
Compact, ‘Universal’ Stretch-Blow Molder Offers Wide Flexibility, Quick Changeovers
Unprecedented versatility in a two-stage machine, at a competitive price.


Two- to six-cavity FlexBlow machines are entering the U.S. market for producing a wide range of custom bottles in batches as low as 10,000 to 20,000 units.

FlexBlow Hybrid models combine rotary and linear motions and larger numbers of cavities for higher speed, though somewhat less flexibility.


If you are interested in an attractively priced stretch-blow machine to produce a wide range of sizes and shapes of PET or PP bottles in low volumes with frequent changeovers, then take a look at a newcomer to the U.S. market, the all-electric FlexBlow machine from Terekas UAB in Lithuania (FlexBlow (Terekas)). You can see one of these machines in operation at Pack Expo in Las Vegas, Sept. 25-27.
What makes these machines unusual is their wide range of versatility, said to be unprecedented for a two-stage (reheat) system. Normally, such flexibility is associated with one-stage machines that require higher investment, especially for tooling.


For example, a two-cavity FlexBlow 2 model (photo at right) can mold neck sizes from 18 to 110 mm, bottle sizes from 50 ml to 2L (or up to 6L in one cavity) at outputs around 1600 bph. It can produce oval or asymmetric bottles and hot-fill containers (to 93 C/200 F), and it guarantees alignment of neck detail to the container body. A complete format changeover, including restart time to produce good bottles, is only 20-30 min, beating the competition by a wide margin, according to Gytis Sirvinskas, market-development manager.
Questions About Blow Molding? Visit the Blow Molding Zone.
Terekas was started in 1994 as a preform and bottle maker. A few years later it graduated to building its own machines, which it soon started offering for sale to other molders. It shipped its first two machines to Canada two years ago, and just delivered the first system to a custom blow molder in New York State. FlexBlow machines are also used in Spain, Germany, Benelux, Australia, Iceland, Slovenia, Belarus, and the Baltic States. These all-electric servo machines use standard, high-quality European components from Siemens, Bosch, AEG, and Festo.
Today, Terekas has representation on all continents except Australia. Terekas handles U.S. sales directly from Lithuania, but technical support for the FlexBlow line is handled in North America by K&G Machinery Works Ltd., Mississauga, Ont.
SMALL AND VERSATILE
Terekas calls its FlexBlow machines “the smallest universal blow molder” with the “highest flexibility on the two-stage market” and “the fastest complete changeover the industry.” A FlexBlow 2 (two-cavity) measures 1.7 × 2.8 m (5.6 × 9.2 ft). Output of the newest models is up to 1600 bph per cavity.
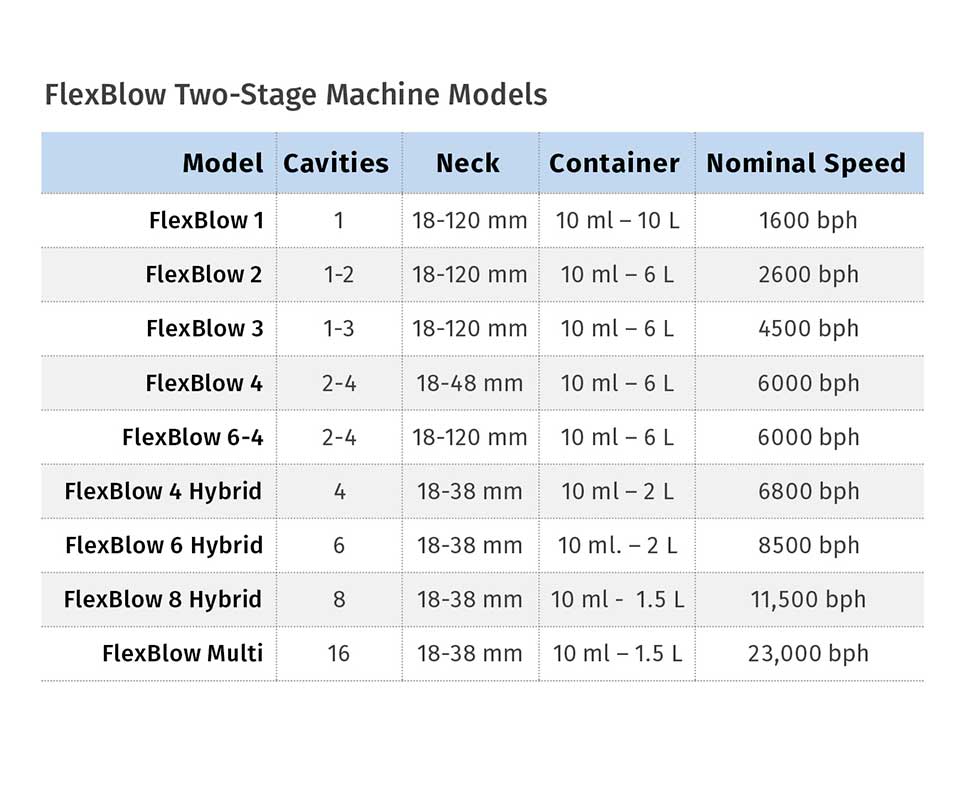
The table on the previous page shows the complete range of FlexBlow machines. The standard FlexBlow models employ intermittent preform feeding, which sacrifices some speed in return for maximum flexibility, as shown by the wide range of neck and bottle sizes. The FlexBlow Hybrid models (pictured below) combine rotary and linear motions and have larger numbers of cavities for higher speed, though with somewhat less range in neck-size flexibility (as shown in the table), but they retain fast mold changes. The largest model, FlexBlow Multi, is essentially two eight-cavity Hybrid models linked to one infeed system; it’s designed to compete with high-output rotary systems.
For the U.S. market, Sirvinskas sees two- to six-cavity machines as the most attractive models. He says they fill a gap in the custom bottle market for highly variable production batches as small as 10,000 to 20,000 bottles at a time.
Features include Siemens color touchscreens with easy-to-use, intuitive programming. Air-recovery systems take exhaust high- pressure blowing air and return it to the low-pressure system. FlexBlow machines can use molds from competing systems (KHS, Sidel, etc.). The company is particularly proud of its proprietary preform heating technology. Preferential heating to produce oval or asymmetric bottles uses eight lamps arranged horizontally—rather than vertically as in other machines. These lamps, 30 cm long, are arranged on two sides of the preform, which stops spinning for 5-7 sec to soak up the heat. Multiple lamps allow creation of different heat zones along the length of the preform body.
FlexBlow machines also boast special protections against neck overheating. First, the preforms are heated with the neck down, rather than neck up as in most machines. This protects the neck from rising hot air from the body heaters, and also traps heat inside the preform for greater efficiency. Preform neck-support rings are cooled while the body is heated. Sirvinskas notes that keeping the preform neck cold and the body hot allows for optimum material distribution and maximum design freedom for lightest preform weight.
Competitive cost is another edge for the FlexBlow line, says Sirvinskas. “Did you know that Lithuania is ranked one of the 10 most educated countries in Europe? That means we have highly qualified labor at a reasonable wage rate. And that makes us price competitive.”








Related Content

Get Color Changes Right In Extrusion Blow Molding
Follow these best practices to minimize loss of time, material and labor during color changes in molding containers from bottles to jerrycans. The authors explore what this means for each step of the process, from raw-material infeed to handling and reprocessing tails and trim.
Read More
Medical Molder, Moldmaker Embraces Continuous Improvement
True to the adjective in its name, Dynamic Group has been characterized by constant change, activity and progress over its nearly five decades as a medical molder and moldmaker.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
PHA Compound Molded into “World’s First” Biodegradable Bottle Closures
Beyond Plastic and partners have created a certified biodegradable PHA compound that can be injection molded into 38-mm closures in a sub 6-second cycle from a multicavity hot runner tool.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More