Tubing, pipe, or profiles are extruded, sized, cooled, and processed in a continuously moving process, so it’s important to choose a cutting technology that keeps pace and is appropriate for the size of the product and characteristics of the materials that you’re cutting. This article will discuss available cutting technologies and provide some insights on how to handle typical problems associated with each.
Four Basic Types of Cutters
Fly-Knife Cutters:
Fly-knife cutters are very popular, made to cut smaller, softer tubing and profiles quickly and cleanly, using one or more blade types in a chopping or slicing motion. The simplest fly-knife cutters employ a blade mounted on a flywheel that provides cutting inertia. Fly-knife cutters are driven by a motor that transmits rotational force through planetary reducing gears. The gears increase the torque and cutting force of the blades, while also isolating and protecting the motor and motor shaft from the shock of cutting.
Fly cutting blades work by “displacing” material, literally pushing all of the material to one side of the cut or the other, so no material is lost. When extrusions are small, thin-walled, or soft, a fly cutter blade may slice through in a single cut.
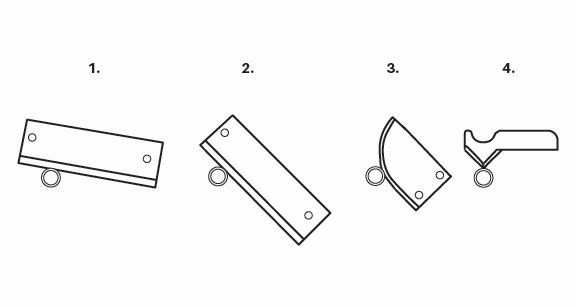
Blade shape and angle are vitally important to successful cutting. Straight blades (1) chop vertically through the entire width and depth of the tube. That’s ok for softer extrusions, but can cause a lot of blade stress and wear on harder materials. Increasing blade angle (2) or adding curvature (3) creates a more gradual, slicing motion that cuts less material at once and reduces stress. Pierce blades (4) may use a variety of edges and angles to combine chopping and slicing motion.
To hold the product and blade steady during cutting, bushings are positioned on either side of the cutting blade. The extruded tube, pipe or profile slides through the cutter bushings and the blade makes a straight cut between them. The space between the two bushings is adjusted relative to the thickness of the blade. Ideally, the spacing should allow for a very slight “drag” on the side of the blade when it cuts through the product. This “drag” fit prevents blades from flexing or curving under stress and keeps the fly cutter properly aligned, cut after cut.
Guillotine or Traveling Guillotine Cutters:
Similar to their name, guillotine cutters use a vertical blade to slice or chop downward through extruded products. These cutters are often seen as fitting “in between” fly-knife cutters and traveling-saw cutters (see below), where they fill a more specialized niche: cutting very soft or sticky extrusions (e.g., thermoplastic elastomers, polyurethanes) that could “gum up” rotating fly knives or saw blades. While smaller guillotine cutters can process small-diameter products very quickly, larger-diameter products may be guillotine-cut on a moving table because cuts take longer and the extruded product is continually flowing.
Saw Cutters:
Traveling-saw cutters are used on larger pipes or extrusions that are made of relatively hard, thick, or brittle materials, such as rigid PVC. Essentially, these are large circular saws adapted for cutting plastics. To ensure straight cuts of a continuously flowing extruded product, saw cutters are often mounted on traveling tables that move at the speed of the extrusion line. The extrudate is momentarily clamped to the table so that all three elements—extrusion, saw and table—move together while the cut is made. Then the table saw retracts to make a new cut. Unlike the other cutting types, which displace extruded material to either side of the cut, saw cutters remove a narrow swath of the material, creating “sawdust” which must be collected using a vacuum system.
Single-bevel or chisel-edge blades (left) tend to concentrate the reaction force (F) of cutting on one side, so they tend to veer in the opposite direction. A better choice are double-bevel cutting blades (right), which balance cutting force on both sides and therefore tend to move straight and square through cuts.
Planetary Cutters:
Planetary cutters make extremely high-quality cuts—square, distortion- and particle-free—on high-value rigid tubing products used in medical, high-purity, or automated-assembly applications. Closely resembling a plumber’s pipe-cutting tool, planetary cutters hold a circular cutting wheel on the inside of a rotating ring that surrounds the pipe. The ring spins around the circumference of the tubing, pressing the cutting wheel inward so that it gradually splits the tube apart without any loss of tube material. Like other cutters, planetary cutters are often mounted on moving tables so they can make square cuts on moving product.
Cutting-related problems may show themselves very clearly but defy initial efforts at problem solving, since multiple variables are often the cause.
Common Cutting Problems & Solutions
Picking the right cutting technology for your application is step one. After that you’ll likely encounter problems that require you to implement a troubleshooting strategy. Let’s take a look at common issues with each of these various cutting technologies, and what you should look for to solve them.
Fly-Knife Cutting Problems
Angel hair or fines on knife surface:When cutting softer materials such as flexible PVC, fly-knife cutters tend to pull or carry out fine pieces of material as they exit the cut. To eliminate formation of these fines in “on-demand” cutting situations, the blade may be heated when it is at its home position between cuts. A heater can be added at the blade’s home position, with temperature setpoints based on the material being cut.
To prevent accumulation of fines on cutting surfaces, a fly-knife cutter can be equipped with a blade-wiping assembly, including an alcohol-dispensing tip and a foam wipe. For added lubrication on each cut, the reservoir below can be filled with a lubricant, typically alcohol or water-soluble silicone.
Material buildup on knife surface:Cut quality begins with periodic sharpening and change to a new blade when needed. Blade life varies based on material hardness, presence of filler, and the rate of cuts/minute.
In most situations, processors can get multiple shifts out of a sharp blade. But even with a sharp blade, any buildup of material on the sides can reduce cut quality, because that buildup tends to grab and stick to the extruded product as the cut is made. Material buildup typically occurs after a few hours of cutting softer, stickier materials.
There’s no perfect solution to this problem: In some cases, it is possible to equip the cutter with a felt pad—usually wetted with alcohol—that gently wipes the cutting blade on every revolution. Another solution is to add an engineered system to spray a controlled amount of isopropyl alcohol on the blade prior to each cut. The same system can also spray nearby cutter bushings to protect against buildup and rub-off of particulates onto the finished product. Spray systems don’t eliminate the need for periodic removal and thorough cleaning of particulate from blades, bushings, cutting chambers, and drip trays; but they do reduce cleaning frequency while maintaining better cut quality.
Fly-knife cutting blades come in all shapes and sizes—from small industrial razor blades to a variety of standard or custom-designed straight, curved, or scimitar blades.
Extrudate sticks in cutter bushings:It’s not uncommon for warm extrudate to bind or stick somewhat as it passes through steel cutter bushings. If extrudate binds significantly, it can affect the smooth operation of the line and cause cut consistency and quality problems. There are a few ways to address this problem:
Add lubricant: Many cutters offer optional lubricant reservoirs that use pulses of compressed air to inject small amounts of lubricating fluid into diagonal, forward-facing holes located on the top of cutter bushings. Alcohol is the most common lubricant, particularly in medical applications, though water-soluble silicone may also be used.
Use lined cutter bushings: Cutter bushings with inner linings or sleeves of acetal or PTFE material can ease movement of the extrudate through the bushings. Note that when such sleeves or liners are used, they must allow for clearance of 1/4 in. to ½ in. at the interior ends of the bushings, so that only clean steel edges butt against the cutting blades.
Try air-feed bushings: Use a controllable stream of air or lubricant that enables extrudate of a tacky material to slide easily through the cutter bushings. Use of such bushings creates a more consistent feed that allows the processor to hold much tighter length tolerances.
Material Chipping or Cracking: When fly cutting semi-rigid to rigid materials like rigid PVC or PP, you may see “breakaway” cuts—with edges that have broken, cracked, or chipped off before the cut was completed. Obviously, you’ll want to address this problem very quickly, since it’s going to cause reject parts or require secondary finishing operations. While there’s no simple answer to this problem, a couple of approaches can be successful:
Reduce cutter speed: There is a rule of thumb for cutting (especially fly cutting): For the cleanest cuts, cut softer materials at higher rpm and harder materials at lower rpm. So, if cutting semi-rigid or rigid extrusions results in chips or cracks, start by slowing down the rpm of the blade to reduce or eliminate the problem. Sometimes, especially with rigid PVC, using a slightly duller blade actually provides a better cut.
Cut extrudate at higher temperatures: Chipping or cracking can also be related to the temperature of the extruded product. Many processors get better results by cutting at higher temperatures so that the material is a bit softer and less likely to fracture. The optimum way to do this is to bring the extrudate out of the cooling process and into the cutter while it still retains some process heat, at a temperature of about 120-140 F. Using retained process heat is better than the alternative, reheating fully-cooled products, because process heat is more evenly distributed and costs nothing extra. But no matter how you warm the product, cutting extrudate that is warmer often enables the blade to travel cleanly through, free of cracks.
Traveling-Saw Cutting Problems
Burrs/uneven cuts: Burrs can result from a combination of factors, but often involve problems in blade selection or blade rpm. If your cutter has a variable-speed motor—something that is strongly recommended for top-quality cutting—try changing speeds first: Go faster for softer materials, and slower for semi-rigid or rigid materials. If your cutter has a fixed-speed motor, your immediate options are limited to changing blades. If these options don’t get you the quality and consistency you need, the ultimate solution may be to upgrade to a planetary cutter.
Cut-length tolerances:Variability in cut lengths can be caused by a couple of subtle problems, usually associated with the traveling table. Many saws, and certainly older saws, are equipped with standard pneumatically driven traveling tables that can be tricky to adjust when a precise match with extrusion line speed is required. Fluctuations in air pressure can cause less precise operation. For these reasons, many processors are opting for servo-controlled traveling tables because they provide a much higher degree of precision and repeatability in tracking extrusion line speed. Servo-controlled tables can often eliminate the need for secondary cutting or finishing operations altogether.
Variations in square: Square cuts are key to holding length tolerances and allowing assembly of parts farther on in the manufacturing process. Aesthetics in finished assemblies are dependent on cut quality. Proper product guides and clamps are what solves these types of issues.
Planetary Cutter Problems:
In general, planetary cutters are the most trouble-free type of cutter. If you can’t obtain the consistent cut quality you need with a fly-knife cutter or a saw, your solution is likely to be a planetary cutter. They provide precise, clean, and particulate-free cuts and can often eliminate the need for secondary cutting or finishing operations, so they are an excellent solution for cutting extrusions that feed into automated assembly processes.
In general, planetary cutters are the most trouble-free type of cutter.
But there are some trade-offs: planetary cutters typically cost more, take longer to make cuts, and max out at lower line speeds than other cutter types. However, where cut quality is the primary concern, many processors are glad to adjust to lower line speeds in exchange for superior cut quality and virtual elimination of secondary cutting operations.
Close-up of the cutting wheel of a planetary cutter, which rotates under pressure provided by twin rollers (below) around the circumference of a tube, similar to a plumber’s pipe cutter. Cuts take a bit longer to make, but are so clean that secondary finishing time and expense are virtually eliminated.
Guillotine cutter problems
Blade buildup and cleaning: Though the motion of a guillotine blade differs from that of a fly-knife cutting blade, the common problems are quite similar, including buildup of fines on the blade, the necessity for proper blade cleaning and lubrication, and the selection of the ideal blade for the job.
Variations in cut length and square:Like the fly-knife and traveling-saw cutters to which they are functionally related, guillotine cutters are subject to variations that affect cut lengths and the square of cuts. Generally, these are caused by inadequate or improperly adjusted product guides or clamps, or fluctuations in the movement of traveling tables.
Like many other challenges in extrusion processing, cutting-related problems may show themselves very clearly but defy initial efforts at problem solving, since multiple variables are often the cause. By breaking down the issues—first by the type of cutting technology involved, and then according to the details of the problem you’re observing— you can often see the issues clearly enough to begin solving them, or to make the case for the upgrades you need to maintain top-quality cutting operations.
Extrusion simulations can be useful in anticipating issues and running “what-if” scenarios to size extruders and design dies for extrusion projects. It should be used at early stages of any project to avoid trial and error and remaking tooling.
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.






 Blade shape and angle are vitally important to successful cutting. Straight blades (1) chop vertically through the entire width and depth of the tube. That’s ok for softer extrusions, but can cause a lot of blade stress and wear on harder materials. Increasing blade angle (2) or adding curvature (3) creates a more gradual, slicing motion that cuts less material at once and reduces stress. Pierce blades (4) may use a variety of edges and angles to combine chopping and slicing motion.
Blade shape and angle are vitally important to successful cutting. Straight blades (1) chop vertically through the entire width and depth of the tube. That’s ok for softer extrusions, but can cause a lot of blade stress and wear on harder materials. Increasing blade angle (2) or adding curvature (3) creates a more gradual, slicing motion that cuts less material at once and reduces stress. Pierce blades (4) may use a variety of edges and angles to combine chopping and slicing motion. Single-bevel or chisel-edge blades (left) tend to concentrate the reaction force (F) of cutting on one side, so they tend to veer in the opposite direction. A better choice are double-bevel cutting blades (right), which balance cutting force on both sides and therefore tend to move straight and square through cuts.
Single-bevel or chisel-edge blades (left) tend to concentrate the reaction force (F) of cutting on one side, so they tend to veer in the opposite direction. A better choice are double-bevel cutting blades (right), which balance cutting force on both sides and therefore tend to move straight and square through cuts.  To prevent accumulation of fines on cutting surfaces, a fly-knife cutter can be equipped with a blade-wiping assembly, including an alcohol-dispensing tip and a foam wipe. For added lubrication on each cut, the reservoir below can be filled with a lubricant, typically alcohol or water-soluble silicone.
To prevent accumulation of fines on cutting surfaces, a fly-knife cutter can be equipped with a blade-wiping assembly, including an alcohol-dispensing tip and a foam wipe. For added lubrication on each cut, the reservoir below can be filled with a lubricant, typically alcohol or water-soluble silicone. Fly-knife cutting blades come in all shapes and sizes—from small industrial razor blades to a variety of standard or custom-designed straight, curved, or scimitar blades.
Fly-knife cutting blades come in all shapes and sizes—from small industrial razor blades to a variety of standard or custom-designed straight, curved, or scimitar blades.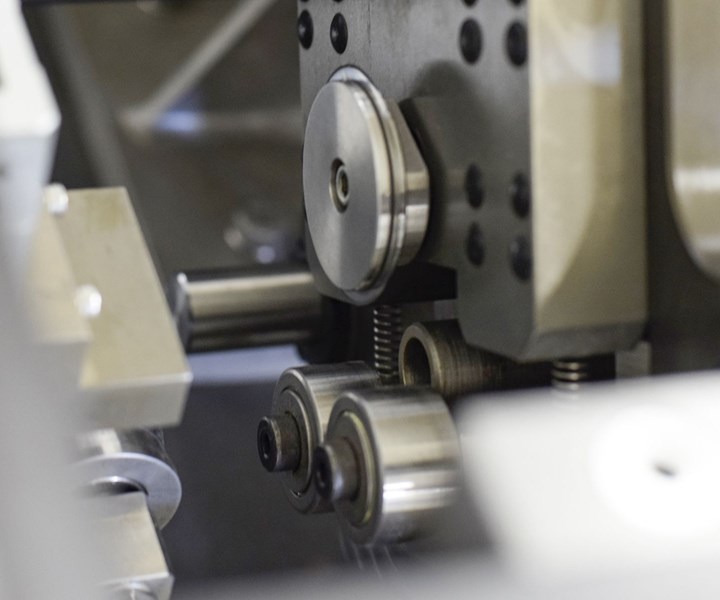 Close-up of the cutting wheel of a planetary cutter, which rotates under pressure provided by twin rollers (below) around the circumference of a tube, similar to a plumber’s pipe cutter. Cuts take a bit longer to make, but are so clean that secondary finishing time and expense are virtually eliminated.
Close-up of the cutting wheel of a planetary cutter, which rotates under pressure provided by twin rollers (below) around the circumference of a tube, similar to a plumber’s pipe cutter. Cuts take a bit longer to make, but are so clean that secondary finishing time and expense are virtually eliminated. 





















