeds the material from a hopper into the process below. Using the screw and the horizontal agitator, uniform mass flow is ensured. Screw feeders are available in various sizes and configurations.
One must differentiate between single- and twin-screw feeding. Both forms are available in gravimetric and volumetric designs. Twin-screw feeders in particular are also implemented at a later point in time along the value chain—for example, in compounding. Here, the technology distinguishes itself through the precise feeding of finer bulk materials, which is primarily suitable for additives. Thanks to the high precision of the corresponding weighing technology and precise control algorithms, additional materials are fed precisely into the process according to the recipe, and the end-product quality is constantly optimized.
The Feeder Controller
If your feeder supplier was successful in recommending a proper feeding solution, we can now understand the system’s functionality. Before discussing the technology improvements and information that can be derived from the feeder, it is important to understand the basic principles of operation. The LIW feeder consists of a feed hopper, refill device, discharge device with a variable-speed drive, weight-sensing device (either digital or analog), and controller. A feeder operator sets the material feed rate (setpoint) by sending information to the feeder’s controller (Fig. 5).
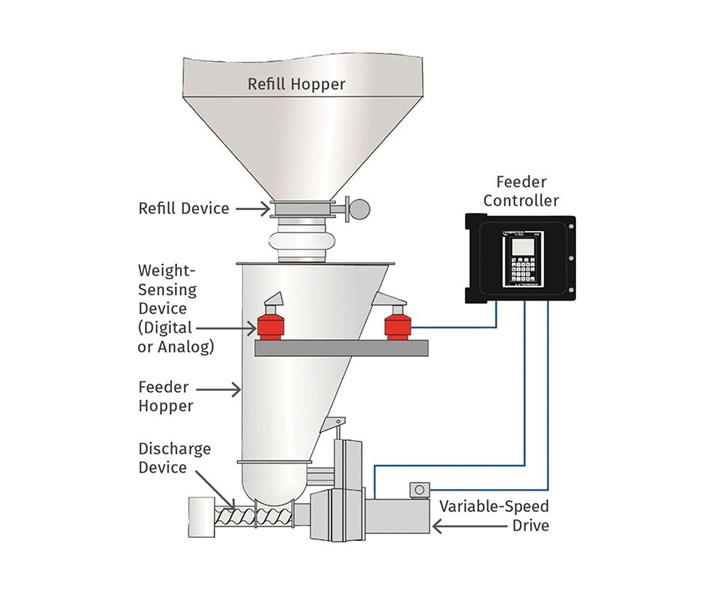
FIG 5 The LIW feeder consists of a feed hopper, refill device, discharge device with a variable-speed drive, weight-sensing device (digital or analog) and controller. A feeder operator sets the material feed rate (setpoint) by sending information to the feeder’s controller.
When the feeder is in operation, the discharge device draws material from the feed hopper and meters it to the downstream process. The weight-sensing device continuously reports the material weight in the hopper (net weight) to the controller. The controller calculates an actual feed rate based on the loss in net weight, compares it with the setpoint, and increases or decreases the discharge device’s drive speed to accelerate or slow the net-weight change (the loss of material in the hopper) so the feed rate matches the setpoint.
To prevent feeding interruptions, the controller periodically commands the refill device to refill the feed hopper with material. During each brief refill cycle, the net-weight signal from the hopper is increasing, so it can’t be used as a control signal to determine how much material is being delivered to the process. To compensate for this, the LIW feeder temporarily operates in volumetric mode during refill.
The feeder controller can be integrated into a supervisory process-control system that monitors all the feeders and other equipment in your process. The following information explains how data collected by the LIW feeder can help you catch process problems early, ensure product quality, and catch setup errors before startup.
Improve Productivity by Trending Feeder Performance
The LIW feeder’s ability to collect process data in real time can help you catch small process problems before they become big ones. Today’s advanced controllers can include communication via a wide variety of protocols, with some even including built-in Ethernet and optional Wi-Fi modules. Newer controllers can store historical data records for an extended period of time. This data can include the feed rate, net weight, and drive-speed-to-feed rate relationship (called the feed factor). Some vendors can even provide up to six months of data storage within their standard factory supplier system.
About the Author: John Winski is dir. of sales for Coperion K-Tron, Sewell, N.J., where he is responsible for sales in the Americas of feeders, pneumatic conveying and engineered systems. He has 32 years of experience at Coperion K-Tron and has held positions as a service engineer, project engineer and regional sales management. Contact: (856) 589-0500 jwinski@coperionktron.com; coperion.com.
















Related Content

New Facility Refreshes Post-Consumer PP by Washing Out Additives, Contaminants
PureCycle prepares to scale up its novel solvent recycling approach as new facility nears completion.
Read More
Optical Sorting for Color Flexibility in Recycled Plastics
Aaron Industries added optical sorting to its operation, expanding capabilities to meet the color needs of customers.
Read More
Breaking News From NPE2024
Here is a firsthand report of news in injection molding, extrusion, blow molding and recycling not previously covered.
Read More
NPE2024 Wrap-Up: Sustainability Dominates Show Floor News
Across all process types, sustainability was a big theme at NPE2024. But there was plenty to see in automation and artificial intelligence as well.
Read MoreRead Next

Is Your Feeding Technology Robust Enough?
Maybe not. But consider these factors to beef up your system to ensure reliable and even smarter performance.
Read More
Optimize Feeding to Get More Money in Twin-Screw Compounding
Follow these practical examples to improve the feeding efficiency and productivity of your process.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More