
New Barrel Heater/Cooler Saves ‘Juice' to Run an Extruder
New, patent-pending design is said to reduce both radiant and convection heat losses.

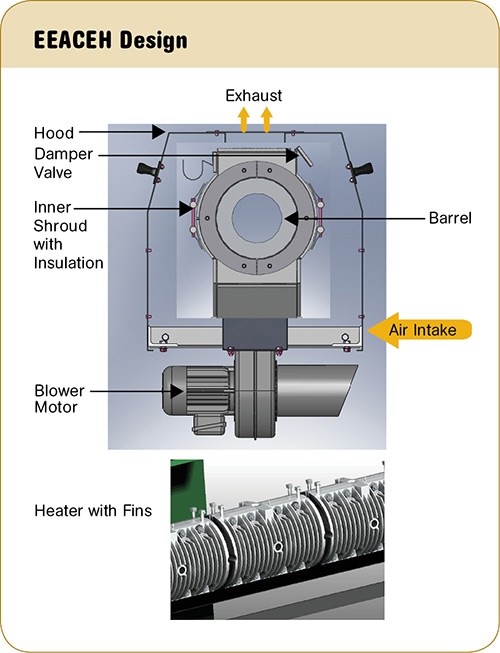
In Davis’ new EEACEH barrel heating/cooling design, convective losses are reduced by a damper-valve system incorporated into the exhaust section of the heater/cooler. This reportedly prevents free convection of air over the surface of the heater when the barrel zone requires heating.
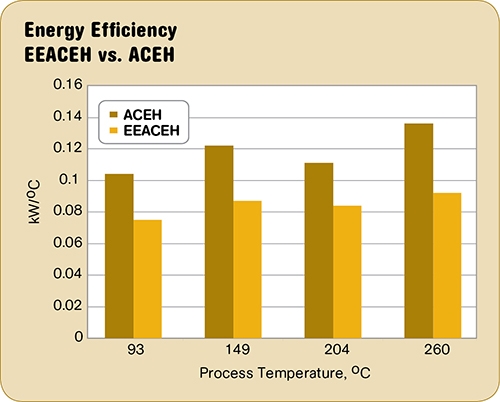
New barrel heating/cooling design cuts electrical consumption in extrusion across a wide range of processing temperatures.


A new extruder barrel heater/cooler design has been shown to cut energy consumption by as much as 33% over typical designs.
Developed by Davis-Standard LLC, Pawcatuck, Conn. (davis-standard.com), and dubbed the “energy-efficient, air-cooled, electrically heated” (EEACEH) system, the new, patent-pending design is said to reduce both radiant and convection heat losses.


In a typical single-screw extruder with an air-cooled, electrically heated (ACEH) barrel, when heat is required to control the temperature of a barrel zone, electricity is supplied and is dissipated as heat energy. When heat must be removed from the barrel, a fan drives air over the external finned surface of the barrel.
With the EEACEH design, convective losses are reduced by a damper valve system that is incorporated into the exhaust section of the heater/cooler (see illustration). This reportedly prevents free convection of air over the surface of the heater when the barrel zone requires heating.
When the zone requires heating, the damper is in the normally closed position. When cooling is required, air pressure opens the damper to allow the heated air to escape. The radiant energy losses from the surface of the heater cooler are reduced through the use of insulation on the outer shell of the shroud assembly and the leading and trailing faces of the cast heater/cooler.
At its lab facility in Pawcatuck, Davis-Standard ran tests comparing the performance of a typical system vs. the new-generation heating/cooling technology. The test unit consisted of one zone of a 4.5-in. single-screw extruder. The heater/cooler mounted on the cylinder had a 4:1 L/D, with a maximum heating capacity of approximately 16 kW. A blower was connected to the cooling shroud to provide forced-air cooling when required.
The control thermocouple was placed 0.100 in. from the barrel ID, and the heater thermocouple was located in the middle of the cast heater wall. A PID temperature controller was used to control the barrel temperature of the deep thermocouple setpoint. A 4.5-in., square-pitch metering screw with a channel depth of 0.3 in. was fitted in the barrel. This provided a helical channel for circulating the heat transfer fluid that was used to simulate the internal temperature of the extrusion process. To simulate high-temperature extrusion, an oil circulation system provided a constant-temperature supply of heat-transfer fluid to the unit at a constant flow rate of 40 liters/min.
Each heater configuration was tested over a range of operating conditions. For each data set, the internal oil temperature, representing the internal temperature of the extrusion process, was held constant, and the barrel-zone temperature was increased in steps. At each steady-state condition the barrel temperature, heater temperature, and electrical power consumption were recorded.
The electrical energy usage for each condition was measured with a Fluke 435 Power Quality Analyzer (PQA). Additional data recorded at each steady-state condition included the voltage and current for each leg; the total actual, active, and reactive power for the system; and the system’s power factor as a function of time.
Electrical power use for each condition was logged at 0.5-sec intervals for 30 min of operation at each steady-state condition, and the results were then averaged.The measurements were bound by the maximum kW heating capacity of the cast heater/cooler and the 750 F maximum temperature limit of the aluminum heater/cooler.
In the test, Davis-Standard plotted the power consumption against the barrel temperature setpoint for each design. The results indicated that EEACEH design maintained the barrel temperature setpoint using less electrical energy than the conventional design for a given internal process temperature. For example, at a process temperature of 500 F, the conventional heating/cooling system consumed nearly 12 kW to maintain barrel setpoint. The EEACEH design consumed 8 kW.
WHAT THIS REALLY MEANS
To hone in on what these savings mean in the real-world of processing, Davis-Standard used data for an extrusion coating line running a 4.5-in., 30:1 extruder with a conventional heating/cooling system, processing a 7-MI LDPE at 595 lb/hr and 140 rpm. The total heater electrical power required for the process was 44.2 kW. Over 8000-hr/yr operation, the barrel heaters would consume 353,600 kWh of electricity.
Using an EEACEH design in place of the conventional ACEH in this setup would result in expected energy savings of about 30%, or 106,080 kWh. Using an average energy cost of 10¢/kWh, this would result in annual cost savings of $10,608.
Davis-Standard discussed this development at a paper coauthored by John Christiano, Norton Wheeler, and Jason Baird and presented at the SPE ANTEC meeting this past spring in Boston.








Related Content

Single vs. Twin-Screw Extruders: Why Mixing is Different
There have been many attempts to provide twin-screw-like mixing in singles, but except at very limited outputs none have been adequate. The odds of future success are long due to the inherent differences in the equipment types.
Read More
Reduce Downtime and Scrap in the Blown Film Industry
The blown film sector now benefits from a tailored solution developed by Chem-Trend to preserve integrity of the bubble.
Read More
How to Select the Right Cooling Stack for Sheet
First, remember there is no universal cooling-roll stack. And be sure to take into account the specific heat of the polymer you are processing.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so the barrel appears to be turning clockwise around a stationary screw.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More