
Intrusion Molding: Does It Affect Part Properties?
In plastics molding, there is always a tradeoff between maximum part-size capacity and investment for a larger-capacity machine.
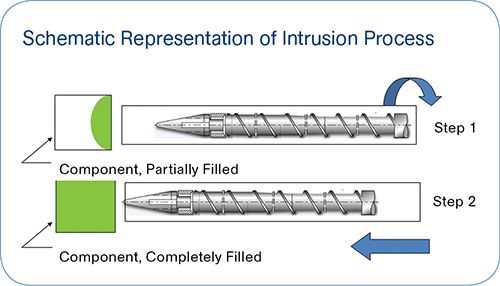
Fig. 1: Intrusion molding is a combination of extrusion and injection. In Step 1, the screw runs continuously to partially fill the cavity by direct extrusion into it. In Step 2, injection is used to completely fill and pack the cavity.
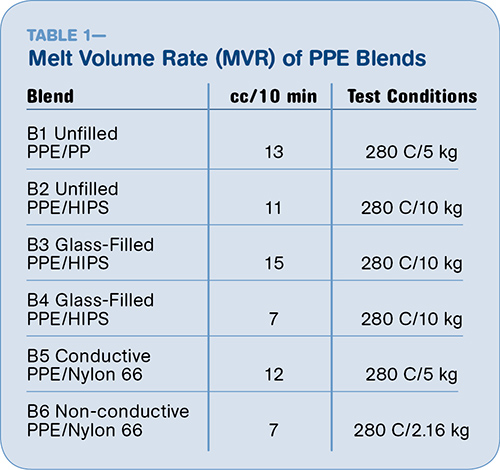
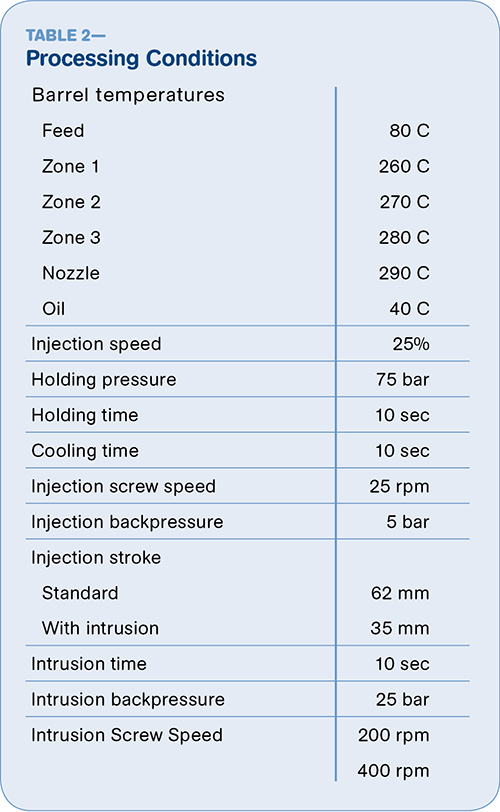
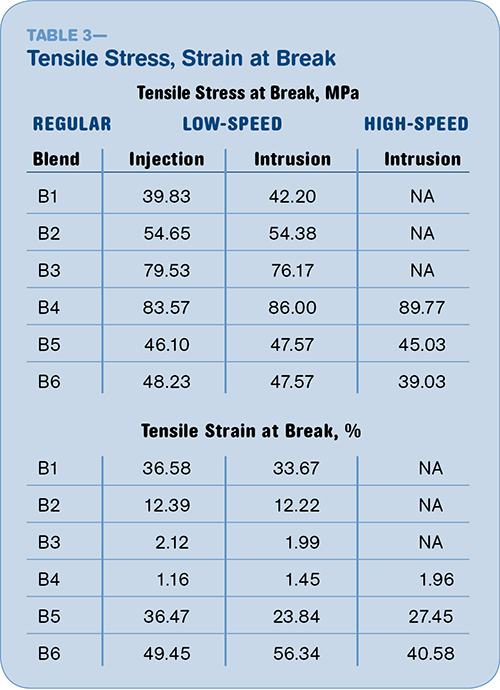
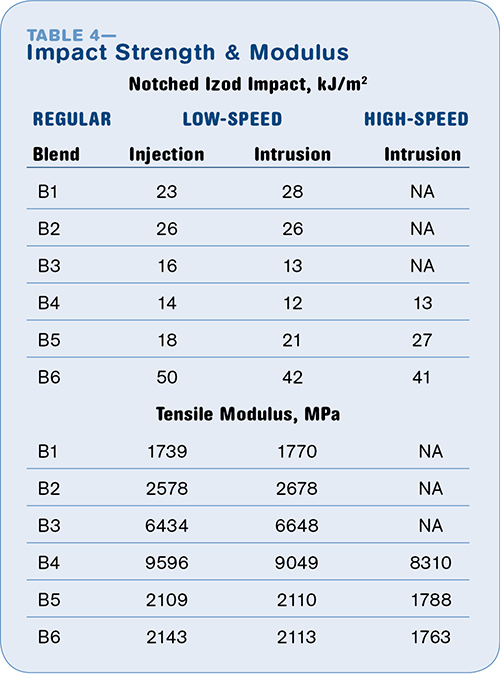
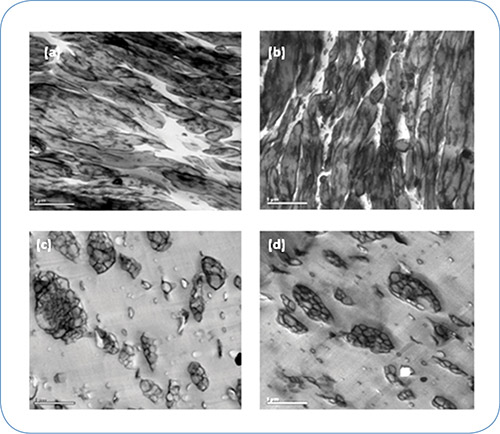
Fig. 2: TEM images of a high-flow PPE/PP blend molded by conventional injection (a) and by intrusion (b), and of a low-flow PPE/HIPS blend by injection (c) and intrusion (d). No significant differences in morphology are evident.
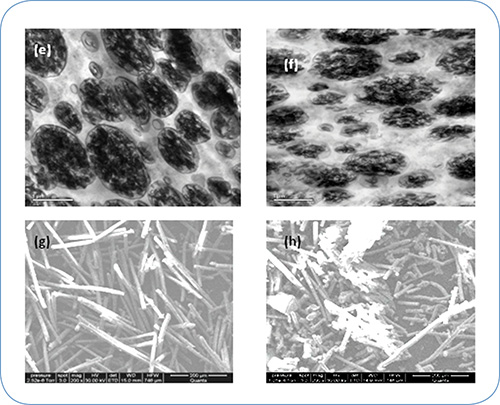
Fig. 3: TEM images show similar morphology in a conductive PPE/nylon 66 blend by injection (e) and intrusion (f). After oven burn-off, glass fibers show more breakage by high-speed intrusion (h) than by standard injection (g).
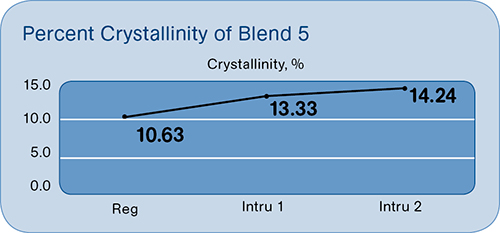
Fig. 4: Crystallinity of conductive PPE/nylon blend increases with intrusion (1 = low-speed, 2 = high-speed) vs. standard injection.
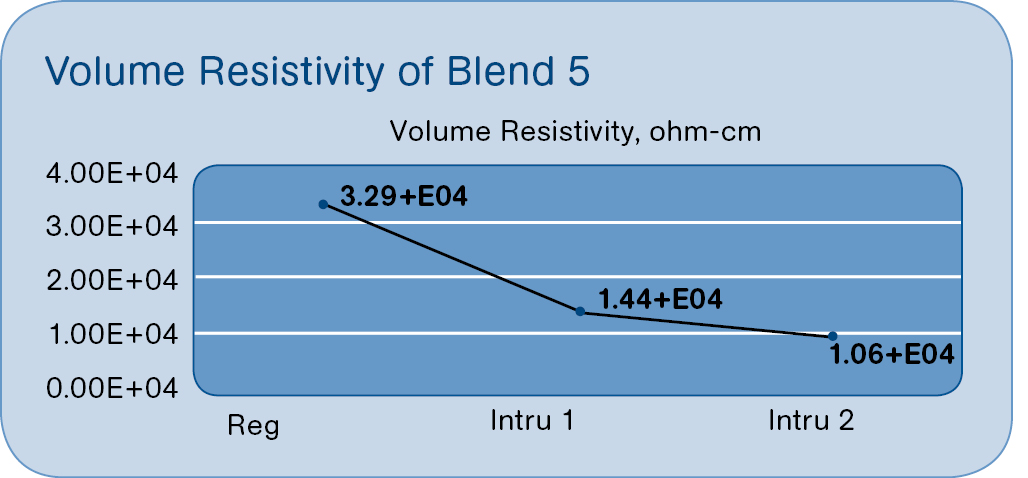
Fig. 5: Higher crystallinity with intrusion results in lower volume resistivity of the conductive PPE/nylon 66 blend.



In plastics molding, there is always a tradeoff between maximum part-size capacity and investment for a larger-capacity machine. If the shot capacity of a molding machine is a little lower than the volume of melt required for a given part, a technique called intrusion molding can be used to overcome that limitation.
Intrusion uses a combination of injection and extrusion to fill the cavity. This technique involves two steps: In the first, the screw rotates continuously in the fully retracted position and acts like an extruder to partially fill the mold with the amount of material required in excess of the full shot capacity of the machine. The second step is conventional injection of the remainder of the shot, constituting the maximum of which the machine is capable. In fact, the sequence of these two steps is relatively continuous, causing a steady filling of the cavity (see Fig. 1). The limitation of the process is that it is not suitable for high-viscosity polymers.


A literature search turned up no systematic study of the effects of this technique on part performance. It appears that intrusion molding has not been discussed in any available online literature or patent. To fill this gap, we studied the effect of intrusion on mechanical, thermal, and electrical properties and also studied the morphology of the blends to see if there were differences as compared with those produced by the normal injection process.
EXPERIMENTS IN INTRUSION
We chose materials with a broad spectrum of properties for this investigation. For instance, a high-flow material and another with low flow; compounds with and without fillers; and conductive and non-conductive blends. Table 1 shows the spectrum of materials—six blends of PPE with other polymers, some of them glass-filled.
Injection molding of the blends was conducted on a Demag 100-ton press. The temperature profile and drying and molding conditions appear in Table 2. Each material was tested by standard injection molding and by intrusion. For the latter, dosing (injection stroke) was reduced to 35 mm from 62 mm. After partial filling by intrusion, the shortened injection stroke was used to complete the shot. Intrusion time, speed, and pressure were optimized as shown in Table 2. The higher intrusion speed was tested with the filled materials to study the effect on properties.
As shown in Tables 3 and 4, intrusion did not cause any significant change in mechanical properties of the unfilled polymer blends as compared with standard injection molding. Both stress at break (tensile strength) and strain (elongation) at break were maintained, as well as tensile modulus. Notched Izod impact strength (performed according to ISO 180) was similar within standard deviation.
Similar behavior was observed with glass-filled PPE blends. Tests results for weld-line strength (not shown) also did not show significant change in glass-filled grades.
Morphological study by transmission electron microscope (TEM) was conducted to see the effect of intrusion on the microstructure of the polymer blend. In Figs. 2 and 3, images of high-flow Blend 1, low-flow Blend 2, and conductive Blend 6 show similar morphology with no change in shape, size, or distribution of the rubber or PPE domains for samples prepared by standard injection or intrusion molding. Glass-filled Blend 4 shows more glass breakage under the higher-speed intrusion conditions than with standard injection. These images were prepared by burning off the resin matrix at 550 F to leave just the glass fibers.
The effect of intrusion on crystallinity of the conductive PPE/nylon 66 Blend 5 was studied by differential scanning calorimeter (DSC) over a range of 50 to 250 C. As shown in Fig. 4, crystallinity did increase with intrusion (at both lower and higher speeds), possibly because of higher shear mixing than with conventional molding. Figure 5 shows that higher crystallinity results in a marginal decrease in volume resistivity of the blend.
CONCLUSIONS
In these experiments, intrusion molding did not show any adverse effect on mechanical properties like tensile strength, ultimate elongation, tensile modulus, weld-line strength, or impact strength. The mechanicals are in conformity with the morphology of the blends, which were unaltered by intrusion vs. standard injection. Breakage of the glass fibers was observed with higher speed intrusion, but it did not significantly affect mechanical properties. On the other hand, intrusion did improve crystallinity, which reduced resistivity of conductive blends.
Hence it can be concluded that intrusion is a viable technique for molding parts that require a greater shot volume than the maximum capacity of a machine’s injection unit, without compromising too much on mechanical properties.
Editor’s Note: This article was adapted from a paper presented at the SPE ANTEC 2010.








Related Content

Got Streaks or Black Specs? Here’s How to Find and Fix Them
Determining the source of streaking or contamination in your molded parts is a critical step in perfecting your purging procedures ultimately saving you time and money.
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More
How to Design Three-Plate Molds, Part 1
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs, and keep the customer happy.
Read More
Back to Basics on Mold Venting (Part 2: Shape, Dimensions, Details)
Here’s how to get the most out of your stationary mold vents.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More