Get Control Of Flow in the Mold
A novel technology allows injection molders to alter the flow pattern inside the cavity and balance the filling of multiple cavities by means of an external mold adjustment while the tool remains in the press. In this exclusive article, the system's inventor explains how it works.



New iMARC technology introduces the capability for dynamic (i.e., real-time) melt-flow management in the mold. Specially engineered inserts are externally adjustable. Single-axis iMARC inserts (left) permit balancing flow among multiple cavities. Multi-axis inserts (right) can alter flow patterns within individual cavities.
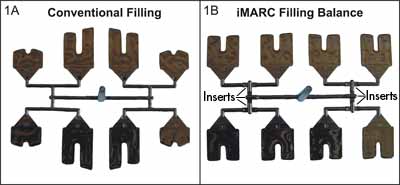
Fig. 1 –Short shot shows uneven filling of a conventional mold, despite nominal geometrical balance of cavities. Adding iMARC single-axis inserts causes all cavities to fill uniformly. A second set of inserts fine-tunes filling of each cavitiy.
Fig. 2–Multi-axis iMARC technology can alter the distribution of hotter, more fluid melt (red), which usually occurs on the perimeter of the runner and cavity, to move it to the center or to one side if that will improve part quality.
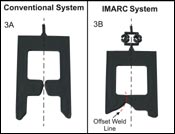
Fig. 3—Multi-axis iMARC system can move a weld line to improve part strength.
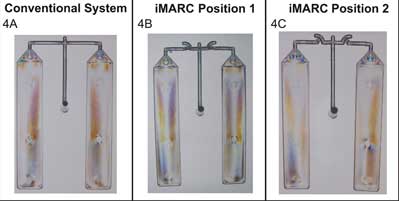
Fig.-4—Clear parts show concentration of molded-in stresses along one side of conventionally molded parts. Multi-axiz iMARC technology can move the stress concentration to the opposite side of the part or balance it equally between the two sides.
What injection molder wouldn’t like to balance a multi-cavity mold more quickly and precisely without having to take the mold out of the press? And who wouldn’t want to be able to change a cavity filling pattern without having to move or add gates or modify the part design?
These are not wishful daydreams anymore. Using a new melt-management concept introduced at the NPE show in Chicago last June, Beaumont Technologies, Inc. (BTI) is developing technologies that provide these previously unknown abilities. The solution involves mold inserts that are strategically placed within the melt-delivery (runner) system. Trade named iMARC, for In-Mold Adjustable Rheological Control, these new systems are based on BTI’s MeltFlipper and MAX melt-management technologies.

The MeltFlipper was first introduced in 1998 to provide rheologically balanced filling of multicavity molds. It solves common problems in molds that are supposedly balanced in their geometrical layout but nonetheless do not fill uniformly nor produce identical parts. The cause is the natural stratification of melt within a flow channel into zones, or “laminates,” of different temperature and viscosity. This results from the greater shear heating of melt close to the channel wall. When the melt channel divides in a runner system, the melt heading toward one cavity or set of cavities may be more fluid than the melt split off in the opposite direction. Thus, despite exact cavity replication and balance in the mold steel, parts are formed under different conditions, just as if they were molded at different melt temperatures, fill rates, and packing times and pressures.
The MeltFlipper is a machined insert, custom designed for each mold, that rotates the melt stream within the runner on a single axis. This allows the material flow to split symmetrically and flow equally to each cavity (see Learn More box). MAX technology was developed to provide symmetry of material properties in multiple axes, allowing the more highly sheared melt to be concentrated in a particular area of a part to influence the filling pattern, warpage, and cosmetics of a part. The MAX insert can be applied to single-cavity molds where the original MeltFlipper may not be very beneficial.
Brand-new iMARC systems will take the MeltFlipper and MAX technologies a step further, turning them into adjustable inserts so that flow in the runner and cavity can be fine-tuned by the user. Since iMARC systems are based on MeltFlipper and MAX technologies, they fall into two primary categories—adjustable single-axis and adjustable multi-axis control systems.
Single- vs. multi-axis
Traditional injection molding technology limits the processor to one-dimensional control over the melt after it leaves the injection nozzle. The molder can use more or less pressure to cause the melt to flow faster or slower—but that is about the extent of the control. However, consider that dramatic rheological changes occur as the melt flows within the runner system. Until recently, one could do nothing to manipulate these changes to one’s advantage.
There are numerous applications where it would be advantageous for a molder to be able to manipulate melt flow in a mold in “real time.” This ability would allow the processor to easily balance a multi-cavity mold and also to study the effects that varying the cavity filling pattern has on the overall process window and part quality.
Thus, iMARC systems are being developed to provide dynamic adjustment over the material flow through the entire runner system and part cavities, regardless of whether it is a single-cavity or multi-cavity mold.
The iMARC single-axis systems will typically be used to provide cavity-to-cavity balance in multi-cavity molds, along with a Level 1 control of intra-cavity flow (see Fig. 1). Level 1 control simply means that the relative position of the more highly sheared melt is strategically positioned primarily around the perimeter of the flow channel. Figure 1A shows the unbalanced filling pattern of a conventional geometrically “balanced” eight-cavity mold. After adding iMARC single-axis inserts to the runner system (Fig. 1B), the mold balance was easily adjusted until the flow was uniform to each cavity. Then, with a second set of single-axis inserts, final adjustments were made to optimize the intra-cavity flow so that each side of the part received uniform melt and filling conditions.
The iMARC multi-axis systems will most often be used to provide a Level 2 control of intra-cavity flow. Level 2 control allows the highly sheared melt laminates to be located anywhere within the flow path’s cross-section, not just side to side or around the perimeter. This provides a more dramatic influence over the filling pattern within a given cavity.
Figure 2 shows the conventional filling pattern within a given part geometry in a single-gated, single-cavity mold. As illustrated by this short shot, the more highly sheared, hotter, and more fluid melt along the periphery of the part travels farther and faster. By adding the iMARC multi-axis system before the gate to the cavity, the filling pattern can now be adjusted in various ways and optimized for the particular part being molded.
Benefits of iMARC
The advantages of filling all cavities at the same rate with the same melt conditions are well known and documented. Current MeltFlipper technologies can achieve this balance. New iMARC single-axis systems can easily optimize mold balance in real time without ever taking the mold out of the machine. This allows the user to optimize each mold for the product it is producing, without replacing the melt-management inserts, and to account for viscosity variations created naturally by changes in shear imposed at different points in the mold, different machine nozzles and sprue bushings, and variations between material lots, moisture content, or regrind ratio.
The iMARC multi-axis systems can turn the plastic melt inside-out and sideways if needed, thereby placing the highly sheared laminates in a strategic location inside the cavities. Thus the filling pattern can be optimized to meet a specific part-quality goal.
For example, research tests and industry applications have shown that iMARC multi-axis systems provide the ability to enhance flow through the center of a part to help fill thin-wall regions and to reduce “race-tracking” effects, thus eliminating short-shot problems and gas traps. The iMARC systems also have solved cosmetic problems like “glass-migration” and provided a wider process window and ability to move or create stronger weld lines. Figure 3A shows the weld-line location in a conventional single-cavity mold. Figure 3B shows how the multi-axis system moved the weld line off-center and created a transient flow condition that resulted in a significantly stronger weld line.
By adjusting the filling pattern within a cavity, processors can also affect molded-in stresses and thus the warpage and dimensional stability of a part. Figure 4A shows the molded-in stress concentrations within a conventional two-cavity mold. By adjusting the iMARC systems, the filling pattern and stress locations were changed within the parts as shown in Figures 4B and 4C.
When are they available?
BTI expects iMARC systems to be ready for production by the middle of 2007. The company is continuing R&D on the technology to optimize the various designs and develop a wide range of inserts that are well tested before releasing them to the market. To keep the cost as low as possible, BTI is also investigating several manufacturing methods for the various designs. BTI will be approaching several companies to cooperate in the R&D efforts, and use them as beta sites for the inserts.
In the meantime, all of the benefits of iMARC systems—except the in-mold adjustability—are available with BTI’s current MeltFlipper and MAX technologies. These technologies are designed and licensed for individual applications. However, the iMARC systems will be offered as standard off-the-shelf mold inserts.
John Beaumont, president and CEO of Beaumont Technologies, Inc. in Erie, Pa., is also department chair of the Plastics Engineering Technology program at Penn State Erie. He is the founder of the University’s Plastics CAE Center and author of several books, including the Runner and Gating Handbook and Successful Injection Molding.








Related Content

Three Key Decisions for an Optimal Ejection System
When determining the best ejection option for a tool, molders must consider the ejector’s surface area, location and style.
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More
Hot Runners: How to Maintain Heaters, Thermocouples, and Controls
I conclude this three-part examination of real-world problems and solutions involving hot runners by focusing on heaters, thermocouples, and controls. Part 3 of 3.
Read More
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
Read MoreRead Next

What to Do When the Mold Just Won't Fill Right
What should have been a routine injection molding job was plagued with problems right from the start.
Read More
New Runner-Design Concept Boosts Quality & Productivity
Why 'naturally balanced' multi-cavity molds sometimes refuse to fill evenly is a mystery that eluded solution—until now. A simple concept called the MeltFlipper allows molders to increase cavitation and maximize output of quality parts.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More