
Injection Molding: Simplified Cavity-Pressure Control And Process/Production Monitoring
Cavity Eye provides innovative cavity sensors and data-transmission devices that plug into molds, machines, and auxiliaries.

Innovative cavity sensors are said to be less expensive to install and maintain.

Smart Control Plug (left) and Smart Measuring Plug (right) connect to sockets on the mold, injection machine, or auxiliaries.
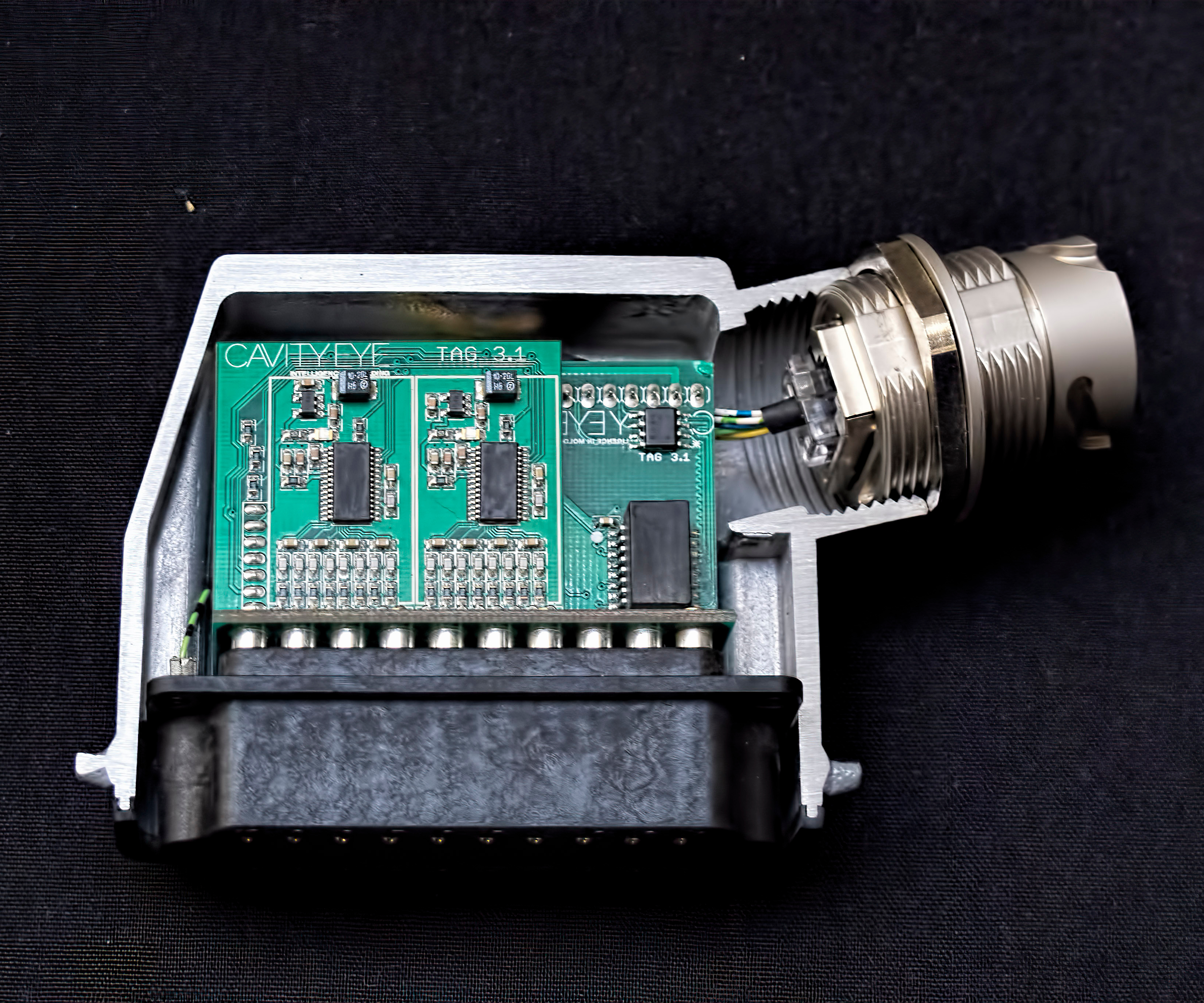
Smart Measuring plug with microcontroller inside. New version will have integrated cavity-pressure control software, eliminating the need for a separate PC.


At Plastics Technology’s Molding 2019 conference in Indianapolis in March, Andras Szucs, founder and chief technology officer of Cavity Eye of Hungary (cavityeye.com), presented his hardware and software system for simplified cavity-pressure control and process and production monitoring. His approach to cavity-pressure control is based on a new sensor he developed that he describes as very robust and easy to install. It’s a disc-shaped unit 5 or 8 mm thick and 15 or 26 mm in diam. with a pin in the center that’s 3 or 7 mm in diam. and 3 or 4 mm high. The come in four different load-sensing capacities from 1 to 40 kN (220 to 8800 lb). Standard temperature capability is up to 90 C (194 F), though high-temp versions are available for use in molds running at up to 200 C (392 F). The sensors are said to last for 12 million cycles, and the company offers a three-year guarantee for sensors and cables.
A key feature of the sensors is simple and low-cost mounting, usually in a pocket in the clamping plate on the ejector side. Cavity Eye uses an indirect pressure-measurement approach: Pressure is transferred from an existing ejector pin via an additional transfer pin to the top of the sensor. Solutions are also available for placing the sensor directly under a measuring pin, but Cavity Eye says indirect measurement via the transfer pin is more accurate and reliable, resulting in no need for sensor maintenance during the whole lifetime of the mold.

Installation of the sensors in the clamping plate is said to reduce moldmaking cost and cut maintenance costs to zero. The sensors are usually mounted only once and left untouched during mold maintenance, which reduces risk of damage to the wiring. Sensors and cables are protected by pressure plates or stainless-steel covers. Also, the mounting pocket for the sensor requires only a loose fit, so the sensor is not affected by mold deformation during clamping and injection.
Additional hardware for cavity-pressure measurement includes a socket permanently mounted on the mold, which contains a memory chip that serves as “an identification of the mold,” according to Szucs. It knows the number of cavities, how many of which sensors are installed (up to eight or 32 per socket), and it stores reference (“good part”) cavity-pressure curves for each sensor, along with control tolerances.
Into that socket is plugged a Smart Measuring Plug (SMP) with a microcontroller inside. It has a 32-bit analog-to-digital converter (vs. typical 24-bit A/D capability), and the newest version, which will be introduced at October’s K Show in Dusseldorf, will have integrated the cavity-pressure control software, so that no additional PC is required. The SMP has bidirectional data transfer with a Smart Control Plug (SCP) mounted on the injection machine, which transmits a switchover signal to the machine, sends a 24V good/bad part signal to a robot, or can even stop the machine if necessary. Plugs are capable of sending pressure curves, machine status and production data to the cloud, where additional services can run, such as predictive maintenance or analytics.
Cavity Eye’s second major offering is simplified production and process monitoring. Szucs describes this as “Industry 4.0 for mechanical engineers—you don’t have to be an IT expert.” This involves mounting a plug on a socket attached to the molding machine, dryer, mold-temperature unit, etc. to collect 0-10V and 4-20 mA analog signals from that equipment. Those data are sent to the cloud or directly to a company’s in-house server. All the production or process data can be stored in one common database, independent of the machine brand or age.
Cavity Eye’s cloud solution provides a variety of dashboards of graphical and numerical production data for each machine and the entire plant, which is accessible via PC, tablet or phone. Process data for the molding machine and cell auxiliaries are also visible. Setpoints and control limits can also be stored or adjusted in the cloud, to trigger alarms in the plant, adjust settings on the molding machine and auxiliaries, or stop the machine. The main objective of the system is to get the right information to solve any problem, whether process or production related, in under 5 min.

Related Content

Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
Read More
Back to Basics on Mold Venting (Part 2: Shape, Dimensions, Details)
Here’s how to get the most out of your stationary mold vents.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More