
Boltless Flat Die Opens Faster
Without changing the inner workings of the die, Extrusion Dies Inc., Chippewa Falls, Wis., has come up with a revolutionary way to assemble flat dies without bolts. The closing mechanism replaces conventional die bolts with rods actuated by hydraulic toggles to hold the die halves together.



EDI's new boltless flat die can be opened hydraulically in as little as 30 sec vs. hours to open a conventional bolted die by hand.
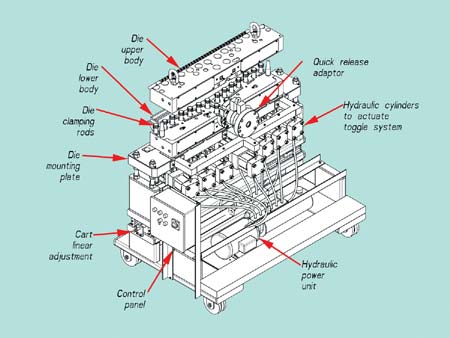
This exploded drawing shows the hydraulic cylinders for the toggles that move the rods (one toggle for two rods) that close the die and hold up to 4000 psi of internal pressure.
Without changing the inner workings of the die, Extrusion Dies Inc., Chippewa Falls, Wis., has come up with a revolutionary way to assemble flat dies without bolts. The closing mechanism replaces conventional die bolts with rods actuated by hydraulic toggles to hold the die halves together.
The new die allows rapid opening of a flat die in less than a minute instead of hours to unbolt a die by hand. The rod-and-toggle mechanism uses a hydraulic piston to move a toggle that raises or lowers two rods. A larger hydraulic unit closes four rods at the center of the die. Hydraulic opening takes 30 sec after the flip of a switch. When the rods are in the closed position, hydraulics shut off, and the die halves are mechanically locked together. The die has run successfully for 6 hr at pressures of 3500 to 4000 psi without leaking, EDI says.


Boltless dies are expected to be particularly advantageous for processing easily degradable resins like PVC, fluoropolymers, polycarbonate, and other heat-sensitive resins that require frequent clean-outs that eat up a lot of production time. "Conversely, the sheer ease of this boltless system will cause processors to clean dies more frequently, ensuring higher levels of product quality," says John Ulcej, executive v.p. of engineering and technology, who led the project to develop the system.
The boltless system can be used on any of EDI's flat dies for film, sheet or coating, but it will cost a premium over conventional bolts. How much of a premium isn't certain because the technology is so new that EDI doesn't know what its manufacturing costs will be.
Related Content
-
Roll Cooling: Understand the Three Heat-Transfer Processes
Designing cooling rolls is complex, tedious and requires a lot of inputs. Getting it wrong may have a dramatic impact on productivity.
-
Single vs. Twin-Screw Extruders: Why Mixing is Different
There have been many attempts to provide twin-screw-like mixing in singles, but except at very limited outputs none have been adequate. The odds of future success are long due to the inherent differences in the equipment types.
-
How Screw Design Can Boost Output of Single-Screw Extruders
Optimizing screw design for a lower discharge temperature has been shown to significantly increase output rate.

