Strategically Manage Pressure to Help Ensure Quality in Co-Rotating Twin-Screw Extrusion
Pressure measurement provides an invaluable window into any extrusion process, but it must also be strategically managed at every stage of the process to ensure a quality part is being extruded.



Co-rotating twin screw extruders (TSEs) are typically utilized for mass transfer-dependent processes, specifically compounding, devolatilization and reactive extrusion. This article focuses on managing pressure in and out of the co-rotating TSE. Other type extruders — counterrotating intermeshing and single screw — are better pumps as compared to the co-rotating mode, which requires a somewhat different management philosophy.
Virtually every extruder integrates a pressure measurement probe in the discharge/die design, but there’s much more to managing pressure than that. Pressure measurement provides an invaluable window into any extrusion process, but it must also be strategically managed at every stage in the extrusion process to ensure a quality part is being made.


There are a finite number of parameters that are monitored in a co-rotating, intermeshing, twin-screw extruder: feed rate(s), screw rpm, motor load, temperature set points, melt temperature, vacuum level in the vent and melt pressure. If parameters are optimized and then are monitored and held constant during operation, almost without exception a quality part will be extruded, be it a film, sheet, fiber, profile, tube, pellet, adhesive and more.
Transducers are used to sense pressure of the melt being conveyed by screws rotating inside of a barrel in the process section. Pressure is critical as a quality control measurement for production installations and is a useful tool during the development phase of a novel process. For instance, the measurement of a pressure drop across a die can be used to infer the viscosity of the melt.
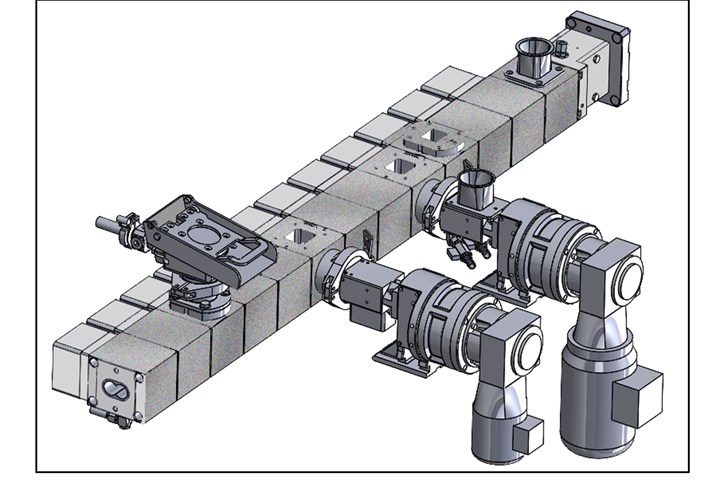
A modular design for barrels and screws facilitates sequencing for a wide variety of unit operations along the length of the process section (i.e., downstream addition of fillers, liquid injection, vacuum venting, etc.) Source: Leistritz Extrusion
First, some basics:
- For quality control purposes, every extruder should have a melt-pressure probe placed in the die area.
- A transducer diaphragm relies on minute changes in resistance to generate a signal which is proportional to the applied pressure input.
- Pressure sensors range in pressure from 0-500 PSI to 0-10,000+ psi.
- Materials of construction, signal output, range and mechanical configuration of the probe itself are specified based upon the intended process and environment.
- Most melt probes for extruders utilize a ½-inch UNF thread and readout in psi or bar.
- Many types and configurations of melt pressure transducers are available.
The co-rotating, intermeshing twin-screw extruder is the most efficient compounding device in the plastics industry. Rotating screws (1,000+ screw rpms are possible) continuously mix polymers with fillers, fibers, pigments and additives to impart the desired properties into the formulation and eventually into the final part.
Additionally, the co-rotating TSE is utilized for devolatilization to remove moisture and other volatiles from the melt stream. A modular design for barrels and screws facilitates sequencing for a wide variety of unit operations along the length of the process section (for example, downstream addition of fillers, liquid injection, vacuum venting and more).
Feeders for pellets, powders, fibers and liquids meter feed streams into the co-rotating TSE. The feed rate and screw rpms for co-rotating twin screw extruders are independent and used in concert to optimize compounding and devolatilization efficiencies. Starve feeding refers to when the TSE is fed at a rate less than the forwarding efficiency of the screws. The pressure gradient in the twin screw extruder is determined by the selection of screws and operating conditions. Flighted elements that convey higher than the overall feed rate are strategically placed so there is a zero-pressure zone underneath downstream vent/feed sections (to prevent vent flooding) and downstream feed zones for both solids and liquids.
The pressure gradient in the twin screw extruder is determined by the selection of screws and operating conditions.
Downstream addition of fillers and fibers is assisted by a side stuffer, also with co-rotating screws that “push” fillers and fibers into the TSE process section. Side stuffing is desirable to facilitate more efficient melting/mixing with significantly less wear in the melting region of the process section. Side stuffers are also starve fed and require an upstream metering feeder upstream to set the rate to the stuffer.
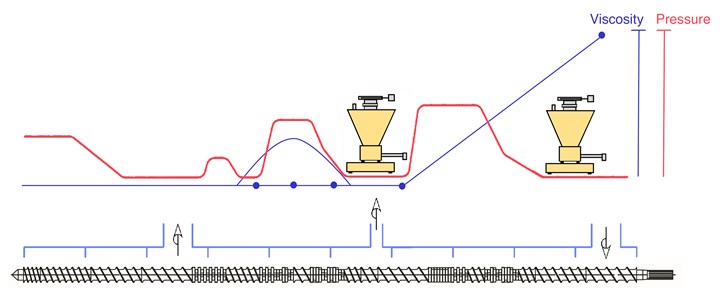
The pressure gradient in the twin screw extruder is determined by the selection of screws and operating conditions. Flighted elements that convey higher than the overall feed rate are strategically placed so there is a zero pressure zone underneath downstream vent/feed sections (to prevent vent flooding) and downstream feed zones for both solids and liquids.
Almost always, the TSE has the provision to remove volatiles/gases, referred to as devolatilization. Vent(s) are placed along the length of the screws where the screws are unfilled (zero pressure) to prevent vent flooding.
Factors that affect devolatilization efficiencies include:
- Residence time under the vent or vents (longer is better);
- Surface area of the melt (higher is better);
- Surface renewal (higher is better — renewed surfaces from rolling pools in partially filled screw channels)
- Bubbles are key: nucleation, growth and rupture (stripping agents can be injected to facilitate bubbles)
- Vacuum level applied to vent zone(s).
In a starve-fed TSE, melt pressure probes are only placed into barrel sections for specific reasons, for instance to confirm a melt seal of a high-pressure injection of a super-critical fluid. Supercritical carbon dioxide (sCO2)is injected into the TSE process section to facilitate foaming, as a stripping agent, as well as a process aid for other processes.
A pressure probe can be integrated midway in the process section design to ensure there is a dynamic seal to facilitate high-pressure injection of the sCO2 into distributive mixing elements without blowback.
As a quick side note: the counterrotating intermeshing is characterized by a controlled melting and inter-screw calendar gap mixing at low screw rpms (less than 50 rpms) combined with high-pressure pumping capabilities, which makes it ideal when processing a thermally sensitive RPVC, or similar formulations. The counter-rotating intermeshing twin screw is the only commercially available extruder that can be configured as a positive displacement pump at the discharge. Single screw and co-rotating twin screw extruders pump by drag flow.
Don’t Underestimate Front-End Pressure Generation
It is common to underestimate the role that front-end pressure generation plays in the process. Elevated pressures result in higher overflight leakage at the discharge of a co-rotating TSE (turning at 500+ screw rpms) that causes a melt temperature rise and possible degradation. What’s happening is easily understood by using the “temperature rise formula” as follows:
∆ T (°C) ± 50% = ∆ P (bar) ÷ 2, where:
∆ T = Change in temperature in °C
∆ P = Change in pressure (1 bar = 14.5 PSI)
For example, if a TSE is processing 500 kg/hr and the die pressure is 40 bar (580 psi), then the associated melt temperature rise might be as much 20°C. (∆ T = 40÷2)
This formula is meant to be insightful (if not accurate) as TSE rpm, and the geometry of the type of discharge screw elements also play a significant factor in the actual melt temperature rise. That being said, it is important to be aware of the detrimental effects of discharge pressures that are too high.
Now that the material is out of the extruder, there’s still a lot more process and pressure optimization that is needed. Computer modeling, based on rheological characterization, can help to design dies that are less restrictive (with lower pressure) to minimize the temperature rise associated with front-end pumping by keeping pressures as low as practical.
The management of pressure as part of process optimization should be the goal for any successful extrusion operation.
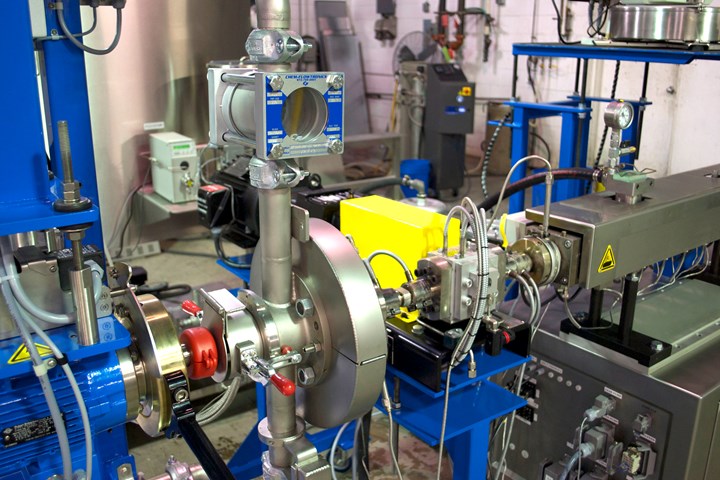
Front-end systems may require elevated pressures (for example, 3,000 to 5,000 psi), ultrafine filtration or a high pressure die to optimize the process. A positive displacement gear pump is attached to the TSE to both manage pressures and make a better, tighter tolerance part. The inlet/outlet pressure differential (4000+ psi) makes it possible for the TSE to operate with a low discharge pressure (400-800 psi) while isolating the high-pressure pumping task. In addition to melt flow and pressure stability, the ability to set a lower TSE discharge pressure will markedly decrease the melt temperature and result in less discharge screws wear.
When a gear pump is attached to the co-rotating TSE, closed-loop pressure control can be integrated into the PLC/HMI logic to maintain an inlet pressure set point. The feed system, twin screw extruder rpms and gear pump rpms must all be integrated into the algorithm, which is not an easy task. Melt pressure is measured at the inlet and outlet of the gear pump, and before/after the screen changer, to both adjust system parameters and collect data to confirm that the process is consistent.
A single screw pump, essentially the metering section of a single screw extruder, can also be attached to the TSE. In addition to building pressure, specialized screw and process section designs are possible for processes that require high heat transfer and melt cooling capabilities.

Side-view gear pump front end attachment to twin-screw extruder.
Source: Maag
When using a co-rotating, intermeshing, twin-screw extruder, pressure measurement is only a small piece of the puzzle. The management of pressure as part of process optimization should be the goal for any successful extrusion operation. The ability to strategically measure and also manipulate pressure zones inside and out of the co-rotating TSE is a tool to improve an existing extrusion operation, as well as to develop new and emerging processes, and part of the reason it is the most versatile continuous compounding and devolatilization device available today.
About the Author: Charlie Martin is president of Leistritz Extrusion USA, a company that provides compounding equipment and engineering services to the plastics, medical and pharmaceutical markets. Martin has delivered technical presentations at wide-ranging events around the world and is the co-editor of the textbook entitled Pharmaceutical Extrusion Technology. He serves on the board of directors for the Society of Plastics Engineers Extrusion Division, and the Polymer Processing Institute. He also serves on the Bioplastics Division Committee for the Plastics Industry Association. Contact: 908-685-2333; cmartin@leistritz-extrusion.com; extruders.leistritz.com








Related Content

Processing Megatrends Drive New Product Developments at NPE2024
It’s all about sustainability and the circular economy, and it will be on display in Orlando across all the major processes. But there will be plenty to see in automation, AI and machine learning as well.
Read More
How to Configure Your Twin-Screw Extruder for Mixing: Part 5
Understand the differences between distributive and dispersive mixing, and how you can promote one or the other in your screw design.
Read More
How to Maintain Pelletizing Quality When Acid Attacks
Developments in the chemistry of polymers and additives have made corrosion a real problem in pelletizers. Here’s how to ward it off.
Read More
Configuring the Twin Screw Extruder: Part 4
For many compounding operations, material is fed to the extruder at the feed throat. This is the case when feeding a single polymer or a blend of polymers mixed with solid additives. Some ingredients, however, present a challenge in feeding. Here’s how to solve to them.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More