
Why Conformal Cooling Makes $ense
Find out how this game-changing technology can make you more money but reducing cycles and cutting scrap.
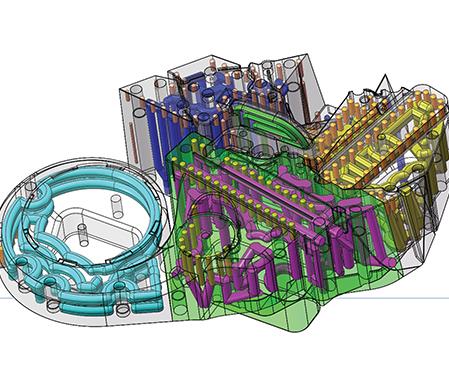
This is an example of the design complexity that has been successfully achieved in conformally cooled molds built by Contura MTH GmbH. (Image: Contura MTH GmbH.)
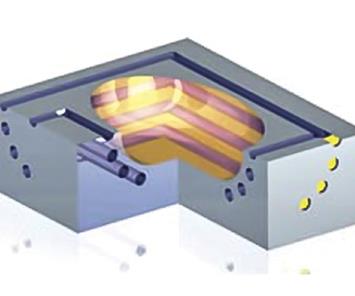
Conventional molds have straight-line cooling channels (top), whereas conformal cooling (bottom) makes use of cooling lines in an injection mold that curve and closely follow the geometry of the part. (Images: GPI Prototype & Manufacturing Services.)
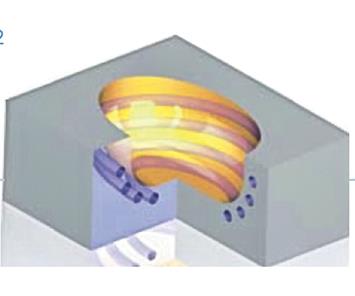


There has been a lot of talk among molders and moldmakers of late about conformal cooling. Why? Because it’s an industry game changer. Conventional molds have straight-line cooling channels (Fig.1). Simply put, conformal cooling makes use of cooling lines in an injection mold that curve and closely follow the geometry of the part to be produced (Fig.2). There are a variety of methods for manufacturing a conformally cooled mold, including laser sintering, vacuum brazing, liquid interface diffusion, and others.
If conformal cooling is implemented with little or no engineering analysis, you can expect to get a 10% reduction in injection mold cycle time. However, by performing more engineering analysis—such as flow analysis, computational fluid dynamics (CFD), and finite-element analysis (FEA)—a better quality mold and more cycle reduction can be achieved.


A typical cycle-time reduction range for a properly engineered, conformally cooled mold is 20% to 40%. If little or no engineering analysis is done, you risk premature mold failure or lack of performance because of poor design elements or incorrect assumptions that were not identified and corrected before mold manufacture.
Vacuum-brazing technology produces the largest conformally cooled production molds. Large molds for automotive parts and housings have been made by this process. The figure above is an example of the design complexity that has been successfully achieved in vacuum-brazed molds built by Contura MTH GmbH in Germany. Depending on the application, Contura will guarantee the life of the tool for 1 million cycles (SPI’s definition of a Class 101 mold).
INCOME ANALYSIS FOR CONFORMAL COOLING
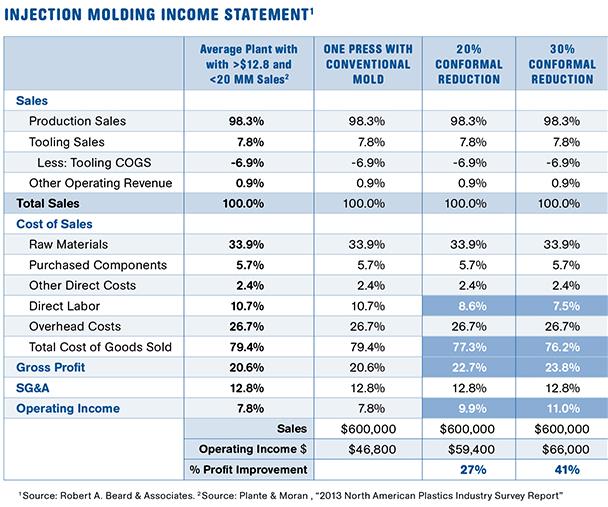
The accompanying income statement, which is based on a ratio analysis, was published by Plante Moran in its 2013 North American Plastics Industry Survey Report. It can be used to illustrate the effects of conformal cooling. I have amended the chart with additional columns and data. For example, since most molds are conventional molds (without the use of conformal cooling), Column 2 uses the same ratios as seen in Column 1. Columns 3, 4 and 5 show the estimated effect on profitability with a 20%, 30% and 40% cycle reduction from the use of conformal cooling on a single molding press.
To simplify the analysis, let’s look at a mold that is in the press 100% of the time and generates $600,000 per year in sales. A conventional mold would generate an operating income of $46,800. A conformally cooled mold would generate:
•@ 20% cycle reduction = $59,400 operating income (27% profit improvement).
•@ 30% cycle reduction = $66,000 operating income (41% profit improvement).
•@ 40% cycle reduction = $72,600 operating income (55% profit improvement).
In this analysis, the engineering analyses and the incremental cost to manufacture a conformal mold versus a conventional mold would be paid for by the “Operating Income $” increases.
Your income statement will most likely vary from the chart. You may want to add more line items for more definition.
To evaluate different scenarios, change the “sales” amount near the bottom of the chart and then multiply that amount by the “operating income” percentage (above in the same column) to change the “operating income dollars.” This is an analytic method that can be used to see the effect on one mold, one press, or an entire plant. This analysis does not take the place of a detailed estimate or quote, however. This analysis is conservative because it looks only at “Direct Labor” and not any other factors that might be improved.
The uniform cooling of the mold provided by conformal cooling will decrease rejects due to such issues as warping. Any reduction in reject cost will fall directly into profits. For example, the elimination of each 1% in reject rate would add an additional 1% to profits. In this analysis, the cost of the engineering analyses and the incremental cost to manufacture a conformal mold must be factored into an ROI calculation versus a conventional mold.
Conformal cooling is a tool to help decrease rejects, which reduces the risk of a costly recall. Because conformal cooling yields uniform part cooling, molded-in stress can be reduced. This produces a stronger part, which increases part safety, mitigating part-failure and recall risk.
Therefore, the decision to use conformal cooling should be an easy one for automotive and medical applications, or any application with a high risk of product liability. The cost of a recall is much more than the incremental cost of a conformally cooled mold.
FREEING UP ADDITIONAL PRESS CAPACITY
Another consideration is the availability of increased press capacity due to the productivity increases afforded by conformal cooling. To keep the math simple, let’s examine a 10-press plant using the same data as for a single press in the accompanying income statement. If a 30% cycle reduction is achieved plantwide, there will be three empty presses on the floor. Assuming that the presses are the same size as the press in the income statement, then there will be an increase in sales of $600,000 per year for each of the three presses, a total of $1.8 million, producing an additional $198,180 in annual operating income (at 11% operating income, according to the income statement). This might also cause an over-absorption of overhead, which would yield even higher profit.
According to the income statement, a 30% cycle reduction increases operating income by 41%. This gives you options. If you don’t have any competition, you can keep all the profit. Or you can keep half of the increase and use the other half to lower your prices to gain more business to fill up those three empty presses. Or you can sell the three presses to free up capital for investment.
It seems that when a company finds and installs new cost-saving technology, it keeps it a secret. So it might be wise to assume that, if your competition is quoting lower prices, it may already be using conformal cooling.

Related Content

What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
Back to Basics on Mold Venting (Part 2: Shape, Dimensions, Details)
Here’s how to get the most out of your stationary mold vents.
Read More
Back to Basics on Mold Venting (Part 1)
Here’s what you need to know to improve the quality of your parts and to protect your molds.
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More