
Extrusion: A Roll Is a Roll Is a Roll?
Chill rolls may looks simple and shiny, but they play a critical part in cooling and polishing film and sheet and are not all the same.
.jpg;width=70;height=70;mode=crop;format=webp)



No. A cooling roll may look simple, but in reality it is a complex mechanical and a thermal device all in one. It has to be strong enough to resist deflection and damage from the nip force. And it must remove a lot of heat from the sheet or film passing over it, transferring it to the coolant. The amount of heat removed by a set of three chill rolls running HDPE sheet at 1000 lb/hr would warm three normal-sized houses in the dead of winter.
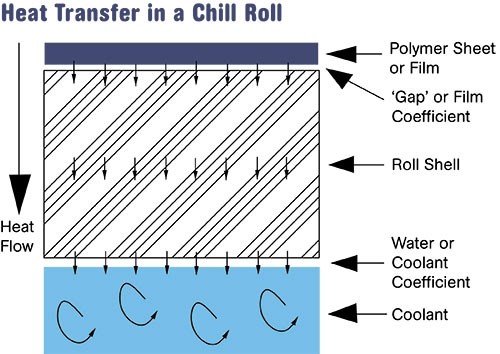


A number of heat transfers occur simultaneously in cooling polymers on rolls. First, the heat has to be conducted through the polymer itself to reach the roll. Then it has to be conducted through the steel roll shell, and finally has to be transferred to the coolant inside the roll. Each of these seems straightforward until you try to calculate them.
First of all, each polymer has a different thermal conductivity and heat capacity. For example HIPS has less than half the heat-transfer rate of HDPE. But HDPE has 50% higher heat capacity than HIPS. Consequently it takes about one-third longer to remove heat from HIPS with everything else being equal.
Then there is a heat-transfer coefficient for the “gap” between the polymer and the roll surface. It’s not really a gap at all, but since the polymer and steel are not molecularly bonded, this interface presents a resistance to heat transfer. What’s more, this heat-transfer coefficient changes as the polymer temperature changes and transfers from one roll to the next. I call this the “film coefficient” effect, and it must be experimentally determined (though it stays relatively constant for a given polymer and roll surface). As the polymer cools and is transferred to another roll it becomes less bonded to the roll, increasing the resistance to heat transfer. Polymers that have a Tg (glass-transition temperature) in the cooling range will have a significant change in the film coefficient.
The steel outer shell is very conductive—several hundred times more than the polymer—so it is seldom the limiting factor in cooling. A common misconception when the rolls will not adequately cool the sheet or film is that the rolls are not absorbing enough heat. It is more likely that the polymer is not in contact with the roll long enough to transfer the heat through the sheet itself. Thus, larger rolls allow more time for the heat to transfer from the polymer. However, the outer shell may be the controlling factor when running very thin sheet and/or very high line speeds. The thicker the sheet the more likely the time to transfer the heat through the polymer is limiting rather than the transfer through the roll shell.
Interestingly, there is also a short interval before heat transfer even starts to move through the polymer. As the contact time decreases, this factor eventually comes into play. Finally, the heat conducted through the steel shell has to be removed by the coolant passing through the roll. Again there is another heat-transfer coefficient between the coolant and the steel shell just like with the polymer. That coefficient depends on the type of coolant and the velocity in the coolant channels. Different coolants have different thermal conductivities, heat capacities, and viscosities, so these factors have to be considered in the roll design when using coolants other than water.
In order to optimize heat removal, the coolant must have enough velocity in the cooling channels to be in a turbulent flow condition. There must also be sufficient flow rate to remove the heat. If the flow rate is not adequate, the coolant becomes hotter as it moves across the roll, making the heat-transfer rate different from one side of the roll to the other. The result is that polymer exiting the roll will be hotter on one side than the other. This can be a real problem in an in-line thermoforming operation. As a result, the coolant pumps must be sized to the roll design and cooling requirement.
To obtain the optimum cooling rate, a roll design requires a lot of information and design calculations beyond just making it fit in the roll stand and putting a shiny surface on the shell. If your rolls do not seem to be cooling properly, you must conduct a complete analysis to determine the cause. A roll is not a roll, is not a roll.

Related Content

Back to Basics on Mold Venting (Part 2: Shape, Dimensions, Details)
Here’s how to get the most out of your stationary mold vents.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read More
Why Shoulder Bolts Are Too Important to Ignore (Part 1)
These humble but essential fasteners used in injection molds are known by various names and used for a number of purposes.
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read MoreRead Next

Extrusion: Take Care of Your Rolls So They Can Play Their Role
In the sheet extrusion business, one of your most important manufacturing assets is your cooling rolls.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More