


There are many working parts to a plastics processing plant, making the opportunities for maximizing profits countless. Many production managers might be surprised to learn that one of the fastest and easiest ways for them to maximize profits is to reduce production costs during dark-to-light color changes. Plants that are processing different types of colors often struggle with excessive downtime and scrap when transitioning from dark to light colors. Downtime and scrap can be very costly for companies over the long term. A viable and easily implemented solution to reduce downtime and scrap is to introduce a commercial purge compound into the production process.
Processors have been performing dark-to-light color changes for decades as brands seek to differentiate their products from competitors on the shelf and consumers demand variety. Some processors have used either natural resin or regrind to purge their machines when performing dark-to-light color changes, while others have deployed an in-house solution for purging dark colors, such as baking soda or laundry detergent. Using resin to purge machines or homemade purge compounds was not considered an issue decades ago because business was good — resin prices were relatively low and profit margins were high. So back then, processors didn’t worry much about reducing the production cost during dark to light color changes. Creating extra scrap or excessive downtime was not critically harmful to a company’s well-being.
Things nowadays are much more competitive, and processors are constantly looking to cut costs wherever possible. Over the past 20 years, manufacturers of commercial purge compounds (CPCs) have been educating companies on why they should be using CPCs but have found that old habits are hard to break. On a per-pound basis, CPCs cost more than resin, a notion with which many processors grapple.
The best way to do a proper evaluation for the different methods of purging is to put together a cost analysis.
That said, other production managers and purchasers have overcome this psychological barrier and concluded that commercial purge compounds offer value to the process. Today many processors have embraced the idea of using a CPC, injection molders in particular. CPC use in other processes is less common but more companies in extrusion and blow molding are also starting to evaluate the benefits of commercial purge compounds.
Why Use a CPC?
Processors that choose to use a CPC do so for one big reason: to save money, which is accomplished by a combination of reducing equipment downtime and reducing total scrap. Accordingly, reducing production costs allows companies to become more competitive — and thereby successful — in the marketplace.
Regarding color changes, downtime is the total time between making the last good dark-color part and the first acceptable light-color part. The downtime costs should take into consideration lost production, energy costs, and labor. Downtime costs vary greatly depending on the industry and type of part being produced. For example, downtime cost in injection molding typically falls between $75/hr and $300/hr, depending on the product.
The best way to do a proper evaluation for the different methods of purging is to put together a cost analysis, which is a statistical means of determining the most cost-efficient way to purge a thermoplastic processing machine (see table). By using a cost analysis, a company can compare one commercial purge compound to another. It is also possible to compare different purging methods, such as using regrind or an in-house produced purge compound.
The Problem with Scrap and Downtime
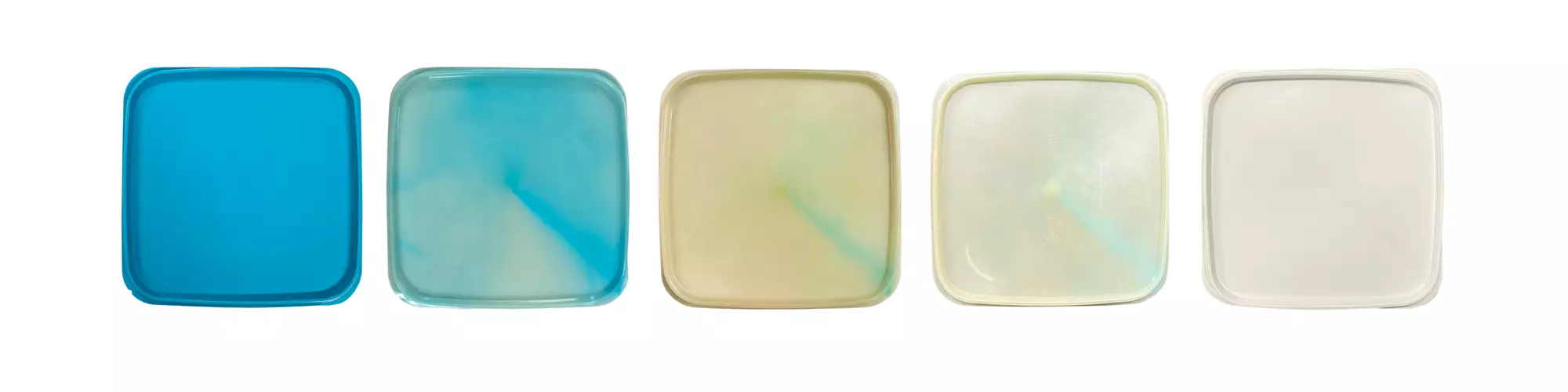
Every pound of plastic that is run through a plastic-processing machine and is not made into a sellable part is considered scrap. With regard to dark-to-light color changes, the scrap produced will have remnants of the previous dark color contaminating the light-colored part into which the processor is transitioning. Depending on the type of machinery in use, the contamination presents itself in different forms. For example, color that is hung up in a hot-runner gate will contaminate the part with a distinct streak leading from the gate to an outside position of the part (see Fig. 1).
FIG 1 Color that is hung up in a hot-runner gate will contaminate the part with a distinct streak leading from the gate to an outside position of the part.
Conversely, color that is lingering on the inside of the nozzle will spread throughout the part in the form of wavy lines. Color hanging on the flight of the screw will appear in the part as a uniform color or tint. A well-qualified CPC technical sales representative should be able to diagnose the source of the color and suggest appropriate measures. Furthermore, it is important to note that any type of purge pile that is produced should also be counted as scrap. There are many companies in the injection molding industry that only include rejected molded parts as a part of the total scrap count. Purge piles cost just as much to make as contaminated molded parts and should be included in the total scrap rate.


Many processors can either use a granulator to grind up their scrap to put back in their production process or sell it to a scrap dealer. Even with such procedures, there is still a net loss as the scrap is still produced in the first place. More to the point, processors that do in-house grinding and reuse all their scrap are still consuming energy to run the granulators and convey the material back and forth, as well as to process the material over again, which becomes costly over time. There is also a certain amount of labor required to sustain an in-house grinding program. The processors that choose to sell the scrap never receive the same price that they originally paid for the virgin resin, and often lose many cents on the dollar.
Processors that do in-house grinding and reuse all their scrap are still consuming energy to run the granulators and convey the material back and forth, as well as to process the material over again, which becomes costly over time.
Scrap is the most visible sign of an inefficient color changeover for plastic processors; however, the largest monetary loss during a color change typically is the lost production time. Time lost is not as noticeable on the production floor as a big pile of scrap, making downtime cost easier to overlook. Unlike scrap, lost production time can never be recouped. Companies that are generating a higher rate of revenue per hour will find that the downtime is much more costly compared with processors generating less revenue per hour.
The Basics of Commercial Purge Compounds
Two basic types of CPCs exist in the market today: chemical and mechanical. Chemical purge compounds work at the molecular level breaking the bonds of the polymers, which results in an increase in melt flow index. The reduced viscosity of the resin allows for the resin or the color to be easily displaced by the next resin or color. Mechanical purge compounds work by physically scrubbing the machine clean.
A good analogy for the two types of purge compounds is that a chemical purge is like using soap and water to wash dirt from your hands; conversely, a mechanical purge is like cleaning your hands with a brush. It is important to note that all CPCs have unique procedures. Using the proper procedures is imperative to maximize the performance of each purge compound.
Depending on the machinery, colorant and resin, certain CPCs work better than others. Since there are so many variables involved, it is important for processors to test a wide variety of purging compound types. For example, not all CPCs are safe for hot runners. Manufacturers of CPCs typically offer free samples for companies to use to evaluate their performance. Most manufacturers of purge compounds have multiple grades that are designed to purge specific types of resin and machinery. The data collected from the various commercial purge compound tests can be placed into a cost-analysis spreadsheet where the most economical solution can be identified.
Recyclability and Moldability
Recycling plastics has been a trending topic in recent years. The more the world is able to recycle, the less plastic that ends up in the landfills and oceans — something we all can rally around. Recycling can also be financially benefical for companies that produce a large amount of scrap. The ability for a company to grind and reuse the CPC can create large savings for a company as opposed to sending scrap to a landfill.
One attribute that should be considered when selecting a purge compound is its ability to mold parts out of the CPC itself. A purge compound that is 100% moldable and recyclable can be mixed in with other in-house scrap to be ground and reused in production. Certain purge compounds can also be used in closed-loop recycling and mixed directly back into production.
An additional benefit to molding parts with a purge compound is the ease of use. The ability to “purge on the fly” reduces the amount of labor required when compared with producing a purge pile. Along with molding parts for injection molders, the ability to keep the bubble up in a blown film application will have the same benefits when using a CPC. Less labor is involved because the bubble will not have to be restrung and all of the purge scrap can be recycled.
Easier Screw Pulls
Along with removing color and carbon, a CPC is beneficial to use when pulling a screw from equipment. Pulling and cleaning a screw can be a long, labor-intensive process. Using a purge compound that has a self-emptying technology can save a significant amount of time. Purging a machine before pulling the screw with a self-emptying purge will eliminate the need for manual screw cleaning. The screw will be resin-free after using the purge compound (Fig. 2).

FIG 2 Purging the machine before pulling the screw with a self-emptying purge compound will eliminate the need for manual cleaning.
Commercial purge compounds generally cost more per pound than resins; however, many companies that use them will often save enough money to pay for the purge … and then some. Companies that have converted to using a commercial purge have saved tens and even hundreds of thousands of dollars a year. Thinking outside of the box to reduce production costs simply is what makes a good company great and is also what allows companies to withstand a weakened economy.
ABOUT THE AUTHOR: Andrew Reeder is the thermoplastics sales manager at Chem-Trend, a major producer of purging compounds, release agents and other process-chemical specialties. He has been working in the purge compound industry for the past 19 years and has spent his career working with companies to find the best solutions for their purge compound needs. Contact: 517-302-2962; areeder@chemtrend.com; chemtrend.com








Related Content

Market Changes Spur Industrial Recycler to Enhance Capabilities in Clear Plastic Reprocessing
Butler MacDonald found new business and flexibility thanks to a big step-up in purging efficiency.
Read More
'Dual Action' Purging Compound Accelerates Color Changes
NPE2024: Shuman Plastics’ Dyna-Purge Division launches Dyna-Purge L, extending its “3X technology.”
Read More
Best Practices for Purging PHA and PHA/PLA Blends
Because bioplastics are processed at lower temperatures, purging between jobs requires a different process and purging agents than those applied for traditional resins.
Read More
Got Streaks or Black Specs? Here’s How to Find and Fix Them
Determining the source of streaking or contamination in your molded parts is a critical step in perfecting your purging procedures ultimately saving you time and money.
Read MoreRead Next

Follow These Tips to Maximize Purging Efficiency
Commercial purging compounds offer dedicated solutions to your equipment cleaning needs, but some can be more effective in cleaning the ‘dead areas’ in certain screws and tooling. Follow these tips to choose the right one for your application, and make sure to follow the right protocol when shutting down for long periods.
Read More
The Experts Speak: Seven Cost-Saving Purging Tips for Compounding Twins
Purging gurus from the material, machinery and compounding sides of the industry offer their insights on best practices and tips that can keep your compounding twin-screw extruder up and running.
Read MoreA Planned Purging Program Can Boost Your Hot-Runner Efficiency
Molders can increase the efficiency of their hot-runner operations if a strategic approach is developed to address the need for required resin and color changes.
Read More