
'Failing Faster' as a Winning Product Development Strategy
Sporting-goods OEM Wilson/DeMarini turns to new additive-manufacturing technology to turbocharge product development by blazing through failed iterations to find a winning design more quickly.




Product development and product production often seem to be at cross purposes, as the risks and inherent failures of R&D can eat up man and machine hours that would have otherwise been spent on billable output.
In his role managing advanced innovation and industrialization at Wilson Sporting Goods/DeMarini Sports’ injection molding operation in Hillsboro, Ore., Glen Mason is keenly aware of this inherent conflict. His former background in injection molding, together with his current OEM perspective at a maker of baseball and softball bats, give him a unique take on the balancing challenge. Working in sporting goods, where a product 12 months old is already “ancient,” and selling last year’s bat isn’t an option, make the issue of successfully iterating new models while still cranking out current versions even more acute.


Given all this, it was with great interest that Mason stumbled upon Danish firm AddiFab (U.S. office in Palo Alto, Calif.) and its Freeform Injection Molding (FIM) technology, even if he wasn’t entirely sure what he was seeing.
“I saw the video and thought, ‘This makes no sense,’” Mason recalls. “So of course I’m interested. I did some more research, called them up and said, ‘My challenge at Wilson is how do I get to the next part faster.’”

Wilson/DeMarini turned to Addifab’s Freeform Injection Molding (FIM) technology for printing injection mold inserts to rapidly iterate a new part design.
With AddiFab’s FIM technology, additive manufacturing is used to 3D print heretofore impossible injection mold cavity inserts from a UV-hardened liquid polymer. These inserts can be placed into a standard mold base and injected with standard injection molding materials. Post-molding, the polymer cavity insert is removed from the mold base and dissolved away in an aqueous alkaline solution, leaving an injection molded part in a standard plastic that can be tested for form, fit and function in ways that many 3D-printed components cannot.
“AddiFab is allowing me to fail faster,” Mason says. “I know I’m going to fail—and I want to fail. Failure is precursor to success. With FIM in our toolbox, we have optimized subtractive molding. In five days, we can be through the FIM process and testing parts. Mold build suddenly isn’t the slowest part of product development.”
From Concept to Test Parts in Under a Month
Mason had already researched other rapid-manufacturing technologies, from printing parts in plastics to additively building molds from polymers and metals, when he reached out to AddiFab. Contacting AddiFab’s Carsten Jarfelt in Palo Alto, Mason shared design files for a baseball-bat end cap for a trial of product. AddiFab printed the molds and shipped them to Wilson, which had already prepped a mold base to hold the cavities.
Wilson then molded the test parts using the required proprietary resin and returned the filled/molded cavities to AddiFab, which demolded the components and sent them back to Wilson for testing. That included drop tests where the caps were cooled to -6 F and subjected to impact by a 4-kg steel ball dropped from 10 ft above. The parts passed the tests without damage. From start to finish, Wilson applied FIM technology to vet a new design for an injection molded end cap in less than a month.
“AddiFab is allowing me to fail faster. I know I’m going to fail—and I want to fail. Failure is precursor to success.”
“The entire process was carried out in a timeline of 3-4 weeks,” Jarfelt says, “including international shipping of parts and molds between Wilson in Oregon and AddiFab headquarters in Denmark.”
AddiFab now has technical support for such projects in the U.S., so Jarfelt believes the process would have an even shorter timeline if taken on today. It will definitely be faster in the future for Wilson, as the company is looking to install an FIM unit for in-house production. Truly functional prototypes will be a game changer for Wilson’s product development, according to Mason. Wilson was able to go from art to part in 7 weeks vs. 12 weeks by completely removing the part DFM and mold-design steps, while also cutting mold-build time in half. To speed development, FIM also allows four times more iterations in the same time frame (see chart below).
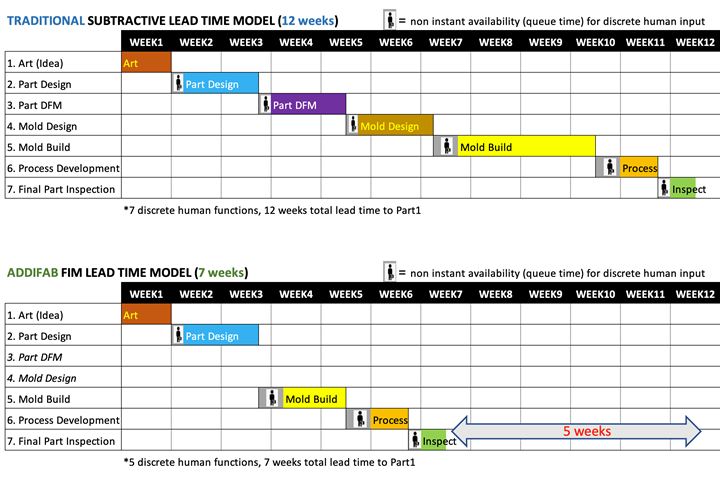
Wilson was able to go from art to part in 7 weeks versus 12 weeks by completely removing the part DFM and mold-design steps, while also cutting mold-build time in half.
“A picture is worth a thousand words and a part is worth a thousand pictures,” Mason says. “For me, getting a prototype—a testable prototype—is key. I need to have it in the materials we developed for our product line.” Typically, a cavity insert produced by AddiFab’s FIM process makes only one part. If Wilson wants more than one part from an FIM mold, it could get that as well, with AddiFab also creating printed mold designs that can allow for more than one use.
“A picture is worth a thousand words and a part is worth a thousand pictures.”
“AddiFab’s technology is disruptive,” Mason says. “I don’t think even they know what they have, but time is going to show. This technology is far more powerful and capable than anyone currently knows.”








Related Content

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
NPE2024 Wrap-Up: Sustainability Dominates Show Floor News
Across all process types, sustainability was a big theme at NPE2024. But there was plenty to see in automation and artificial intelligence as well.
Read More
New Facility Refreshes Post-Consumer PP by Washing Out Additives, Contaminants
PureCycle prepares to scale up its novel solvent recycling approach as new facility nears completion.
Read More
Scaling Up Sustainable Solutions for Fiber Reinforced Composite Materials
Oak Ridge National Laboratory's Sustainable Manufacturing Technologies Group helps industrial partners tackle the sustainability challenges presented by fiber-reinforced composite materials.
Read MoreRead Next

Addifab Announces Partnership, Micromolding Offering, PIM Viability
The Danish company’s novel additive manufacturing technology that prints dissolvable injection mold inserts from a UV-cured resin had a busy finish to 2020.
Read More
Is Your Shop Farming or Hunting?
Decoupling your company’s R&D and product development from its manufacturing can help keep your new project pipeline full.
Read More
New Headquarters, Investment for Addifab
Addifab, the Danish supplier of Freeform Injection Molding (FIM) technology, raised $6.3 million in its latest investment round and moved to a new, larger headquarters near Copenhagen.
Read More