
Know Your Options for Foaming Sheet
Tandem extrusion of PS is still the standard technology, but new materials options and equipment technology are emerging.
Tandem extrusion lines are still preferred for PS foam processing because they provide very high output rate and more desirable cellular structure.
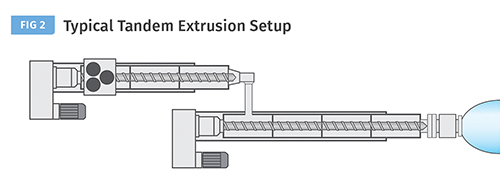
In tandem low-density foam extrusion, the two connected extruders have quite different functions. The primary extruder (top) works to melt and homogeneously mix the materials, including additives and reclaimed pellets. The secondary extruder cools down the melt prior to foaming in order to optimize melt strength and strain-hardening behavior.
The primary extruder in a tandem line is frequently equipped with a pineapple mixing section (or a Saxton mixer) to improve distributive mixing
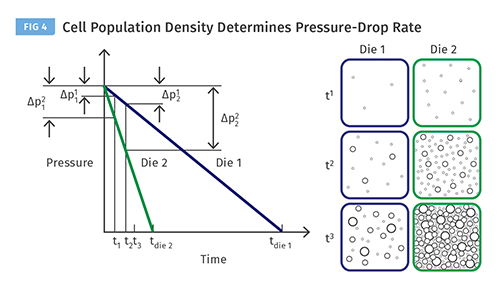
Cell population density is proportional to the number of impurities incorporated in the melt. Talc is the most commonly used cell nucleating agent for foaming but must be used sparingly. Pressure-drop rate also plays an important role in determining cell population density. Image: C. B. Park et al., Polymer Engineering Science (1995)
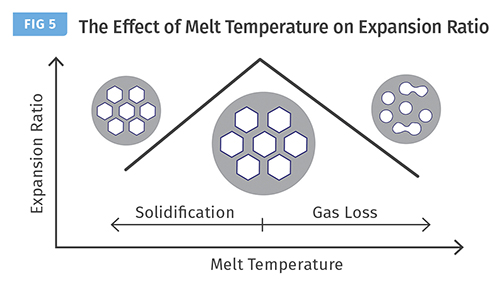
Melt-temperature control is crucial to maximize the foam expansion ratio. If it’s too high, considerable gas loss results; too low, and the material may crystallize or solidify before sufficient expansion. Image: H. E. Naguib et al., Journal of Applied Polymer Science (2003)
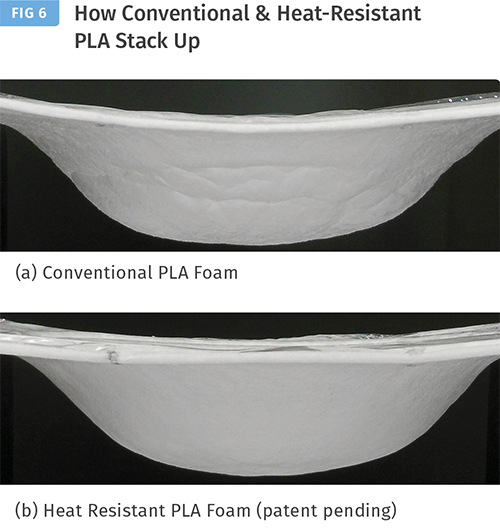
An experimental comparison of high-temperature durability between conventional PLA foam and Macro’s heat-resistant PLA foam shows no major deformation of the heat-resistant PLA foam after filling with boiling water.


Low-density foams made of commodity polymers have countless applications, and most processors produce foamed sheet from tandem extrusion lines. But quite a few wonder why tandem foam lines are required in the first place. These lines are more complicated and difficult to run, not to mention more expensive, than a single-extruder foaming system.
Moreover, in some cases a tandem extrusion line isn’t altogether necessary to extrude low-density foams. For instance, low-density polystyrene (PS) foam sheet can be produced on a single foam extruder at output rates of about 600 lb/hr. So why is it possible for PS, and why can’t other thermoplastics be foamed similarly? To answer these questions, two matters need to be considered.


First of all, the most critical factor affecting the stable foaming process for producing high-quality foams with low density is the rheological characteristics of the polymers used. The rheology is related to crystallization behavior, the molecular structure, and the molecular weight. PS is a polymer with excellent foaming characteristics for several reasons. It’s an amorphous resin whose melt viscosity is relatively less sensitive to melt temperature than is the case with semi-crystalline polymers. This means that the melt-strength distribution cannot be as broad as the melt-temperature distribution.
PS is based on addition polymerization of styrene monomer, and as a result it has a weight-average molecular weight ranging from 150,000 to about 400,000 g/mol (higher than condensation polymers such as PET or PLA). This means that PS has relatively higher viscosity and melt strength at normal processing temperature (230 C, 446 F) and foaming temperature (120-140 C, 248-284 F). What’s more, PS has a bulky benzene ring as a branch to the backbone of the polymer molecule, which is favorable to forming higher entanglement density of molecular chains, even at high temperature. This feature is also believed to contribute to strain-hardening behavior during the biaxial elongation.
Since PS does not crystallize, there is no concern about a drastic viscosity hike, especially while the melt is being cooled down to reach the optimum melt temperature for achieving the best-quality foam.
Because of these material characteristics, PS can be foamed with relative ease, even on an unsophisticated single-screw extruder that provides less uniform melt-temperature distribution at the end of the secondary extruder. Given that PS gives relatively higher closed-cell content than other commodity polymers (regardless of the level of sophistication of the foaming equipment), it is safe to say that PS is one of the best polymers for various foam processes.
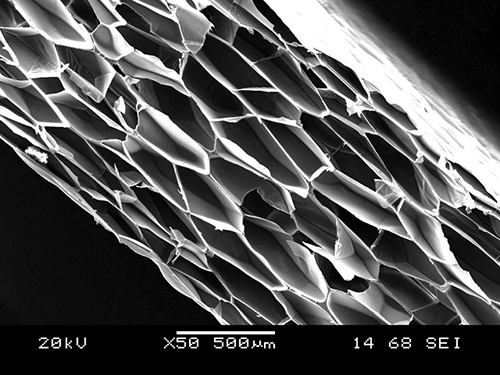
Yet despite its ease of processing, tandem extrusion lines are still preferred for PS foam processing because they provide very high output rate and more desirable cellular structure (see Fig. 1). With one extruder it is very difficult to achieve a high cooling capacity, due to significantly limited residence time.
The second critical factor contributing to the quality of the final foam is the foaming equipment. In a typical tandem low-density foam extrusion line (Fig. 2), the two connected extruders have quite different functions. The primary extruder works to melt and homogeneously mix the materials, including additives and reclaimed pellets. Also, since physical blowing agent is injected into the primary extruder, the screw in the extruder plays an important role in dispersing the blowing agent into extremely fine droplets.
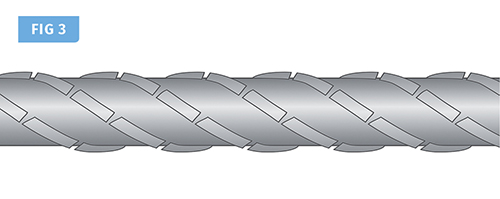
These droplets must be dispersed in the melt in such a way that the interfacial area is maximized, so that a homogenous phase of the blowing agent/polymer solution is obtained in the shortest time possible. In the primary extruder, a pineapple mixing section or a Saxton mixer (Fig. 3) is used frequently to improve distributive mixing.
For safety reasons, the primary screw should have a blister ring, which acts as a melt seal, right before the injection port of the blowing agent. This prevents the flammable hydrocarbon blowing agent from flowing back to the hopper or feeding zone. The blowing-agent-laden melt would go through a crossover melt pipe from the primary to the secondary extruder.
The secondary extruder is usually called a cooling extruder because that is its basic function in the process. The melt is cooled down to optimal temperature to maximize the melt strength and the strain-hardening behavior at the foam expansion stage. The optimum melt temperature varies, depending upon the content of blowing agent dissolved in the melt and the original onset temperature of crystallization or solidification during cooling.
For example, PS dissolved with 5% isobutane should be cooled from 220 C (428 F) down to around 135 C (275 F). This is a typical condition for producing PS foam sheet used for disposable food packaging such as meat trays and clamshells. During the dramatic reduction of melt temperature, the viscosity of the melt substantially increases, especially at the end of the secondary extruder. It is quite challenging to achieve uniform melt-temperature distribution, which directly affects the melt-strength uniformity.
In the case of semi-crystalline polymers, crystallization in the barrel of the cooling extruder can happen and induce a melt-pressure hike, particularly when the melt temperature goes down too much, which makes the foaming process much more difficult to control. Depending upon the solubility of the blowing agent used, the melt pressure should be maintained above the solubility pressure of the blowing agent in such a way that the blowing agent can stay completely dissolved in the melt. When the cooled molten polymer dissolved with blowing agents approaches the die-lip exit, cell nucleation takes place due to thermodynamic instability triggered by reduced pressure.
Basically cell-population density is proportional to the number of impurities incorporated in the melt. Talc is the most commonly used cell nucleating agent for various foaming processes. The typical range of talc content is 0.3-2% by weight for optimal cellular structure and expansion ratio. Adding too much talc might result in high open-cell content due to extremely low cell-wall thickness, which is attributable to excessively high cell-population density. Pressure-drop rate also plays an important role in determining cell-population density (Fig. 4).
Once the cells are generated in the nucleation step, they keep growing until the cell pressure goes down and reaches the ambient pressure. This is called a cell-growth stage, where both solubility and diffusion rate of the blowing agent affect the cell growth rate in the expanding foam. For instance carbon dioxide (CO2) alone is nearly impossible to use for production of low-density foam sheet using an annular die, because of severe corrugation on the surface of the foamed sheet. This is why butane or pentane is frequently used for manufacturing PS or PP foam sheet. CO2 is more appropriate for high-density or medium-density foam having numerous fine cells, considering its higher cell-nucleating power than hydrocarbon blowing agents.
During the cell-growth stage, the foam goes through dramatic quenching because of adiabatic expansion and brisk heat absorption during vaporization of the blowing agent. In order to maximize the foam expansion ratio, melt-temperature control is very important because too high a melt temperature can lead to considerable gas loss due to cell rupture and coalescence, and too low melt temperature can make melt crystallize or solidify before sufficient expansion, as indicated in Fig. 5.
Cooling air is often applied to the surface of foam exiting the die, which is intended to form a very thin, solid skin layer on the foam surface for higher gloss because the appearance of the foam is commercially important.
THE PLA ALTERNATIVE
While PS foaming has been widely used for decades, of late it has been placed under the environmental microscope. Whether the claims being made by environmentalists—and the bans that have followed in many cities—are based on “sound science” is not the point. Truth is, many processors are looking at more “environmentally friendly” options, with polylactic acid (PLA) being highest on the list.
Since it’s a biobased polymer, PLA is compostable, and, at less than $1/lb in North America as of this writing, is regarded as one of the most reasonable alternatives to PS foam. But foaming PLA is no easy processing feat. As already noted, PLA is a condensation polymer with lower molecular weight than PS, so it has intrinsically lower viscosity and melt strength. This makes the rheological properties of PLA quite sensitive to melt temperature.
As a result, to foam PLA, chain extenders must be added to increase the molecular weight to boost viscosity and melt strength. Even though the chain extender is compounded with the PLA, it is still difficult to get high-quality PLA foam with high expansion ratio—as well as high closed-cell content—using conventional tandem PS foam extruders. This is because in most cases the conventional tandem foam extruders for PS are incapable of providing excellent melt-temperature uniformity. In particular, cell opening on the cell walls can take place due to local weak spots in extensional viscosity as the cell-wall thickness gets thinner and thinner during the cell-growth stage.
Since PLA is a semi-crystalline polymer and its viscosity is quite low and sensitive to melt temperature, it is extremely difficult to properly foam PLA for low-density products. Moreover the crystallization-induced viscosity hike at a low temperature range plays a role in narrowing the foaming process window. Thus these uncooperative attributes of PLA resin inevitably require a more advanced tandem foam extruder that has innovative screw and extruder designs for a reactive extrusion process for foaming PLA. For this reason, only a few foam manufacturing companies could succeed in commercializing low-density PLA foam for disposable packaging around the world.
The currently commercialized PLA foam still has a couple of constraints in actual applications. Firstly, low-density PLA foam has inadequate heat resistance for high-temperature applications. PLA foam is significantly deformed when put in contact with boiling water or hot foods. Secondly, the FDA has not approved the use of PLA foam having the chain extender in direct contact with hot food or water. This is because of concerns that the epoxy-based chain-extender molecules could leach into the hot-filled contents.
As a result, the application of current PLA foam sheet is limited to only low-temperature packaging like trays for meat, fish, vegetables, and fruits. These two drawbacks have been delaying the practical replacement of traditional PS foam with compostable PLA foam.
Recently Macro Engineering and Technology Inc. rolled out an innovative tandem foam extrusion line that is capable of producing 16 times expanded PLA foam sheet with the aid of advanced screw and equipment design. In addition, Macro invented a patent-pending new technology to overcome the two critical disadvantages of conventional PLA foam. Figure 6 shows the experimental results comparing boiling-water resistance between conventional PLA foam and Macro’s heat-resistant PLA foam. It is clear that no major deformation of the foam is shown for the heat-resistant PLA foam sheet.
All things considered, compostable PLA foam as a renewable alternative packaging is projected to attract gradually more and more attention in foam packaging markets across the world.

Related Content

Single vs. Twin-Screw Extruders: Why Mixing is Different
There have been many attempts to provide twin-screw-like mixing in singles, but except at very limited outputs none have been adequate. The odds of future success are long due to the inherent differences in the equipment types.
Read More
Use Interactive Production Scheduling to Improve Your Plant's Efficiencies
When evaluating ERP solutions, consider the power of interactive production scheduling to effectively plan and allocate primary and secondary equipment, materials and resources on the overall production capacity of the business and conclude that this is a key area that cannot be overlooked.
Read More
How Screw Design Can Boost Output of Single-Screw Extruders
Optimizing screw design for a lower discharge temperature has been shown to significantly increase output rate.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More