
Stop ‘Runaway’ Resin In Blown Film
Do you have runaway resin?


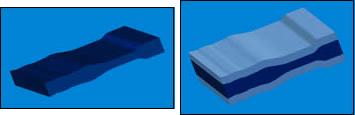
When blown film operators detect a thin spot (A) on left, they respond by increasing thickness across the entire web (B) on right, which wastes a lot of resin over time.
Resin is also wasted when a blown film bubble is periodically over-inflated to maintain bubble size. This overwidth spike can last for hours.

The spikes on this graph show runaway resin at four different thicknesses (0.6, 1, 3, and 6 mils) as the operator reinflates the bubble every hour over a 12-hr shift. Excess resin cost is 41 lb/shift—more than 20,000 lb/yr.
Do you have runaway resin? This is valuable plastic that “escapes” your system of production controls. It accomplishes this insidiously through small overages in film thickness and width. Most blown film is less than 0.004 in. thick, so an overage of 15% is difficult to measure or even grasp mentally, until you picture 15% of your resin railcars disappearing without a trace.
Everyone wastes some resin. For those who have highly automated extrusion lines, runaway resin should amount only to the safety margin built into the product (setpoint plus machine variation). For those without automation, significantly more resin leaves the facility for free. Not only does it leave without generating revenue, but it costs you electricity, machine time, manpower, and overhead.


Resin loss that occurs in the blown film manufacturing process (as opposed to pellet loss during transportation or silo transfers) has two main sources: chronic minute thickness variations, either slow or fast, and uncontrolled film width. Here is a look at their causes and solutions.
SLOW THICKNESS VARIATION
Thin spots in blown film are a processor’s and converter’s nightmare. Bag making, sealing, and printing all suffer when film thickness isn’t uniform. No blown film die produces a perfect thickness profile, but a chronic thin spot forces operators to give away resin to meet minimum gauge specifications.
When operators detect a thin spot (Fig. A), they normally respond by slowing down the primary nips or speeding up the extruder to make the thin spot thicker. It would be wonderful if that simply filled in the thin spot. That would waste no resin at all. But adding material to increase minimum thickness increases thickness proportionately across the entire web (Fig. B). The wider the web and the greater the difference between the average and minimum thicknesses, the more resin runs away.
Solution: Spend the time and money to correct dies that produce chronic thin or thick spots. The best way to do this is to develop a schedule for cleaning the die pin. Two builders of blown film dies, for example, recommend that the die pin should be cleaned every four to six months if you’re running nylon, because nylon builds up—particularly if auto gauge control is used. At some point, the auto gauge can’t compensate for the buildup.
For all other resins, the die pin should be cleaned every nine months. Be sure to check the pin and die for plating voids. If necessary, re-machine and re-plate them immediately.
After refurbishing the die, make a trial run to verify that the chronic thin spot in the film is gone. This also shows your operators that the thin spot is fixed, so they don’t keep adding more material out of habit to correct a thin spot that is no longer there.
Checking the pin and die is also very important if you are contemplating buying a used die. Before committing to the purchase, have the die fully inspected by a company with a proven refurbishment track record. The money you could lose in runaway resin over the operating life of the die could easily outweigh any saving you get from buying a poor-quality used die.
FAST THICKNESS VARIATION
Adding internal bubble cooling to a die that already has a minute gauge problem results in resin running away much faster. Blown film dies are often manufactured with pre-drilled IBC passages, so IBC can be added later if not needed immediately. When the upgrade is made later, managers may forget that this is no longer a new die. They are often so thrilled at the extra 20% to 40% in production rate that they forget to keep an eye out for thickness variation. Compensating for a small chronic thin spot in IBC mode, with 30% higher productivity, costs 30% more in runaway resin.
Solution: Have your die inspected and refurbished, if need be, before installing IBC. Then use available technology to measure, monitor, and manage web thickness automatically. Also make sure your operations staff knows how to glean information from automated thickness-measuring systems. The control system won’t prevent runaway resin by itself. Operators must be trained to interpret gauging data and take corrective action without delay. Sources for training include your machine builder, blown film process consultants, or—for an upgraded machine—the control-system manufacturer.
OVERSIZING THE LAYFLAT
On blown film lines without IBC or automatic layflat-width control, operators maintain bubble size by periodically re-inflating the bubble to a size larger than required. This compensates for the bubble drifting smaller as air leaks through the primary nip rollers. Depending on the condition of the upper nip rollers, the time between periodic inflations could be anywhere from 30 min to 4 hr. Manual re-inflation results in the product being over-wide by up to 0.75 in. The overwidth condition can exist for up to 4 hr (see spiked graph).
A blast of air into the bubble to inflate it can cause a vacuum zone (venturi effect) around the entry passage, pulling the bubble away from the air ring locally and reducing the size of the bubble. Operators instinctively slow down the inflation process to prevent this effect, but this also extends the overwidth period.
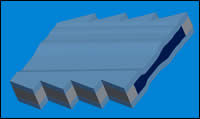
This situation results in runaway resin on two fronts. First, the product is periodically wider than it needs to be. Second, when the larger size is set up, the material will be slightly thinner than it should be (Fig. C), so operators will add more resin to reach the minimum thickness.
The graph shows runaway resin in lb/min for a 60-in. web at four different thicknesses (0.6, 1, 3, and 6 mils) over a 12-hr shift. Note that the operator re-inflates the bubble about once an hour. Each spike is a re-inflation. There is not a large difference in lb/min for the four thicknesses because the graph only depicts the extra material on the edges of the web. The amount of resin given away may be peanuts over one shift, but hardly trivial over a longer period. In the example in the chart, the giveaway is about 41 lb/shift. Assuming 100% uptime, that’s close to 24,000 lb/yr. At a more reasonable 88% uptime, it’s still over 20,000 lb/yr for just one line.
Solution: Get an automatic layflat-control system that constantly checks layflat against setpoint and adjusts it when necessary. This eliminates extra material added for inflation of the bubble to correct the downward size drift. Make sure the control system also provides a method for pulling air out of the bubble and not venting the air. This is because the very low pressure inside a blown film bubble provides no impetus to push air out the open vent. Non-IBC dies have a passage through the die to supply inflation air and to remove air when the bubble gets too big.
Furthermore, a control system that can handle quick inflation without introducing a venturi provides more production per shift. A 30-day study by a blown film processor of can liners showed that automatic layflat control made up to an 8% improvement in production time because of faster start-up and bubble-size changes compared with manual bubble inflation that creates a venturi.
All these recommendations to stop runaway resin involve some amount of machine downtime. With the current state of your backlog or your maintenance budget, allocating that time and money may seem impossible. If a blown film facility achieves 99% uptime, which is state-of-the-art, that leaves about 87 hr/yr for improvements—not much time if you don’t start work the instant the line stops production. But if you take the time to improve, your runaway resin will decrease, and your customers will thank you for better product.
ABOUT THE AUTHOR
Daniel R. Joseph, P.E., is president and owner of D.R, Joseph Inc. in Grand Prairie, Texas, which specializes in improving blown film production. He has developed and patented a number of commercial IBC technologies. He can be reached at (972) 641-7711. Website: www.drj1.com








Related Content

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
How to Select the Right Cooling Stack for Sheet
First, remember there is no universal cooling-roll stack. And be sure to take into account the specific heat of the polymer you are processing.
Read More
Roll Cooling: Understand the Three Heat-Transfer Processes
Designing cooling rolls is complex, tedious and requires a lot of inputs. Getting it wrong may have a dramatic impact on productivity.
Read More
What to Know About Your Materials When Choosing a Feeder
Feeder performance is crucial to operating extrusion and compounding lines. And consistent, reliable feeding depends in large part on selecting a feeder compatible with the materials and additives you intend to process. Follow these tips to analyze your feeder requirements.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More